


在(zài)山(shān)高,沒有維持現(xiàn)狀這回事。山高將其超過3%的營(yíng)業額投入到研發領域,在研發上的大量投入使得山高能夠密切掌握行業趨勢並認清挑戰,從而可以不斷地為客戶提供針對當今材料和加工工藝的先進產品,確保推向市場的所有產品都能滿足用戶的加工需(xū)求,並且使客戶更具生產效率和盈利能力。
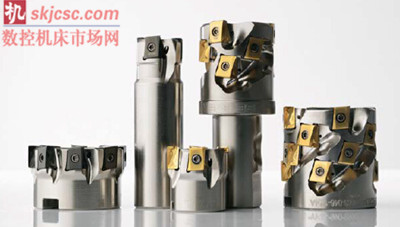
今年春季,山高推出了(le)多種全新的金屬切削解決方案(àn),這些最新的解(jiě)決方案包括:采用更大刀片的T4-12方肩和(hé)玉米銑刀、更小頸縮設計的Jabro-Solid2 JS554 係列、采用(yòng)錐麵和法蘭麵同時定位設計的新型錐(zhuī)麵刀柄、適用於淬硬(yìng)材料車削的新型 PCBN 材質等級(jí)以及直冷通道設計優化的(de)新(xīn)型 150.10-JETI刀板和刀(dāo)座。
這些新擴展的產品係列反映了(le)山高 80 多年的金(jīn)屬加工經驗、全麵的(de)技術知識和公司致力於為各行各業的每(měi)個零件製造商開發最好產品的承諾。
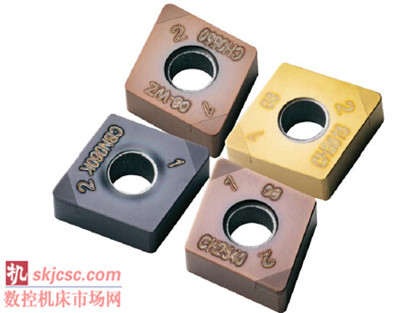
T4-12 方肩銑刀(dāo)——更大的刀片(piàn)增加金屬切除率
T4-12 方(fāng)肩銑刀采用(yòng)更大尺寸的刀片,最大切削深度(dù)達到 12-mm(0.5"),因此能夠在粗加工和半精加工應用中實現出色的金屬切除率。每個刀片有四個刃口,有助於降低(dī)刀具成本;而切向安裝(zhuāng)可以實現最優的刀片(piàn)穩定性,並且可(kě)以方便地安裝螺釘。
刀(dāo)片的(de)弧形刃口可(kě)以保證(zhèng)平滑(huá)切削和減少振動。內冷通道直接(jiē)將冷卻液輸送到每個刀片的切削區,方便排屑並延長(zhǎng)刀具壽命。T4-12 方肩銑刀專為鋼件(jiàn)和鑄鐵的普通銑削應用場合而打造,同時也可以在(zài)適當的切削條件下切削包括不鏽鋼、鈦合金和(hé)耐熱合金等難加工的材料。

T4-12 玉米銑刀——更大的切削深度提(tí)高金(jīn)屬切除(chú)率
新型 T4-12 玉米銑刀采用更大的(de)切向安裝刀片,並且每個刀片有四(sì)個(gè)刃口。在對鋼件、鑄鐵和各種難以切削的材料進行粗(cū)加工和半精加工時,它允許使用更大的切削深度和更高的加工參數。
切向安裝增強了刀片的穩定性,改善(shàn)了切屑流向,並且允許方便(biàn)地操作安裝螺釘(dìng);同時刀片具有多個刃口,有助於降低每個工件的加工成本。在具有較大正(zhèng)前角的槽型中采用具有弧形刃口的刀片,並且前排刃口的刀尖圓弧半徑(jìng)達 3.1 mm (0.125"),因此可以輕鬆應對各種(zhǒng)各樣(yàng)的工件要求。
正常(cháng)齒距型號的刀具用於(yú)槽(cáo)銑和仿(fǎng)形加工應用(yòng)。密齒距型號(hào)僅用於仿形加工,徑向切削寬度不要超過刀具直徑(jìng)的30%。
JABRO®-SOLID2 JS554——更小的(de)頸部直徑擴展了應用範圍(wéi)
Jabro JS554 係列的硬質合(hé)金立銑刀提供了更(gèng)小頸部直徑的選項,應用範(fàn)圍和多功能性得到了進一步的增強。在加工(gōng)複雜的工件時,例(lì)如(rú)航(háng)空航天行業、醫療行業(yè)和一(yī)般加工應用中生產的工件,這些最新的刀具可以提供較大的避空。
更小的頸部尺寸使它更容易接近那些夾在複雜夾具中的工件,並讓用戶充分利(lì)用四軸、五軸加工能力。
頸部尺寸得到(dào)了全麵優化(huà),不僅保持刀具的剛度,同時(shí)還提供(gòng)與標準刀(dāo)柄連接係統的完全兼容性。另(lìng)外,工具保留了其高效加工 ISO P、M、S 和其它材料組中材料的能(néng)力。

JABRO®-HFM JHF980——最大進給量(liàng)加工(gōng)
通過使用正確(què)的刀具和機床,高進給加工可以(yǐ)實現比傳統方法(fǎ)高得多的金屬切除率(lǜ)。Jabro-HFM JHF980 硬質合(hé)金(jīn)立銑刀是高進給(gěi)加工的首選,特別是(shì)現在又增加了全新的 4 和 5 刃刀具選擇,更(gèng)是如此(cǐ)。
專為(wéi)極(jí)高生(shēng)產率的麵銑、槽銑和某些插銑應用而設計,該刀具充分利用最新的設(shè)計和磨削(xuē)發展成果,集成了更多數量的刃(rèn)口。與以前的 Jabro 立銑刀相比,進給量增加了一倍。此外,當與之(zhī)前(qián)的刀具采(cǎi)用相同的進給量時,這些新的(de)高進給刀具可以提供更長的(de)刀具(jù)壽命。
Jabro 高進給刀具的最佳應用取決於機床、CNC 和編程能(néng)力,以及工件的材料和零件尺寸。高進料加工將小軸向切深與加大的進給量相結合,可以實現更大的金屬切除率。切削力(lì)沿(yán)軸向引導至機床(chuáng)主軸,提升了加工穩定性,並最(zuì)大限度地減少了振動和機床磨(mó)損。

PCBN 硬材料(liào)車削材質等級——用於精密(mì)加工的解決方案
憑借最新(xīn)的 PCBN 刀具材(cái)質等級,山高展示了其在(zài)硬材料車(chē)削方麵的顯著優勢。該係列的三個材質等級與現有的 CBN060K 一起,完善了山高用(yòng)來精密加工淬硬鋼件材料的高級產品。
這些材質(zhì)等級采用新(xīn)的基體概念,最大限(xiàn)度地提高了其韌性和耐磨性,從連續切削(xuē)到重負荷的斷續切削,都能勝任。因此,在 ISO H05 到 H35 應(yīng)用中,即使在采用高切削速度的情況下,也能提供卓越的刀(dāo)具壽命和出色的表麵質量(liàng)。
150.10-JETI 切斷刀板和刀座——優化的直冷通道
中,新型 150.10-JETI 刀板和刀座可以(yǐ)直接將高壓冷卻液輸送至切削區。該刀具以小巧緊湊為開發理念,消除了任何外(wài)部管道和接口,以避免它們在狹窄的工作(zuò)場合中妨礙機床(chuáng)的運動(dòng)。刀片內的冷卻液通道使冷卻液能夠從刀(dāo)座直接到達切削刃(rèn)。
從那裏,Jetstream Tooling® 飛流刀具(jù)技術將冷卻液(yè)引導至切削區,從而快速有效(xiào)地散(sàn)熱,這在加工導熱性較差的材料時特別重要。熱量的減少允許使用更高(gāo)的切削參數,並且可以安全、有效地控製和排出切屑。
刀板由高速鋼製成,可(kě)在嚴苛的應用中提供額外的刀板穩定性。該刀板還具有(yǒu)高度的(de)通(tōng)用性,可以(yǐ)安裝在各種具有(yǒu)內冷通道的常見刀座中。

新型錐麵刀柄——增加刀柄連接剛性提高加工效率
新型錐麵刀柄開發(fā)的目的是為了與雙接觸主軸係統(tǒng)配合使用,它采用兩個
接觸麵,因此在以(yǐ)較高的切削參(cān)數加(jiā)工複雜零件時,能夠比標準刀柄提供
更出色的剛度和一致性。此外,在一些特殊的加工場合,例如較長的刀具
懸伸量、深孔鏜削(xuē)和會(huì)放大(dà)切削力的特殊工(gōng)件材料,它也有上佳表現。

STEADYLINE® 車杆和鏜(táng)杆——在更多應用中減(jiǎn)少有害振動
Steadyline減振刀柄係列擴充了其(qí)針對車刀杆(gǎn)/鏜刀杆新的主軸(zhóu)接口類型。這些類型包括:HSK-T/A63,HSK-T/A100 和Seco-Capto C8,這些擴充主軸接口類型後的減(jiǎn)振刀柄係列,將(jiāng)進一(yī)步擴展和各應用(yòng)領域刀具的切削性能提升HSK-T/A 連接可使刀具在配備(bèi) HSK-T 主軸(zhóu)的車(chē)床上進行穩定的(de)車削操作,以及在配備 HSK-A 主軸的加工中心機床上進行穩定的(de)鏜削操作。HSK-T 和 HSK-A 完全兼容,不(bú)同之處(chù)在於 HSK-T 配有一個(gè)驅動槽(cáo),尺寸更小且公差更嚴格。Seco-Capto C8 連(lián)接補充了現(xiàn)有的 C4、C5 和 C6 規格。
在極端的切削條件下,Steadyline 車削刀柄/鏜削刀柄可以通過“動態被動係統”減少有害的振動,從而實現出色(sè)的金屬切除率、更小的機床應力和光滑的(de)零件表麵。這些刀杆上的 GL 接頭可以提供定(dìng)心精度、100% 重(chóng)複性和快速的刀頭更換。

如果您(nín)有機床行業、企業相關(guān)新聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金(jīn)馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年(nián)10月(yuè) 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據