


上海, 2017 年 01 月 - 所有(yǒu)加工車(chē)間都麵臨著同一項任務,那就是將原材料轉化為成品(pǐn)工件。加工出來(lái)的產品(pǐn)必須具備指定的質量水平、達到所需的數量並在所要求(qiú)的期限內交貨(huò)。與此同時,還必須解決可持續性問題和環境問題。為了保持競(jìng)爭力和盈利,車間在不斷尋求以最經濟、高效的方式完成自己的任務。
時至今日,為了追求工藝改進而付出的這(zhè)些努力的最佳(jiā)範(fàn)例是一場在歐洲被稱為“工業 4.0”的運動,這場運動(dòng)利用戰略和策略將先進的數據采集、存儲和共享技術(shù)整合到製造流程中。工業 4.0 目前處於這場製(zhì)造業革命(mìng)的頂端,並需要管理層的強力支持、專業人員的參與以及巨大的投資才能得以(yǐ)實現。
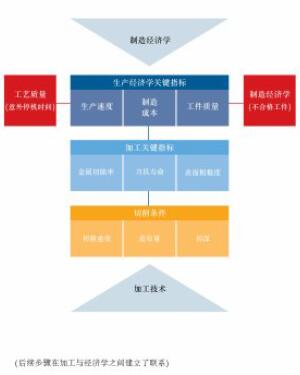
圖 1:後續步驟 - 全麵一體化的生產模型
不幸的是,如果(guǒ)車間缺少像通用電氣或通用汽車這樣的全球性工業巨人的廣泛資源,在提高生(shēng)產率方麵可能就會(huì)欲振乏力。不過,一些極具成本效益的簡單分析和舉措能夠對中型(xíng)企業的(de)生產率產生相當大的積極影響。
事實上,在投(tóu)資於新的計算機、機械手或員工之前,任何車間(jiān)無論其(qí)規模(mó)如何,都應執行基本的工藝分(fèn)析並組織好現有的設備和實踐方法。事實是,組織混亂的車間即使實現了計算機化,最終也隻會陷入計算(suàn)機化了的混亂局麵。
三個階段和十個簡單步驟
要對車間的實踐方法進行組織,首先(xiān)需要分三階段對生(shēng)產過程執行審查。第一階段是選(xuǎn)擇階段,需要選擇切削策略、刀具和切削條(tiáo)件。下一個(gè)階段(duàn)是整合階段,也就是將所選的刀具和策略全部(bù)整合到加工工藝中。第(dì)三階(jiē)段是實現,用於將工(gōng)藝付諸實施。
在大多數情況(kuàng)下,第(dì)三階段的結果達不到預期,而(ér)且需要采用某些(xiē)措施,從(cóng)而(ér)根據實際情況進行削足適履,獲得可接受的成果。這些措施可能是技術性質的,例如設法減小切削(xuē)力,也可能是經濟層麵的,包括旨在降低成本的那些(xiē)舉措。幸運的是,車間可以通過十個(gè)簡單的步驟分析和(hé)改進自己的金屬加工工藝。這些步驟如下(xià)所示。
智能化預算控製
金屬(shǔ)加工的常用預算方法(fǎ)是以盡可能低的價(jià)格采購(gòu)所有加工要素,但在選擇刀具時(shí)最好(hǎo)不(bú)要僅僅著眼於價格。在討價還價之前,車間應當考慮需要取得什麽樣的最終結果。如果目的是獲得公差(chà)嚴(yán)密、質量一(yī)流的工件,則需要使(shǐ)用價(jià)格更高的精密刀具來進行(háng)加(jiā)工。
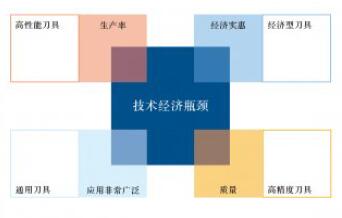
圖(tú) 2:不同的刀具選擇標準
寄希(xī)望於利用廉價刀(dāo)具加工出優質的零件時,往往會得到(dào)不(bú)合(hé)格的零件,而且其(qí)花費(fèi)還要超(chāo)過高價(jià)刀具(jù)的費用。另一方麵,當質量要求不(bú)太嚴格時,高精(jīng)度刀具(jù)的一些功能會得不到用武之地。了解流程的最終目標是做出極具經濟效益的采購決(jué)策的第一步。
智能化約(yuē)束處理
與所探討的金屬加工理論形成對照的真實金屬加工會受到一些實際約束,包括機床功(gōng)率和穩定(dìng)性以及客戶對於尺寸和表麵粗糙度質量的需求。切削條件千差萬別,而參數的各(gè)種組合對切削(xuē)力和表麵粗(cū)糙度(dù)產生的影響可能會導致用戶無法作出某些選擇。
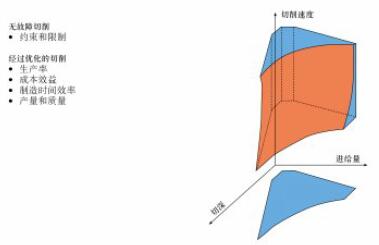
圖 3:用於選擇切削條件的兩步模型
盡管如此,為了突破工(gōng)藝約束,僅僅全麵(miàn)減小切削參數(shù)並非是明智之(zhī)舉。例如,與更改進給(gěi)量相比,更改切深對機床功耗產生(shēng)的影(yǐng)響更大。在減小切深的同時(shí)增大進給量可以在機床功率有限的約束條件下提高生產率。刀具應用(yòng)合理化(huà)
鑒於可用的刀具槽型、尺寸和材料浩如煙(yān)海,因此可以選擇的金屬加工刀具配置實際上也是(shì)數不勝數。機床車間通(tōng)常每次隻為一種加工選擇刀具應用,也就是選擇一種特定的刀具在零件上加工出一(yī)種特(tè)定的特征,然後再選擇另一種刀具以加(jiā)工出另(lìng)一種不(bú)同的特征。

圖 4:全部刀具產品浩如煙(yān)海(hǎi) - 合理(lǐ)化是關鍵所在
例如,使用兩個單獨的刀具來車削軸並加工出一個(gè)具有兩個方肩的寬(kuān)槽。具體而(ér)言,使用(yòng)其中一個刀具將軸(zhóu)車削到所需的直徑並切削一個方肩以及槽的寬度,然後使用第二個(gè)刀具切削另一個方肩。每個(gè)刀具都經過單獨編程和優化,因此產生了各自的編程和管理成本。
另一(yī)個形成鮮明對比的刀具選擇策(cè)略是開發高(gāo)度專業化的能夠在一次加工中產生多(duō)個特征的定製刀(dāo)具。這種策略非常(cháng)便捷,但設計和製造專用刀具需要付(fù)出不菲的(de)代價。
介於這兩種極端情況之間的方法(fǎ)是利用能夠執行一種以上的加工的標準刀(dāo)具(多向刀具(jù))。山高的 MDT刀具就是這種方(fāng)法的一個完美範例。
這(zhè)款刀具的(de)特性使它能夠車削直徑、通過插銑(xǐ)加工出一個方(fāng)肩、在軸上移動以進行切槽,然後(hòu)撤刀以(yǐ)加工出第二個方肩(jiān)。即(jí)使(shǐ)這樣的多向刀具並(bìng)不使用兩個單(dān)獨刀具的最佳切削參(cān)數進行加工,在刀具、編程(chéng)、換刀時間和(hé)庫存成本方麵實現的節(jiē)約也會使其成為首選的刀具。
複雜的工(gōng)件加工方法(fǎ)(組合技術)
與使用(yòng)可執行(háng)兩種(zhǒng)或(huò)更多加工的刀具相比,車間可以采用的另一種不相上下的方法是選擇能(néng)夠在多種工件上加(jiā)工(gōng)出相似特征的刀(dāo)具。車間可以加工(gōng)各種不(bú)同的工件,但這些工件具(jù)有相同的特征,例如孔、槽和銑削表麵。為了(le)加(jiā)快複雜零件的加工速度,車間可以將相似的特征視(shì)為一組特征,然後選擇(zé)一種針對在不同的零件上重複進行的特(tè)定加工(例如孔加工)進行了(le)優化的刀具。這(zhè)種經過優化的刀具不但能夠實現最高的效率,還由於無需為每個單獨(dú)零件的刀具進(jìn)行重複性編程而節約了工程時間並(bìng)因此降低了成本。這種組合技術方法還有助於減(jiǎn)少刀具庫存。
獲得質量最低但功能合格的工件
盡管這一概念乍(zhà)看(kàn)之下(xià)非常奇怪,但車(chē)間必須認識到,工件質(zhì)量應在滿足客戶規格和功能要(yào)求的情況下盡可能得低(dī),並不(bú)需(xū)要超額滿(mǎn)足這些要求(qiú)。如果某個零件的公差為(wéi) 5 微米,那麽實現 3 微米的公差就是(shì)在浪費時間和金錢。要實現更緊密的公差(chà),需要使用質量更高的刀具和更加精密的加工工(gōng)藝。但客戶不會為他們要求之外的這(zhè)些更高質量慷慨解囊,因此這項工作(zuò)對於車間(jiān)來說(shuō)就(jiù)是一筆賠錢買賣。

圖 5:成品工件的整體(tǐ)質量會受多(duō)種因素的(de)影響
很明顯,有些質量問題(例(lì)如毛刺)是必(bì)須解決的問題。但在某(mǒu)些情況下,少量的支出並不值得計較 - 與刀具將(jiāng)要加工的大型鈦合金航(háng)空航天部件的高昂價值相比,區區幾歐元或幾歐分的刀具成本差異是微不足道的。為了實現最高的成本效益,車間應當根(gēn)據工件的功能和質量要求定製生(shēng)產(chǎn)質量。
預(yù)測性刀具維護
傳統的刀具維護是按(àn)兵(bīng)來將擋(dǎng)、水來(lái)土掩的思路進行的。出(chū)現磨損或發生斷裂的(de)刀具將被更換。但除了(le)刀具自身的成本以外,這種方法還會產生其(qí)他成本,包括製造工(gōng)藝的停機時(shí)間和可能的工(gōng)件損壞。而預防性刀具維護是一種超越了被(bèi)動式維護的措施。
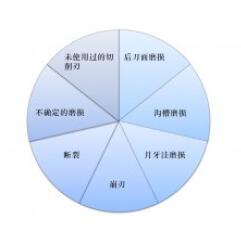
圖 6:切削(xuē)刀具由於遇到不同的現(xiàn)象而出(chū)現磨損
即使是相同的刀具,其有效壽命通常也會比平均使用壽命或長或短。預防(fáng)性刀具維護基於這樣一種理念:在刀(dāo)具達到其最短預期(qī)使用壽命之前將其更(gèng)換,以確保在刀具磨損過多甚至斷裂之前予以更換。但(dàn)這種方(fāng)法會導致使用壽命能(néng)夠達到甚至超過平均壽命的刀具無法物盡(jìn)其用。
013560_HQ_IMG_Tool_Deterioration_Best_Practices_2014.jpg
一種相對較新的基於刀具壽命建模的方法借助計(jì)算機計算和模擬來提供預測性的刀具損耗數據並指出應(yīng)當何時更換刀具。盡管花費要(yào)更高一些,但可以利用傳感器來(lái)實(shí)時跟蹤刀具的磨損情況,從而進一步完善(shàn)結果。通過利用預(yù)測性刀具維護,有望將(jiāng)刀具成本降低 15%、20% 甚至更多(duō)。
刀具庫存控製
當進行金屬加工的第二個階段(duàn)“整合”時(shí),一(yī)定要注意,刀具庫存控製不同於刀具管理。刀具管理是指整理現有的刀具庫存並使刀具能夠投入到生產環節。為此,可以使用多種自動化的刀(dāo)具管理係統。而另一方麵,刀具庫存(cún)控製(zhì)是指設法合理確定和統計車間(jiān)為了側(cè)重於真正需要進行的加工而擁有的刀具數量。如果(guǒ)在將刀具裝載到自動化的刀具(jù)分配裝置中之前沒有(yǒu)合理確定刀具(jù)數量,最終隻會(huì)陷入自動化(huà)的混亂局麵。

004619_HQ_IMG_SecoPoint_Single_Box_Dispenser.jpg
實際工作分析
美國工程師(shī)兼工作分析先鋒 Fredrick Winslow Taylor 在其於 1907 年出版的《金屬切削藝術》(On the Art ofCutting Metals) 一書中指出,在車間中進行的某些活動,例如表麵銑削,確實為工件創造了價(jià)值。但他也指出,另一方麵,生產成品(pǐn)工(gōng)件時需要開展的(de)很多活動並不會直接創(chuàng)造價值(zhí)。這些活(huó)動(dòng)包括將工件固定在機床(chuáng)上、編寫加工程序等等(děng)。
Taylor 稱,不創造價值的任務應當盡快(kuài)完成,而且應當最大限(xiàn)度減小這些任務對總生產成本的影響。通過自動(dòng)化,可以完成零件裝載和固定等任務並節省時間和金錢。
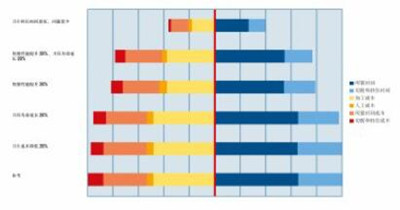
圖 7:可以通過不同的方式實現生產率和成本效益
製造商通常認(rèn)為縮短加工時間的(de)最佳方法(fǎ)是提高(gāo)加工(gōng)參數(shù)。大多數車間都沒有充分認識到工(gōng)程設計等活(huó)動所消耗(hào)的時間(jiān)。在零件從圖紙到交付的這一過程中(zhōng),工程設計這項(xiàng)任(rèn)務可能占據了總耗(hào)時的 40% 之多。刀具故障(zhàng)、質量問題或切屑控製問題所產生的意外停機時間也(yě)可能被忽視了。當分析(xī)工作活動和成本時,必須(xū)考慮到零件生產時間所涉及的全(quán)部因素。
(參見附注)
優化(huà)的實際(jì)應用
零件金屬加工的第三階段是實現階段,在此階段會將在第一階段選擇並(bìng)在第二階段(duàn)整合的刀具和策(cè)略付諸實施。流程幾乎從不嚴格按計劃的方式運(yùn)轉,因此就需要在這(zhè)一(yī)階段對加工的速度(dù)、可靠性和其他因素進行優化(huà)。此外,大多數車間還會尋求改進(jìn)現有的(de)流程(chéng)。執行了第一(yī)階段和第二階段的組織和合理化步(bù)驟之後,通過進行實際優化,進給量、速度和切深組合會產(chǎn)生所需的結果,車間因此而獲得技術和經濟效(xiào)益。
明智地引進新技術
如今的製造商麵臨著很(hěn)多(duō)相(xiàng)對較新的挑戰,包括對於可持續(xù)性和環境保護的強製要求。通過明智地引(yǐn)進新的技(jì)術和工藝,車間能夠戰勝這些挑戰。例如,工(gōng)廠可以利用幹(gàn)式加工來減(jiǎn)少冷卻劑的(de)使用量,從而減少油液可能對環境產生的影響以(yǐ)及為了安全處理油液(yè)而產生的費用。增加無鉛工件材料的使用量旨(zhǐ)在清除環境中的(de)有害金屬。改善工藝參數和生產刀具性能可以顯著降低能耗。
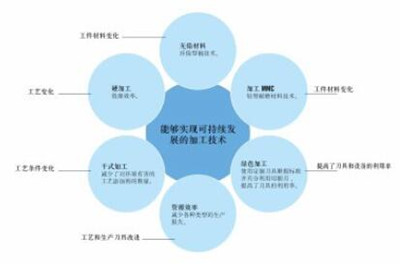
圖 8:加工工藝的發展
結論:第 4 階段和 STEP 培訓
當各種規模的製造(zào)商利用這十個簡單的步驟改進自身的加工時,生產工藝的第四(sì)階段需要持續開(kāi)展內部培訓。
這一培訓的目標(biāo)是確保車(chē)間的工作人員認識到,用於解決生產率問題的(de)解決方案不(bú)一定都需要投入大量的資金、高科技和(hé)更多的人力。
016538_HQ_IMG_STEP_library_overview_without_background.jpg
可以反複運(yùn)用(yòng)在改進(jìn)個別加工或多種加工時獲得的經(jīng)驗教訓(xùn),也可以擴充這(zhè)些經驗教(jiāo)訓以涵蓋整個車間的類似情況。可以使用係統性的培訓(例如山高技術培訓(xùn)計劃 [STEP],它是一個成熟且實用(yòng)的用於幫助用戶熟悉最新刀具係統和技術的課程)對這些經驗教訓進行(háng)補充。通過與工藝分析和改進方麵的實踐經驗相結合(hé),培訓可對客戶產生重大的影響,幫助打造一(yī)種能夠解決問題和改進(jìn)工藝以使製造業務持續取得成功的文化。

圖 9:全部 STEP 培訓
(附注)
跟蹤隱性成本
當執行實際工作分析時,成本可能是顯而易見的,也可能非常隱蔽或者被(bèi)忽視。在將原材料轉化成成品工件期間,影響(xiǎng)總成本的因素通常可以分為八個類(lèi)別。這些類別包括刀具和刀具係統、工(gōng)件材料、工藝和工(gōng)藝數據、人員和組(zǔ)織(zhī)、維護(hù)工作、特殊因素(sù)、周邊設備以及各種隨機(jī)因(yīn)素。
加工時間是最明顯的成本因素,它包括加(jiā)工時間以及在設置機床和刀具、搬運工件和執行質量檢查時花費(fèi)的時間。很明顯,設置和搬運工件時花費的時間需要算在計劃的停機時(shí)間內,但加工時間中的一個不太明顯的部分是由於刀具意外損耗、切屑問題和質量不穩定而造成的工作意外停止。
那些生(shēng)產出質量欠佳或不合格零件的不可靠的加工工藝(yì)、破損的刀具、損壞的工件以(yǐ)及係統問題都會無謂(wèi)地導致加工時間變(biàn)長、成本增加(jiā)。與操作員犯下的錯(cuò)誤和係統(tǒng)發生(shēng)的異常所貢獻的時間相比,常見因素(例如加(jiā)工時間和計劃內的刀具更換)在總加工時間中所(suǒ)占的比(bǐ)例較低。
在計算總生產時間中,通常會忽視工程設計—包括常規活動、幾何活(huó)動(編程)和技術活(huó)動(選擇刀具和(hé)加工(gōng)參數)—所貢獻的(de)時(shí)間。零件編程在工程設計(jì)時間中占據了很大一部分,但技術問題(例如選擇刀具和選擇加工參數)也涉及了大量的工(gōng)程(chéng)設計活動。
如果您有(yǒu)機(jī)床行業、企業相關新聞(wén)稿件發表,或進行資(zī)訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數(shù)據(jù)
- 2024年11月(yuè) 分地區金屬切削機(jī)床(chuáng)產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷(xiāo)量(liàng)情況
- 2024年10月(yuè) 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據