


銑削加工的新發展
2024-5-16 來源:伊斯卡 作者:技術經理 Andrei Petrin
現代銑削作為金屬切削方(fāng)法(fǎ),起源於18世紀後期(qī),並迅速成為主要的加工技術之一。如今(jīn),我(wǒ)們很難(nán)想象一個沒有銑床的機械加(jiā)工(gōng)車間。可見銑削是加工製造中必不可少的工(gōng)序。
當今(jīn),我們正在見證製造業的重大變化,這將(jiāng)對銑削的發展方向產生深遠的影響。這些變(biàn)化是由多種因素驅動的,例如通過精密鑄造和鍛(duàn)造提高金屬成型的(de)精度、3D打印技術的廣泛使用、對新型複合材料和(hé)燒結材料的使用量與日俱增、提高高溫合金和鈦合金材料(liào)零件(jiàn)的生產率的需求,以及汽車行業(yè)對電動汽車(chē)和混合動力汽車的關注,促成了這些變化。此外,多軸機床(chuáng)的進步為複雜零件的精密加工開辟了新的可能性(xìng),並催生了(le)新的用以(yǐ)提高生產率的切削方式。在現代(dài)的加工技術中,一個趨勢是顯著減少銑削加(jiā)工的餘量,提高工(gōng)件表(biǎo)麵質量和精度。
因此,銑削的進步是(shì)由人們對於銑(xǐ)削加工的更高生產率、更高精度和可持續發展的需求來驅動的。銑削加工的主要發展可以概括如下:
1.快速去除金屬的重點是提高金屬去除率(MRR),通過顯著提高切削速度或每齒進給量來實現更高的生產率。這是通過高速銑削(HSM),以及(jí)在粗(cū)加工(gōng)中的大進給銑削(HFM) 等技(jì)術實現的。
2.精密銑削可實現更高的加工精度。
3. 多軸銑削的特點是利用多軸加(jiā)工機床來實現複雜的銑削加工。
4.自適應銑削旨在(zài)開發智能銑削係統(tǒng),以適應加工過程中不斷變(biàn)化的條件。
5.可持(chí)續發展的銑削旨在(zài)減少銑削作業對環境的影響。它涉及環保切削液的(de)開發,材料的回收和再利用,以及節能機床和銑刀(dāo)的使用。
上述方麵的發展離不開幾個(gè)關鍵部分的協同作用,即機床,切削刀具和計算機輔助工程(chéng)(CAE)係(xì)統。例如,高速銑削需要能夠滿(mǎn)足極高轉速的機床技術,以及銑刀先進(jìn)的基體材料和塗層技術。同時,提高銑削加工的精度不(bú)僅需要銑刀有更高精度的公差,還需要改進控製係統和直(zhí)線電機驅動。在多軸銑削的情況下,突破之處在於增加了可控製的運動軸,以及采用合適的銑刀切削幾何(hé)形狀。另一方(fāng)麵,自(zì)適應銑削結合了創新,如使用最先進的監控(kòng)係統、高靈敏(mǐn)度傳感器和高效算(suàn)法,以實時優化(huà)切削數據和刀(dāo)具路徑(jìng)。此外,可持續發展(zhǎn)的(de)進步需要(yào)節能的銑削方式,包括采用合適的機床、切削刀具(jù)和環保的(de)冷卻技術。
可轉位(wèi)銑削(xuē)刀具反映了銑削方式的進步,其特點(diǎn)是在加工中采(cǎi)用可換切削刀片。
a)優化刀片的材質(zhì)是一(yī)個不斷的過程,改進可轉位銑刀刀片的材質,包括開發先進的硬質合(hé)金牌號、陶瓷和超(chāo)硬切削材料。
b)塗層技術的發展:不(bú)斷研發新的塗層,以提高(gāo)耐磨(mó)性和耐熱性,同時增強潤滑性。
c)應用優化幾何(hé)外形的銑刀和刀片來完(wán)成銑削加工,在(zài)銑削過程中可以減少切削力以及控(kòng)製切屑形狀和排屑方向。
d)有效利用刀具刀(dāo)片材料,包(bāo)括采用智能刀片(piàn)設計,在不降低切削性能的情況下提供最大(dà)的可轉位(wèi)切削刃。
此外,智能製造要求將數字化結合到銑削操作和(hé)銑削刀具中。就銑削刀具而言,數字孿生和適合的軟件應用(yòng)程序已經(jīng)成為一套綜合刀具體係的“標配”。
那麽刀具製造商應如(rú)何應對這(zhè)一挑戰?哪些銑刀解決方案能(néng)夠(gòu)順應(yīng)新興的趨勢?人們通(tōng)常認為,切削刀具的生產在金(jīn)屬加工中是較為保守的部分,那麽它是否可以及時響應(yīng)金屬加工領域當前的需求?伊斯卡近期的發展深入解答(dá)了上述這些疑問(wèn)。
高(gāo)速擺(bǎi)線銑削方法包括沿著曲線刀具路徑保持恒定的切(qiē)削刃載荷,從而避免加(jiā)工過程中載荷突(tū)然出現峰值。這種加工方式對於銑削深槽、凹槽(cáo)和型腔是非常有效(xiào)的,特(tè)別是在加(jiā)工穩定性較低的情(qíng)況下。此外,在處理硬(yìng)鋼或高溫合金(HTSA)等(děng)難加工(gōng)的材料(liào)時,擺線銑削的加工效果十分顯著。
CHATTERFREE EC-E7/H7-CF是一個新的多刃整體硬質合金立銑刀係列,可以用於擺線銑削。該係列的幾何設(shè)計包(bāo)括變螺旋角和不等齒距,以提高動態性能。這些立銑刀有一係列的切削長徑比可供選擇。(圖(tú)1)

圖1 -用於擺線銑削的七刃整體硬(yìng)質合金立銑刀的設計采用了抗振(zhèn)的設計概念,以減少振動強度。
得益於現代化的(de)機床,在極高的主軸轉速下(最高轉速可(kě)達33000轉(zhuǎn))也可以對鋁合金材料零(líng)件進行高效銑削。為應對這一加工挑戰,伊斯卡研發(fā)了90°可轉位銑(xǐ)刀,可容納大尺寸刀片,切削深度可達22 mm(.870”)。該刀具經專門設計,可防止在(zài)高速旋轉過程中(zhōng)產生(shēng)的高離心(xīn)力而導致(zhì)的(de)刀片徑向位移。(圖2)

圖2 -可轉位銑(xǐ)刀,用於在極高切削速度下加工鋁,專門設計用於抵抗(kàng)由於高離心(xīn)力而可能產生的刀片徑向位移。
大(dà)進給銑削(HFM)已成為一種被廣(guǎng)泛(fàn)采用的方法,用(yòng)來對平(píng)麵和複雜型麵進行高效(xiào)粗加工。伊斯卡提供廣泛的HFM產(chǎn)品,以滿足各種加(jiā)工應用的需求。近期,該係列又添加了(le)新的產品。LOGIQ-4-FEED係列HFM刀(dāo)具設計有特別的螺旋切削刃,現在(zài)還新增有更大尺寸刀片的刀具。這些新產品大(dà)大拓寬了刀具的應用範圍(wéi),特別是在模具行(háng)業對大尺寸型腔進行大進給銑削(xuē)的(de)應(yīng)用。另一個新產品是NEOFEED,一個帶(dài)雙麵方形刀片的HFM刀具係列,擁有8個切削刃,以降低加工成本。(圖3)
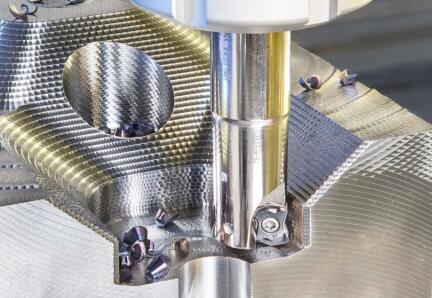
圖3 -在加工模具型(xíng)腔時,使用帶螺旋切削刃的(de)LOGIQ-4-FEED銑刀能夠提高大進給銑削能力。
https://1309952130.vod2.myqcloud.com/4dc4b723vodcq1309952130/afc97b081253642696460790544/ziQYuWpwxWsA.mp4
多軸機床和CAD/CAM係統的(de)進步推動了弧形銑刀和鼓形銑刀的使用,用最小的加工餘量對複雜的形狀進行精(jīng)密銑削。這(zhè)個產品係列包含三種不同的結構:整體(tǐ)硬質合金(jīn), MULTI-MASTER可換刀頭(tóu)和單(dān)刀片設計(圖(tú)4)。

圖4 -伊斯卡的鼓形立銑刀包(bāo)含了三種不同的設計理念。
當銑(xǐ)削高溫合金(HTSA)時,使用陶瓷(cí)材質能(néng)夠大幅提高切(qiē)削速度。且切削速度可達1000m /min (3300 sfm)。伊斯卡最新的陶瓷刀(dāo)具包括(kuò)整體(tǐ)陶瓷立(lì)銑刀和(hé)帶雙麵圓形陶瓷刀(dāo)片的可轉位銑刀。雙麵刀片(piàn)的設計旨在最大限度地利用陶瓷牌號,如“黑(hēi)色”陶瓷、晶須(xū)增強(qiáng)陶瓷和SiAlON(一種氮化矽基陶瓷)。
上述這些例子完美闡述了銑削刀具的主要發展方向。新需求的出現,需要新的解決(jué)方案來應對,而這些新的挑戰將推動對創新刀具設計的探索。
投稿箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進(jìn)行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進(jìn)行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)
州金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃(cuì)
| 更多
- 機械加工過程圖示(shì)
- 判斷一台加工中心(xīn)精度的幾種(zhǒng)辦法(fǎ)
- 中(zhōng)走絲線切(qiē)割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了(le)十多年,為何還(hái)是小(xiǎo)作坊?
- 機械行業最新自殺性營銷(xiāo),害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造,多(duō)談點製造
- 現實麵前,國人沉默。製造業的騰飛(fēi),要從機床
- 一文搞懂數控車床加工刀具補(bǔ)償功能
- 車床(chuáng)鑽孔攻(gōng)螺(luó)紋加工方法及工裝設(shè)計
- 傳統鑽削與螺旋銑孔加工工藝的(de)區別