


淺談金(jīn)屬加工中切削液的重要作用
2018-8-24 來源: 上汽通用五菱汽車股份有限公司 作者:鄭文清,楊(yáng) 風
摘 要:金屬切削加工潤滑劑簡稱金屬切削液(yè),被廣泛(fàn)應用於各類金屬加工過程(chéng)中,起到潤滑、冷卻、清洗工件及刀具等的作用。據統計目前我國金(jīn)屬切削液的年用量約為 6 萬噸,其中水溶性金屬切削液和(hé)純油性金屬切削液使(shǐ)用量基本各占一半。合理使用切削液有(yǒu)助於(yú)提高工件精度、降低零件粗糙度、延長刀具耐用度、提(tí)升加工效(xiào)率等。
關鍵(jiàn)詞:切削液;作用;刀具
1 、切削液(yè)分(fèn)類
金(jīn)屬切削液分類方式有很多,按照(zhào)其化學成分(fèn)可分為非水溶性液和水溶性(xìng)液兩大類 (國家標(biāo)準GB7631.5-89 中有詳盡的描述)。
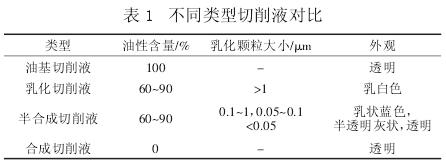
不同類型(xíng)的(de)切削液在油性成分含量、乳化液顆粒大小及外觀上稍有(yǒu)不同[1]。如表 1 所(suǒ)示。
2 、切削液的作用
2.1 作用(yòng)機理
在金屬機加工過程中,刀具與工件、刀具與切屑之間存在的(de)摩擦運動會產生(shēng)很(hěn)大的(de)熱(rè)量,這部分熱量如果不能及時排除會引(yǐn)起刀尖部分溫度急劇升高,從而導致刀具磨(mó)損加(jiā)劇、工件質量降低[2]。
使用(yòng)切削液則可(kě)以加速(sù)高溫(wēn)切屑的排出,同時切削液本身也作(zuò)為載體(tǐ)將熱量帶走。刀具、工(gōng)件的溫度得以控製,就減少了(le)兩者之間的粘結,便於獲得較高的表麵質量,刀具耐用度隨之也會得到提升。
2.2 切削液作用
2.2.1 冷卻(què)作用
冷(lěng)卻作用是切削液最基本(běn)的作用。在加工時,切削液循環(huán)係統噴射(shè)出大量切削液包裹住切屑、刀尖部分,由於組成切削液的主要成分水和油的比熱容較大,熱量自(zì)然被其吸收並隨(suí)之流走。
提(tí)高切削液的冷卻作用可以從(cóng)以下方麵著手:改善切(qiē)削液(yè)的熱參數值(主要(yào)為比熱容);加強切削(xuē)液循環時的流動性;提高切削液的滲透性;降低切削液的泡(pào)沫等。以奧氏(shì)體不(bú)鏽鋼車削為例,研(yán)究表明加工時使用 40%的全損(sǔn)耗係統(tǒng)用油、20%的二硫化(huà)鉬、40%的酒精調(diào)製而成(chéng)的切削液效果最佳[3]。
該配方切削液有效的起到了抗粘結的(de)作用,降低了刀具加(jiā)工硬化,減少切削熱的產生。切削液通過控製工件、刀具的表麵溫度,有效地減少刀具表麵材料的塑形流動,從而減少刀具非正常磨損,因此可實現高速、大進給加工,切(qiē)削效(xiào)率自然也就得以提升。
2.2.2 潤滑作用
金屬機加(jiā)工過程中切削熱的主要來源是刀具與已切削麵、刀具與切屑之間的摩擦,刀具與已切削麵的摩擦是由於加工(gōng)材料的回彈所致,可以通過優化刀具(jù)後角,配合使用(yòng)吸附性較強的(de)切削液(yè)便可以有效地減小摩(mó)擦獲得良好(hǎo)的加工表麵。
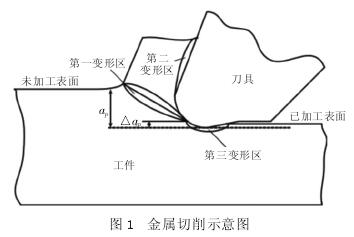
而刀具與切屑之間的摩擦(cā)則有些不同,如圖 1 所示,切屑實際是由於受到來自前刀麵的擠壓力(lì)被迫擠出的,因此接觸壓力大,產生的熱量(liàng)也就(jiù)隨之增多(duō)。當使用切削液時,切屑與刀具之間形成潤滑油膜,減少金屬之間的直接(jiē)接觸麵積,降低摩擦係(xì)數,同時低溫切削液能使高溫切屑迅速被冷(lěng)卻(què),從而體(tǐ)積收縮,減少摩擦時的接觸麵積。
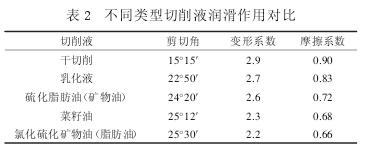
使用切削液與否對變形係數、摩擦係數等的影響很大,同時不同類型的切削液潤(rùn)滑作用也明(míng)顯不(bú)同。表 2 所示(shì)。
2.2.3 清洗作用
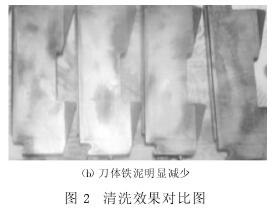
金屬加工過程中切屑、磨屑若不能及時排(pái)除,勢必對加工造成較大影響。以珩磨為(wéi)例,缸(gāng)孔在油石的(de)磨削作用下(xià)產生大量鐵泥,這類鐵泥若殘留在珩磨頭上不僅會影響加工效率,嚴重時(shí)還會造成(chéng)漲刀故障。柳州某車企加工 B 係(xì)列(liè)發動機時,珩(héng)磨工位機床頻繁出現漲刀軸故(gù)障報警,檢查漲刀機構及珩磨刀體未發現異常。
運用人機料法環原(yuán)則分析後鎖定切削液過髒,清洗作用減退,定期更換切削液後問題發生頻次降低 80%.圖 2 所(suǒ)示

不(bú)同類型的切削(xuē)液(yè)由於組成成(chéng)分各異,所以清洗作用有所不同。粘度是(shì)衡(héng)量油基切削液清洗能力的(de)主要特征,相同條件下粘度(dù)越(yuè)低清(qīng)洗能(néng)力越強。水基切削液中由於添加了(le)表麵活性劑,使之具備了較強的吸附能力,衝洗工件後能順利將各類雜質帶走,因此清洗(xǐ)能(néng)力高於同級別油基切削液。
2.2.4 防鏽作用
統計顯示,工件生鏽多半是發生了化學腐蝕和電(diàn)化學腐蝕,而切削液中(zhōng)的防鏽劑能切斷相關腐蝕因素與工件的接觸,從而實現良好的防鏽作用。其防鏽機理為:經(jīng)過切削液的衝洗,工件(jiàn)表麵(miàn)便留下一層牢固的油膜隔絕了水及腐蝕(shí)介質的侵襲,如加工非(fēi)鑄鐵件時,切削液(yè)中就含有的油溶性良好的十二烯基丁二酸。
相比如防(fáng)鏽油、溫濕度控製等其他防鏽方案,切削液防鏽簡單易行,無需(xū)額外增(zēng)加人(rén)力物力(lì)且可以做到全麵徹底。
2.2.5 其(qí)他作用
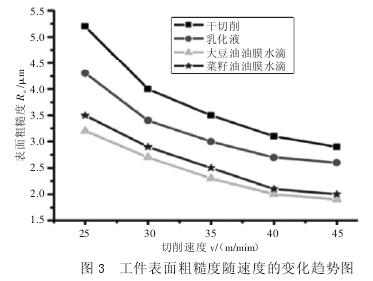
改善加工質量是切削液一個重要的作用(yòng),切削液類型、濃度、流量、噴射方式等均會對加工帶來影響。研究表明同等條件下,如圖 3 所示,隨(suí)著(zhe)切削速度增(zēng)大(dà)使用不同切削液得到的工件表(biǎo)麵粗糙度 Ra值趨於減(jiǎn)小(xiǎo)。
同時對比使用不同類型切削液,油膜滴水的潤滑方式效果(guǒ)更(gèng)優。使用霧(wù)狀油膜水滴可(kě)有效的摩擦(cā),減輕切削區材料的變形,抑製積屑及鱗刺的產生,從而獲得較高的表麵質量
[4]。
3 、 結束語
金屬切削液對機加工等金屬加工十分重要,具有冷卻、潤滑、清洗(xǐ)、防鏽(xiù)、提(tí)高刀具耐用度等作用。依據工件材(cái)料、製造公差等要求合理使用切削液,有助(zhù)於在較低製造成本下取得(dé)較高的工件質量。
投稿箱:
如(rú)果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬(mǎ)")
業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(chē)(轎車(chē))產量數據
- 2024年11月 新能(néng)源汽(qì)車(chē)產量數據(jù)
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本(běn)型乘用車(轎(jiào)車)產(chǎn)量數據
博文選萃
| 更(gèng)多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲(sī)線切割機床的發展趨勢(shì)
- 國產數控係統和數控機床何去何從?
- 中國的技術(shù)工人都去(qù)哪裏了(le)?
- 機械老板做了十多年,為何還是(shì)小作坊(fāng)?
- 機械行(háng)業(yè)最新自殺性(xìng)營銷,害人害己!不倒閉才(cái)
- 製(zhì)造業大逃亡
- 智能時代,少談點(diǎn)智造,多談點製(zhì)造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要(yào)從機(jī)床
- 一文搞懂數控車床加工刀具(jù)補償功能(néng)
- 車床鑽(zuàn)孔攻螺(luó)紋加(jiā)工(gōng)方法及(jí)工裝設計
- 傳(chuán)統鑽削與螺旋銑孔加工工藝的區別