


薄壁鈦合金殼體製(zhì)造工藝淺(qiǎn)析
2023-8-28 來源:河南平高電氣股份有限公司 作者:劉(liú)擁軍 王 斌
【摘要】: 本文針對(duì)薄壁鈦合金殼體(tǐ)在加工過(guò)程(chéng)中出現的裝夾方式、尺寸變形、測量方法、刀具選型及(jí)工藝參數等方麵存在的問(wèn)題(tí)進行了分析(xī),並分別(bié)提出解決措施,通過改進毛坯的結(jié)構形式(shì),設計製造多套裝夾工(gōng)裝,選用合適的切(qiē)削刀具,采用新型的測量工具及方法和(hé)冷熱循環處理工(gōng)藝,解決了一係列問題並加工出合格的殼體。
【關鍵詞】: 鈦合金 ; 殼體 ; 裝夾
1.引(yǐn)言
鈦合(hé)金因其強度重量比高、組織(zhī)穩定和高溫力學性能較好(hǎo),經合金強化、時效處理後具有高強度和高耐磨性以及高溫下變形小(xiǎo)等優越的(de)屬性,被廣泛應用於航空航天領域中。為實現輕量化的效果,將鈦合金薄壁零部件(jiàn)結構設計為弱剛性,由於鈦合金薄壁件熱(rè)導率低,切削加工時會產(chǎn)生較高的溫度,使其呈現高溫時化學活性大、韌性高等材料特性,導致刀具(jù)磨(mó)損劇(jù)烈,並伴隨扭曲畸變的現象(xiàng),導致生產效率較低,同時還會降低零件的使用性能,甚至發(fā)生零件報廢(fèi)的情況。因此(cǐ),在(zài)大型薄(báo)壁精密鈦合金(jīn)零件製造過程中,特殊(shū)的薄壁結構、較差的材料切削性(xìng)能以及難控製的尺寸精度等(děng)成(chéng)為多重難題。
本文以某型號儲箱上、下殼體加工為(wéi)例,就(jiù)加工的工裝設計、切削刀具合理選擇、切削參數和尺寸穩定處理等進行探討,對大型薄壁鈦合金(jīn)零件精密加工具有(yǒu)較大意義(yì)。
2. 加工產品及(jí)上、下殼體加工工藝分析
某(mǒu)型號儲箱如圖 1 所示,分為上、下殼體,工件材料為 TC4 鈦合金,最大直徑近 600mm。雖然該儲箱上殼(ké)體、下殼體外觀看起來非常像球體,但實際上並非單一的球麵,而是由多個球心在不同位置的球麵(miàn)組合而成,其各處的壁厚不同,整體壁厚≤ 2mm,最薄處 1mm。工件(jiàn)毛坯由模具(jù)衝壓成型,成型後經過內(nèi)外表麵多(duō)次加工才能滿足使用標準,粗糙度要求高於R a1.6,線性尺寸公差要(yào)求 0.02mm,圓(yuán)弧半徑尺(chǐ)寸公(gōng)差要求 0.05mm。
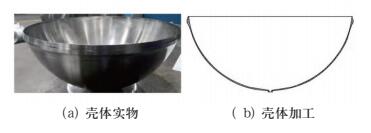
圖 1 某型號(hào)儲箱(xiāng)結構(gòu)
上、下殼體原材料采用 TC4 鈦合金,該(gāi)材料與普通金屬材料在切削加工方麵的性能有(yǒu)很大差(chà)別,具體表現為 : ① TC4 鈦合金彈性模量為鋼的一半左右,當零(líng)件結構為薄壁件和細長杆時變形量較大 ; ② TC4 鈦合金導熱係數低,加(jiā)工(gōng)時散熱速度慢,被切削區域溫度高 ; ③在熱—力耦合作用下,其化學(xué)活性大(dà),親(qīn)和力(lì)強,容易與別(bié)的元素發生物理(lǐ)化學反應(yīng)。
隨著溫度的不(bú)斷升高,TC4 鈦合金吸收氫、氧、氮(dàn)的能力也會明顯增強。大約在 200℃ 左右開始吸收氫,400℃ 左右開始吸收氧,600℃ 左右開始吸(xī)收氮,被吸收(shōu)後的氣(qì)體會直(zhí)接改變材料表麵的組(zǔ)織結構,使其容易發(fā)生加工表麵硬化,從而影響零部件的使用性能,因此在(zài)加工過程中要進行(háng)充分的冷卻,並控製好切(qiē)削溫度。
TC4 鈦合(hé)金(jīn)的(de)材料(liào)屬性決定了不同於其他金屬材料的加工特點,導致 TC4 材料的加工效率低、加工(gōng)質量差(chà)和加工成本高,最終使這(zhè)些零部件難以達到(dào)技術要求,無法滿足產品正常工作的(de)需要。因此,想要實現高效率、高質量地加工鈦合金上、下殼體,必須(xū)開發和探索新工藝新技術,並科學選取刀具類型及切削(xuē)參數。
根據德(dé)國切削物理學家 Carl J. Salomon博士提出的高速切削理論 : 在切削(xuē)速度較低時 (見圖 2 中 A 區 ) ,切削溫度將隨著切(qiē)削速度的增加而不斷升高 ; 當切削速度增大(dà)到某個值(zhí)時(shí),將(jiāng)在一定速度範圍內(nèi) ( 見圖 2 中 B 區 ) 發(fā)生切削溫度太(tài)高而無法正常進行切削加工的情況 ; 當切削速度繼續增大,進入高速切削範圍內(nèi) ( 見圖2 中 C 區 ) 後,切削溫度反而隨著(zhe)切削速(sù)度的增大而下降。
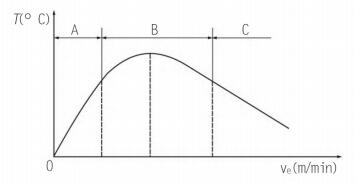
圖 2 高速切削加工理論曲線
針對上、下殼體結構而言,其加工難點為半球(qiú)形薄壁件的裝夾方式和(hé)加工(gōng)變(biàn)形問題,隻(zhī)有解決這兩個問題才能加工出合格的零部(bù)件,而這兩方麵的問(wèn)題又密不(bú)可(kě)分,由於裝夾方式(shì)直(zhí)接影響(xiǎng)加工變形的程(chéng)度(dù),因(yīn)此需要設計出合(hé)理的(de)工裝夾具(jù)。
3.殼體加工存在的問題及解(jiě)決措施(shī)
3.1 存(cún)在的問題
①上、下殼體整體為薄壁,加工時無處可裝夾,需要考慮裝夾方式(shì) ; ②刀具選擇方麵(miàn),需要兼顧零部件生產的經濟性和產品質量的穩定性 ;③殼體球麵形狀及壁厚不(bú)易測量,現有的卡尺、千分尺等(děng)量具無(wú)法實現 ; ④薄壁件的變形無法避免,需要通(tōng)過(guò)優化工(gōng)藝(yì)流程(chéng)、改善裝夾(jiá)方式、摸索合理的切削參數抑製其變形量。
3.2 解決措施
在殼體的毛坯上設計工藝(yì)夾頭,增加一個法蘭盤用於零部件的裝夾過渡,加工過程中作(zuò)為裝夾連接位置,具體形狀(zhuàng)見圖 3。
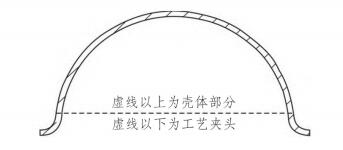
圖 3 殼體毛坯
根據(jù)加工使用的設備參數,設計製作專用的連接花(huā)盤與主軸直接(jiē)連接,保證裝夾(jiá)的可靠性、穩定性(xìng),確保裝夾誤差(chà)為 0.01mm( 見(jiàn)圖 4) 。加工時,將毛坯上設計的工藝法(fǎ)蘭(lán)直接與連接花盤(pán)連(lián)接 ( 見圖 5) ; 通過找正保(bǎo)證零件的裝夾誤差為0.02mm,如有不平部位可使用調(diào)節墊片進行局部調整,以確保夾(jiá)具和殼體(tǐ)定位準確,裝夾緊密和牢固。
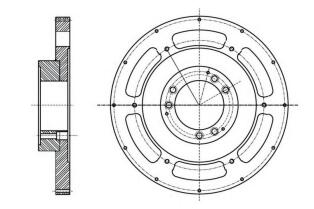
圖 4 連接花盤
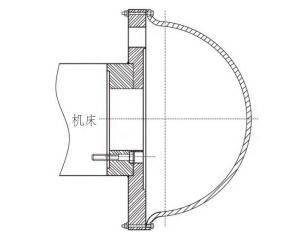
圖 5 殼體裝夾
改善(shàn)鈦合金的加工性能主要應從降低切削溫(wēn)度和減少切屑(xiè)黏(nián)結兩方麵出(chū)發,從導熱性能好、紅硬性好(hǎo)、抗彎性好、與鈦合金親和性差的材料中確定刀具材料。雖然高速鋼優(yōu)勢明(míng)顯,但其耐熱(rè)性差,綜合考(kǎo)慮後 YG 類(lèi)硬質合金性能基本符合這些(xiē)要求,是最佳的選擇之一。常用的硬質(zhì)合金刀具材料有 YG8 和 YG3 等,從(cóng)實用性和經濟性角度考慮(lǜ),粗加工時加(jiā)工餘量大,切削衝擊力大,采用株洲鑽石 YBG251 刀片加工 ; 半精、精加工要求較高的表麵質量以及穩定的尺(chǐ)寸精度,采用(yòng)株洲鑽石(shí) YD101 刀片(piàn)進行加工。
由(yóu)於殼體特殊的結構形(xíng)狀及壁厚差異,常規(guī)的測量卡(kǎ)尺和壁(bì)厚千分尺無法實現對壁厚及形狀的準確(què)測量。經分析,可以依靠高精度數控設備間接保證,使用超聲波測厚儀測量薄壁的尺寸,加工時對不同部位的壁厚進行檢驗,根據檢測結果(guǒ)及設備(bèi)程序對設(shè)備參數進行微(wēi)調,從而解決(jué)這類問題。
采用硬質合金刀具加工(gōng)時,車削(xuē)內徑、外徑各工(gōng)步並(bìng)留有合(hé)理(lǐ)餘量,經過多次工藝試驗確定適當的切(qiē)削(xuē)參數,以降(jiàng)低半(bàn)精車、精(jīng)車過程的變形量(liàng)。具(jù)體參數如下 : 粗車(chē)切削速度vC=80~100m/min, 切 削 深 度 ap=1~1.5mm,進 給 量 f=0.25~0.35mm/r; 半 精 車 切 削(xuē) 速度 vc=100~130m/min, 切 削 深 度 ap=0.3~0.4mm,進給量 f=0.2~0.25mm/r; 精車切削速度vc=120~150m/min,切削深度 ap=0.1~0.2mm,進給量 f=0.1~0.18mm/r。經查閱資料及研究試驗,粗加工後對殼體(tǐ)進行低溫處理,將其放到液氮深冷(lěng)設備(bèi)中經過-100℃ ~100℃的冷熱循環處理兩次,每次循環時間為 6h,可(kě)進一步細化(huà)晶粒,減少殘餘應力,使金屬的(de)基體更加(jiā)穩定,有效提高鈦合金零件的尺寸穩定性。
精車內徑、外徑時設(shè)計專用的工裝來支撐殼體,改善裝夾受力分布狀態,抑製切削變形,效果良好,具體情況見圖 6 和圖 7。
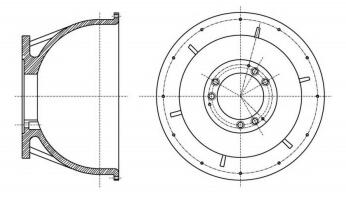
圖 6 內徑車削工裝
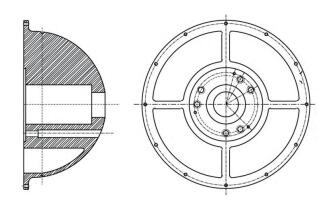
圖 7 外徑車削工裝
4. 結語(yǔ)
通過鈦合金上、下殼體的(de)製造過程,探索了鈦合金(jīn)材(cái)料的加工機理及工藝特性,掌握了鈦合金超薄殼體的變形機理、控製措施和加工工藝(yì),開發出殼(ké)體的裝夾工裝,研究了冷熱循(xún)環處理工藝(yì)對尺寸的影響程度,得到溫度變化對精密零件尺寸的影響規(guī)律(lǜ),為(wéi)其他薄壁件的加工積累了經驗。
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多
牌調查")
行業數(shù)據
| 更多
- 2024年11月 金屬(shǔ)切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基(jī)本型乘用(yòng)車(chē)(轎車(chē))產量數據(jù)
- 2024年11月 新(xīn)能源汽車產量數(shù)據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月(yuè) 新能(néng)源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
博(bó)文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲線切割(gē)機床的發展(zhǎn)趨勢
- 國產數控係統和數控機床(chuáng)何去(qù)何從(cóng)?
- 中國的技(jì)術工人都去哪裏(lǐ)了?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大(dà)逃亡
- 智(zhì)能時代,少談點智造,多談(tán)點製造(zào)
- 現實麵前(qián),國人沉默。製(zhì)造業的騰飛,要從機床
- 一文搞懂(dǒng)數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削與螺旋(xuán)銑孔加工工藝的區別