


【伊斯卡刀具】齒輪銑削之新思路
2020-9-30 來源:-- 作者:-
前言
技(jì)術及其產品(pǐn)往往是互為因果的:一項技術可以用來開發更高效、更(gèng)智能的產品;反之這些產(chǎn)品又可以在推動該技術發展方麵發揮重要作(zuò)用。這種相(xiàng)互關係在(zài)機加工中可窺一斑(bān)。過去(qù)幾(jǐ)年,前沿切削技術已令(lìng)人們對多任務(wù)機床和加工中心的製造能力印象深刻。與此同時(shí),機(jī)床工業的這一進步(bù)也正在(zài)顯著改變金屬切(qiē)削技術。先進的多功能機床日益拓寬了可加工的範圍。為其開發的(de)切削工藝流程旨在最(zuì)大限度地提高一次裝(zhuāng)夾即可(kě)完成加工的能力,為更加精確高效的(de)生產開辟了新途徑。齒(chǐ)輪(lún)銑削和花(huā)鍵銑削是適合在此(cǐ)類新型機床上進行的加(jiā)工應用之一。
傳(chuán)統上,加工齒輪和開花鍵槽(cáo)是一個複雜的工藝流程,涵蓋了銑削、倒角(jiǎo)、磨削等等。批量生產時(shí),主流加工方式是在特定機(jī)床上完(wán)成的(de)滾齒、剃(tì)齒、磨齒等工序。技術的(de)發(fā)展不僅改變了切削硬度對加工的製約,而且大大提高了加工精度;進而(ér)減少了齒輪的磨削餘量,降低了磨削的開粗量。現(xiàn)代多功能機床可滿足一次裝夾生產的需求,在各(gè)式齒輪的加工中表現頗佳。
齒輪銑削(xuē)新思路
這些新機床需要匹配相適配的刀具,因此刀具製造商必須配合采取應對措施,這就是為何通用旋轉刀具(jù)製造商正在重新考量將齒輪銑刀納入其標準產品係列中。作為刀具行業的領導者,伊(yī)斯卡公司(sī)在開發齒輪(lún)銑刀(dāo)時製定的三點規劃充分(fèn)體現了這一趨勢:夾持可轉位刀片的齒輪銑刀;基於T-SLOT概念(niàn)的可換刀(dāo)頭式(shì)銑刀;帶可換(huàn)式刀頭的變形金(jīn)剛立銑刀(MULTI-MASTER)。
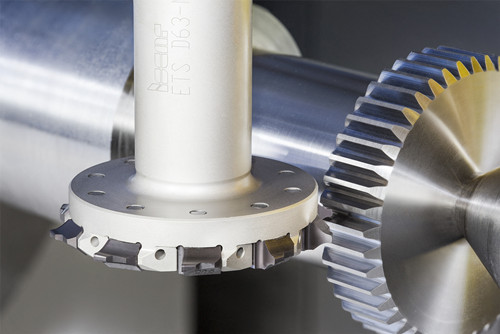
1.可轉位刀片式齒輪(lún)銑刀
MODUGEAR,可轉位齒輪銑刀係列,體現的是(shì)傳統設計理念,刀體上立(lì)裝夾持LNET刀片。立裝夾持原理提供了剛性頗高、極為穩固耐用的刀具結構,可非常穩定可靠而高精度地加工齒輪齒廓或開花鍵槽。其主要應用於生產精度相對較低的漸開線(xiàn)齒輪齒廓和齒輪的開粗銑削,模數範圍為(wéi)1-1.75。
2.可換刀(dāo)頭(tóu)式齒輪銑(xǐ)刀(dāo)
與可轉位齒輪銑刀(dāo)相比,可換刀(dāo)頭式銑刀具有兩大顯著優勢:可提供更高精度的齒輪銑刀;達成更小直徑、更多刀齒的齒輪銑刀設計。可換式的銑刀頭安裝於標準刀體(刀柄)上,標準刀體(tǐ)(刀(dāo)柄)不僅(jǐn)適用於齒輪銑刀頭,也適(shì)用於其他類(lèi)型的刀頭(如銑(xǐ)方槽(cáo)和開型槽)。這使(shǐ)得客戶能夠提高通用刀柄的利用(yòng)效率,減少刀具庫存,提供了(le)額外的附加值。
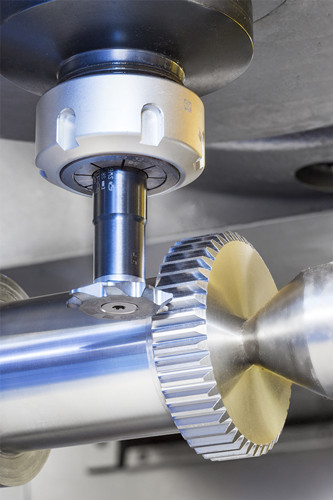
2.1.T-SLOT型
通過T-型槽銑刀(T-SLOT)係列(liè)花鍵定位槽把可(kě)換式(shì)整體硬質合金銑刀頭T-GEAR SD D32-M…-SP15係列連接(jiē)至標準T-SLOT SD-SP15圓柱柄刀杆,將後者轉變成直徑為32mm的齒輪銑刀。憑借銑刀(dāo)齒(chǐ)的高(gāo)精度形(xíng)狀及(jí)刀柄刀頭之間精準可靠的SP花鍵(jiàn)定位槽連接,該銑刀得以實現高效漸開線齒輪齒廓(kuò)銑削(xuē)加工,模數範圍(wéi)為1-2。
注:以上兩(liǎng)種類型的銑刀(dāo)(可(kě)轉位刀片式銑刀和可換刀頭(tóu)式(shì)銑刀(dāo))均依據DIN 3972 II標準製(zhì)造。
2.2.變(biàn)形金剛立銑刀型
伊斯卡還推出了兩(liǎng)種類型的(de)帶變形金剛(MULTI-MASTER)連接螺紋的(de)可換式硬(yìng)質合金刀頭(tóu)用於花鍵(jiàn)銑和齒輪(lún)加工。第一種類型的代表是MM SS刀頭,它是(shì)專門為(wéi)銑削漸開線(xiàn)花鍵軸(zhóu)而設(shè)計(jì)的,符合DIN 5480和ANSI B92.1標準。這(zhè)些刀頭適用於(yú)模數範圍為1、1.25、1.5…、3(DIN 5480標準),用於加工齒數為8、10、12…、24的花鍵(ANSI B92.1標準)。第二種類型的代表是(shì)MM SG刀頭,用於銑(xǐ)削(xuē)直齒輪,符合DIN 3972標準(模數範圍為1-1.75)和ANSI B6.1標準(齒數範圍為15-24)。
MULTI-MASTER刀頭的主要應用領域是中小批量花鍵軸(zhóu)和直齒輪的高效生產(chǎn),適用於不同工業領域。
結語
齒輪品類多樣,包羅各種內外齒(chǐ)輪:直(zhí)齒輪、斜齒輪、錐齒輪、準雙曲麵齒輪等等。製(zhì)造這(zhè)些齒(chǐ)輪需要一個擁有專業設備及刀具,且能獨(dú)辟蹊徑、全麵把控、保持動態更新的工業部門。引入多任務機床來替代專用機床進行齒輪銑削加工,無疑代表了該領(lǐng)域的一大全新挑戰;而通用刀具製造商則必(bì)須準備好應對這一重大變化。伊斯卡公司通過高標準滿足終端用戶的要(yào)求成功應對了(le)這一挑戰。
附文
T-SLOT
T-SLOT,是伊斯(sī)卡模塊式銑刀(dāo)SD-SP…係列,最初是為銑削相對狹窄的方槽(cáo)和型槽(cáo)而開發的。
該銑(xǐ)刀由可(kě)換式硬質合金銑(xǐ)刀頭和刀杆,通過花鍵定位槽的連接方式(SP-連接)裝配而成(chéng)。這種強固的(de)裝配結構,可有效抵抗槽銑加工時(shí)的(de)大切削力,甚至(zhì)是在大懸伸加工時產生的撓(náo)曲力。相同直徑刀頭的切寬不同。刀頭的切削幾何形狀設計有助於在加工(gōng)不(bú)同(tóng)的工程材料時實現高效槽銑加工。
該刀頭的設計特點使其應用領域不局限於銑方槽(cáo)和開型槽。隨後開發的T-GEAR係列可通過使用SP花鍵接(jiē)口來銑削齒輪。
MULTI-MASTER
變形(xíng)金剛(MULTI-MASTER)立銑刀,包含一個可換式整(zhěng)體硬質合金刀頭的刀杆(刀體),通過特製聯接螺紋可與刀柄快速連接。MULTI-MASTER的優點包括最小(xiǎo)化停機裝夾時間,以及超過15,000種標準刀頭與刀(dāo)杆的組合(hé)形式。如(rú)有必要還可通過延長杆來完成(chéng)組裝。伊斯(sī)卡已研發出多種材料的刀杆(刀體):通用型的鋼質刀杆、具(jù)有更高(gāo)剛性的碳化(huà)鎢硬質合金刀杆以及(jí)抗振性能更佳的重金屬刀杆(gǎn),這大大豐富(fù)了裝配選項(xiàng)。
(來源(yuán):伊斯卡刀具)
投稿箱:
如果您有機床行(háng)業、企業相關(guān)新聞稿件發(fā)表,或進行(háng)資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關(guān)新聞稿件發(fā)表,或進行(háng)資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息
州金馬(mǎ)")
業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出(chū)口情況(kuàng)
- 2024年11月 基本(běn)型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產(chǎn)量數據
- 2024年10月 軸(zhóu)承出(chū)口(kǒu)情況
- 2024年10月(yuè) 分(fèn)地區(qū)金屬切削機(jī)床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更(gèng)多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種(zhǒng)辦法(fǎ)
- 中走(zǒu)絲線切割機(jī)床的發展趨勢
- 國產數控(kòng)係統和數控機床何去何從?
- 中國的技術工人都去哪裏(lǐ)了?
- 機械老板做了(le)十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造(zào)業的騰飛,要(yào)從機床
- 一文搞懂數控(kòng)車床加工刀具(jù)補償功能(néng)
- 車床鑽孔攻(gōng)螺紋加工方(fāng)法及工裝(zhuāng)設計(jì)
- 傳統鑽削與(yǔ)螺旋銑孔加(jiā)工工藝的(de)區(qū)別