


動態刀具補償功能在數控銑削編程中的(de)應用
2018-8-16 來源:寶(bǎo)雞職業技術學院機(jī)械工程係 作者:段(duàn)團和
摘要:在模具零件的數控銑削加工中(zhōng),往往會遇到因受到刀具限製而無法(fǎ)用係統提供的指(zhǐ)令格式直接編程的情況。使用 CAD/CAM 軟件進行實體(tǐ)造型及編程,使得工作量大且空(kōng)走刀占用時間較長,而熟練掌握(wò)和運用(yòng)宏(hóng)程序編(biān)程技術往往能夠快速完成零件的編程和加工,使數控機(jī)床加工的潛力(lì)得以充分發揮。其中宏變(biàn)量(liàng)動態刀具補(bǔ)償功能的應(yīng)用(yòng),在實現(xiàn)粗、精加(jiā)工餘量控製以及零件邊角倒圓(yuán)的同時,刀具補償值能隨著加(jiā)工程序(xù)的進程而(ér)變化,簡化程序的編製,減少了程序的出錯率,實現(xiàn)了機床連續加工,提高了生產(chǎn)效率。
關鍵詞:宏程序;變量;動態刀具補償
0、引言(yán)
在機械(xiè)製 造 業(yè) 中,模 具 製(zhì) 造 是(shì) 一 種 比 較 複雜的工作,而數控(kòng)銑削加工在模具製 造 當 中 已經處於越來越重要的地位(wèi)。一般模具零件的技術要求較高,需(xū)要經過數控粗、精加工才能達到
加工要求,這就使得加工程序冗長且 難 以 檢(jiǎn) 查和修改,從而影響(xiǎng)加工效率。
1、宏程序在數控加工中的應用
模具零件二維輪廓數控銑(xǐ)削是按零件實(shí)際坐標(biāo)尺寸編程,並在數控(kòng)機(jī)床上引入 刀 具 半 徑補償進行加工,其中 內(nèi)、外(wài) 輪 廓 銑 削、邊 角 倒(dǎo) 圓等複雜型(xíng)麵的加工十分常見。邊角 倒 圓 屬 於 曲 麵 加 工,一 般 需 要 借 助CAD/CAM 軟件(jiàn)造型(xíng)和編程,而 熟 練 使 用 宏 程序編程技術則(zé)可以很快地在機床上直接完成對加工零(líng)件的手工編程。數控係統是應(yīng)用(yòng)各種變(biàn)量進行算術運算、邏輯運算和函數運 算 進 行 編(biān)程,而宏程序提供的(de) 順 序、選 擇 分 支、循 環 三 大程(chéng)序結(jié)構能使加工程序極大地簡化。宏程序加工過程中的坐標(biāo)數據由運算結果動 態 獲 得,適於編(biān)製複雜零件程序,尤(yóu)其是非圓方 程 曲 線 的編程。宏程序動 態(tài) 刀 具 補 償 是 在 程 序 執 行 G41、G42刀(dāo)具半(bàn)徑 補 償 時,對 其 所 提 供 的 寄 存 地 址D 的數據能隨著程 序 進 程 不 同 而 變(biàn) 化,作(zuò) 為 一個變量在程序中以 #101來表示,在模具零件的加工過程中,方便實(shí)現對粗、精加工(gōng)餘量以及邊角倒圓時刀具補償(cháng)量變(biàn)化的控 製簡 化 程序的編製減(jiǎn)少程(chéng)序的出錯率,現了(le)機床連續加工,提高(gāo)了生產效率(lǜ)。
2、動態刀具補償在實現(xiàn)粗、精加工中的應用(yòng)
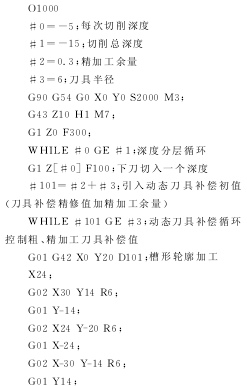
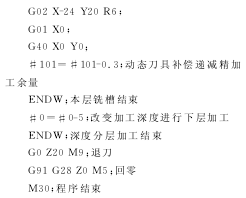
圖1所示為凹模(mó)零件簡圖。零件外輪(lún)廓及其上、下表麵均已加(jiā)工完成(chéng),要求完成零件中間矩形槽的粗、精加工程序編製(zhì)。在編製零(líng) 件 內、外 輪 廓 程 序 時 通 常 是 按(àn) 照零件的實際(jì)尺寸進行編程,在進行 圖 1 零(líng) 件 槽形粗、精加工期間,需要通過在機床刀具(jù)半徑寄存地 址 中 修 改(gǎi) 補(bǔ) 償 量 的 大 小 來 完(wán) 成 零 件 加工,這樣經常會導致加工過程的中斷。宏程序中 動 態 刀 具 補 償 功 能 的 使 用,能 使(shǐ)刀具補償量隨(suí)著程序的(de)進程而改變,從 而 實(shí) 現機床連續對零件 的 粗、精 加 工。由 於 圖 1 所 示零件型腔深度較大,采用分層循(xún)環加工.簡化程序編製。加工時選用 12mm 超硬立銑刀,加工零件材料為硬鋁合金 YL12,程序編製如下(從說明問題的角度考慮,零件大部分餘量已去除,僅編製最後一步粗加工和(hé)精加(jiā)工(gōng)程序)。
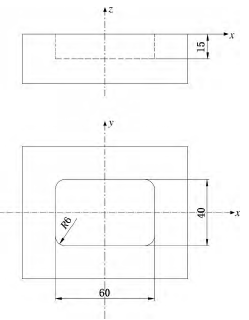
圖1 凹(āo)模零件簡圖
3、動態刀具補償在實現邊角倒圓中的應用
圖2所示的凸模零件在完成麵銑及輪廓銑削後,要求完成凸台 邊 角 倒 圓。一 般 是 采 用 相應倒角(jiǎo)刀具或 R 係(xì)列刀具,以輪廓編程(chéng)方式完成,加工中存在需要二次對刀的情(qíng)況,容易在工件表麵形成接刀痕,影響美觀和表麵質量。
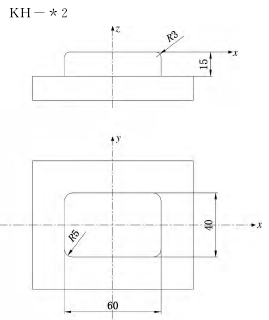
圖2 凸模零件簡圖
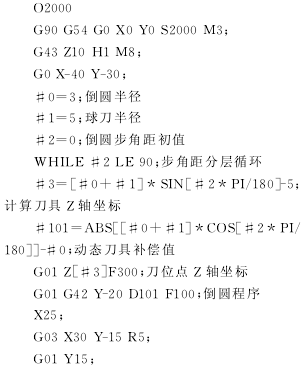
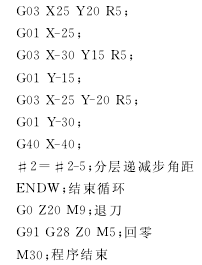
使用平底 銑 刀 或 球 頭 銑 刀,應 用 宏 程 序 編程,按曲麵加工分層方式銑削,可以獲得較好的表麵質量,且減少 空 刀 行 程(chéng)。當 零 件 加 工 餘量較大時,采(cǎi)用平底銑刀進行粗加(jiā)工、球(qiú)頭銑刀進(jìn)行精加工的方案,餘量較小時可采 用 球(qiú) 頭(tóu)銑刀精加工一次完成。在凸台邊角倒圓加工(gōng)時,可采用刀具由上至下或 刀 具(jù) 由 下 至 上 兩 種 方案,精(jīng)加工時為獲取更好的加(jiā)工表麵 質 量 應(yīng)使用側刃避免底刃切削采用刀(dāo)具由下至上的(de)加工方(fāng)案(àn)。考慮到在加工(gōng)過程中(zhōng)每層(céng)刀具半徑補償值為動態值(zhí),故(gù)使用動態刀具補償,這樣可以很容易地實現零件邊(biān)角倒(dǎo)圓和表麵質量要求。圖2所示的凸(tū)模零件邊角倒圓半徑值較小,可以按精加(jiā)工使用球(qiú)刀一次完成。以(yǐ)下是使用 R5mm球刀對零件邊角倒圓的程序編製,圖 3 所 示 為動態刀具補償#101計算數學模型。
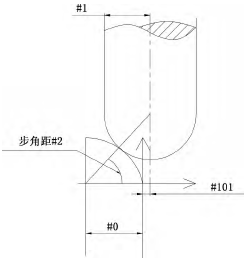
圖3 使用 R5 mm 球(qiú) 刀 加 工 的(de) 動 態 刀 具 補 償 #101計算數(shù)學模型
4、結論
宏(hóng)程序動態(tài)刀具補償功能在以上加工(gōng)案例中的應用,能夠極(jí)大地簡化零件的計 算 和 編 程過程,是(shì)快速完(wán)成編 程 和(hé) 加 工 的 較 好 途 徑。其應用減少了編程的數據量,提高了(le)程 序 的 可 閱讀性和可(kě)修改(gǎi)性;通過(guò)對變量參數的修改,可以適用於具有相同工藝特征但尺寸規格或位置參數(shù)不同的同類型零件的加工編程,同 時 也 解 決了僅靠機床(chuáng)自身指令功能手(shǒu)工編程難以完成的特征(如:邊角倒圓等)編程。根 據 零 件 的 不 同特征和難易程度,合理地選(xuǎn)擇或結合 使 用 手 工編程、宏 程 序 和 自 動 編 程,會 取 的(de) 更 好 的 編 程效果。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相(xiàng)關信息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月(yuè) 新能源(yuán)汽車銷(xiāo)量情況
- 2024年(nián)10月 新能源(yuán)汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切(qiē)削機床產(chǎn)量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據