


海底的極端條件給石油和天然氣工業帶來了重大挑戰,並對生產(chǎn)該行業(yè)所需的高精密(mì)設備的製造商提出了更高要求。
由於對耐腐蝕性要求的不斷提高,在生產用來控製管道和機械組件(聖(shèng)誕樹(shù)等)中流量的閥體時,麵臨很大挑戰。在麵臨不斷腐蝕和高壓的情(qíng)況下,為了(le)確保實現精確操作和零(líng)泄漏,這些閥門座槽對尺寸和表麵光潔度公差的要求極高。
為了應對惡劣的條件,閥體通常在與石油、天然氣以及其他腐蝕性介質接觸麵上使用先進的耐腐蝕材料(liào),如雙相不鏽鋼和Inconel鎳基合(hé)金。在鋼件閥體表麵(miàn)堆焊Inconel625是其中一種經濟可行(háng)的方式。但(dàn)由於堆焊工藝(yì)會(huì)造成(chéng)表麵(miàn)粗糙,所以這類工藝的加工難度比整體鎳基合金更高。
這些閥門的內(nèi)孔設計需要更加穩定的內孔車削設置。閥座的設計對刀具的長懸(xuán)深(shēn)和徑向(xiàng)可達性也有很(hěn)高(gāo)的要求(qiú),而且容易導致振動。山特維克可樂滿為這些零件專(zhuān)門開(kāi)發(fā)了獨特的解決方案。
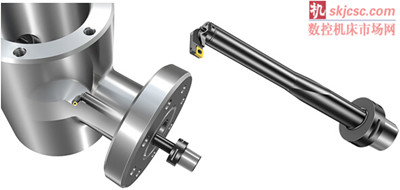
SL切削頭
這些基於CoroTurn® SL係(xì)列的專用切削頭的(de)最小(xiǎo)直徑(jìng)規格為16毫米(mǐ),結構(gòu)簡(jiǎn)單而輕巧,具有嚴絲合縫的鋸齒鎖接口。由於係統本身的剛性很好,能夠保證在(zài)加工中既(jì)能實現良好的徑向可達(dá)性,又能保證最小的切削(xuē)振動。
可樂滿Coromant Capto®
一個完整的解決(jué)方案需要具(jù)備穩定的機床接口,並能高效地快速換刀:可樂滿Capto接柄的尺寸大小為C6。換句話說,這(zhè)類刀具能與常見的標準化機床接(jiē)口完全兼容。
Silent Tools™ 減振刀具
這項應(yīng)用需要一個專門為大型徑向尺寸設計的橢圓形接(jiē)柄。相比圓形(xíng)鏜(táng)杆,這(zhè)種(zhǒng)橢(tuǒ)圓形橫截麵能減少重量並提高刀具的縱向(xiàng)強度和(hé)剛度。盡管該類工藝需要很大的懸伸,Silent Tools減振刀具依然能(néng)通過極低(dī)的(de)重量和高效的減振實現可靠、穩定的加工。
閥體座槽
閥座是閥體的關鍵特征,實際上閥門是(shì)緊緊貼合坐落在閥座上,因此,正確、無泄漏的組裝對閥體來說至(zhì)關重(chóng)要(yào)。如果加工過程中無法滿足嚴(yán)苛的公(gōng)差要求,很可能會導致重新堆焊甚至報(bào)廢。
鎳基合金材料(liào)的低導熱性能是該材料的優(yōu)勢,但這會提高(gāo)加工(gōng)過程中的切削力和切削溫度,因此,需要選擇正確的刀(dāo)片材質和槽型,並采用專門的加工方法——“三次走刀法”,才能滿足對表麵(miàn)光潔度、公(gōng)差和刀具壽命的要求。
客戶案例 —— 3次走刀法
閥座內孔車削
材料:堆(duī)焊鎳(niè)基合金625
操作:背鏜(táng)——粗加工和兩次精(jīng)加(jiā)工
工具
切削頭:CoroTurn SL背鏜鏜頭,25毫米
鏜杆: Silent Tools減振刀具、橢圓、減(jiǎn)振
刀柄:可樂滿Capto C6
刀片(piàn): 粗加工刀片CCGX 09T308-AL、精加工刀片CCGX 09T304-A
切削參數
切削速度 vc:
粗加工(第1次)- 21米/分鍾 (70英尺/分鍾)
(70英尺/分鍾)
精加工(第2次)- 27米/分鍾
(90英尺/分鍾)
精加工(第3次)- 27 米/分鍾
(90 英尺/分鍾)
進給量:
粗加工(第1次)- 0.2毫(háo)米/每轉
0.008英寸/每轉)
精加工(第2次)- 0.06毫米/每轉
(0.0025英寸(cùn)/每(měi)轉)
精加工(第3次)- 0.02毫米/每轉(zhuǎn)
(0.0008 英寸/每轉)
切削深度:
粗加工(第1次)- 1.5毫米
精加工(第2次)- 0.1毫米 (0.004英寸)
精加工(第(dì)3次)- 0.1毫米 (0.004英寸)
表麵粗糙度:
精加工(第2次)- < 22 cla (Ra 0.5)
精加工(第2次)- 9 cla (Ra = 0.2)
結論(lùn)
生產(chǎn)效率提升(shēng)350%。投資回收周期隻需兩周(15個零件)
如(rú)果您有機床行(háng)業、企業相關新聞(wén)稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
州(zhōu)金馬")
調查")
- 2024年11月 金(jīn)屬切削機(jī)床(chuáng)產量數(shù)據
- 2024年(nián)11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據