


目標越精確,冷卻效果越好
冷卻係統對機械加工而言至關重要,經過設計進行分析而采用最(zuì)新配置的設計,可使得加工性能得到進一步改善。最(zuì)高效的冷卻係統既能向切(qiē)削(xuē)刃精確供應冷(lěng)卻潤(rùn)滑液,又(yòu)能保證足夠壓力。因此,瓦爾特(tè)公司采用最新的ISO車削刀(dāo)具(jù)冷卻技(jì)術,提出了一種最佳解決方案,即采用“雙(shuāng)精密冷卻係統”,隻要是10巴以上的冷卻壓力,即可達到良好的切削效果。
瓦爾特最新的精密冷卻技術產品(pǐn)包含:Walter Turn (ISO刀杆(gǎn))、Walter Capto™ (C4~C6 接口)和Walter Cut(切槽與切(qiē)斷)刀具係列,其全新的精密冷卻(què)係統(tǒng)基本原理(lǐ)是,盡可能使得冷卻出口到切削刃的距離更短,整股冷卻液(yè)噴射流精確(què)地對準(zhǔn)切削刃噴射,或者剛好噴射在切(qiē)屑下方,因(yīn)為此處的切削溫度最高。冷卻液出口與切削刃之間的距(jù)離越大,冷卻效果(guǒ)越差。如果距離增加,那麽壓力(lì)和定向精度將會降低。增加出口壓力可對這些損失進行補償,但是增(zēng)加壓力會增加(jiā)客(kè)戶成本,冷卻液泵的輸(shū)出(chū)功率越大,耗能越多。瓦爾特集團高級車削產品經理Gerd Kußmaul說:“我們的ISO車削刀具全新精密冷卻係統,其最(zuì)低需求冷卻壓(yā)力為10巴,這種刀(dāo)具還可用於老式機床。”
當然,冷(lěng)卻壓力越高,冷卻效果越好。在提高冷卻壓力後(hòu),斷屑效果會得到改善,從而增加了工藝可靠性。當冷卻壓(yā)力在40巴以(yǐ)上時(shí),冷卻效果(guǒ)特別明(míng)顯(xiǎn)。加工ISO-M/S材料,容易出現積屑(xiè)瘤,此時使用高壓冷卻可(kě)以使得加(jiā)工難度得到明顯改善。目前的的冷卻壓力(lì)上限可達(dá)150巴,但是這個值不是最高值。瓦爾特車削專家可將(jiāng)將冷(lěng)卻壓力提高到300巴,這是一個(gè)非常重要的信(xìn)息,特別是對於航空航天領域而言,加工不鏽鋼和難加(jiā)工材料,需要更(gèng)高的壓(yā)力。
對於加工效果而言,冷卻壓力範圍廣(guǎng)僅(jǐn)僅是其影響的一個因素(sù)。圖賓根刀具研發人員已經研發出了(le)另一種技術:刀片前刀麵和後刀麵雙冷卻係(xì)統,因此車削刀杆有兩(liǎng)個冷卻液出口。Gerd Kußmaul說:“實驗表明采用後刀麵冷卻(què)後,刀(dāo)具壽命比單一前刀(dāo)麵冷卻延長壽命20%~30%。總之,根據冷卻潤滑壓力和(hé)加工材料的變(biàn)化,我們的精密冷卻係統可使刀具使用壽命延長30%~150%。”
我們對前刀麵的冷卻係統做了大量研發工作。難點在於:冷卻液不太容(róng)易(yì)通過刀(dāo)杆直接衝向切削(xuē)刀片。采用瓦爾特刀具(jù)後,冷卻液通過夾緊刀片的壓板衝向可轉位刀片(piàn)。更精(jīng)確的是,兩股噴射流,像一個鉗子一樣(yàng),將前刀麵和後刀麵夾住(zhù)。冷卻液出口與噴射(shè)流方向垂直,采用這種方式,還可防止冷(lěng)卻液“散噴效應(yīng)”,減少壓力損失。冷卻管可以(yǐ)通過(guò)機床(chuáng)刀塔接入車刀杆。在操作人員將刀片壓板壓緊(jǐn)後,整個冷(lěng)卻係統完全處於密(mì)封狀態,要達到這種效果絕非易事。目前的冷卻係(xì)統配的(de)都是(shì)可轉位式刀片,今後還(hái)會加大研(yán)發(fā)力度,對(duì)刀片的槽形加(jiā)以優化,設計更(gèng)加適(shì)合冷卻的槽型。目前首款優化刀片的新槽形RM5僅僅是個(gè)開端。
對於Walter Turn(車削(xuē))和Walter Cut(槽加工)係統而言,用戶有多(duō)種精密內冷方式可選,。所有ISO車削刀杆都配有兩個G1/8管接頭。最佳解(jiě)決方案是與VDI接柄A2120-P/A2121-P (P表(biǎo)示精密冷卻)配套使用,用在星形轉(zhuǎn)塔和盤式轉塔上,冷卻液直接從轉塔流(liú)向刀杆,刀杆(gǎn)安裝輕鬆(sōng)便捷(jié)。冷卻係(xì)統通道自動匹配。

圖(tú)片1:Gerd Kußmaul
圖文說明:位於圖賓根(gēn)的瓦爾特集團高級車削(xuē)產品經(jīng)理Gerd Kußmaul:“我(wǒ)們的ISO車削刀具的(de)全(quán)新精(jīng)密冷卻係統可應用的最低冷卻壓力為10巴,這種刀具還可用於老式機(jī)床。”
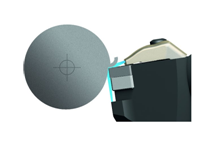
圖片2:雙精密內冷係統
圖文說明:瓦爾特全新ISO車削刀(dāo)具前刀麵、後刀麵精密冷卻係統好處:刀具壽命更長,切削參數可(kě)以更高,特別適合於加工ISO-M/S材料。斷屑性能得到優化,減少停(tíng)機時間,對於VDI 夾緊單元,刀杆(gǎn)跟刀柄冷卻係統的的安裝更加便捷,
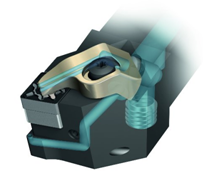
圖片3:帶精密內(nèi)冷係統的壓板
圖文說明:壓板上(shàng)有冷卻通道,使冷卻液到切削刃的距離最短。使用(yòng)壓板可快速更換(huàn)可轉位(wèi)刀片,既保證了刀片的(de)定位夾緊,有(yǒu)能保證良好的密封性能,合二為(wéi)一,客戶不必再有顧慮(lǜ)。
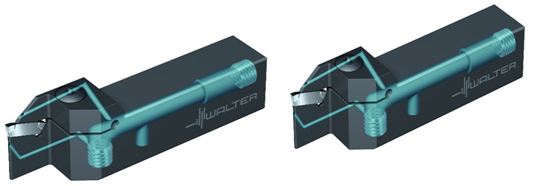
圖片4:帶精密內冷係統的刀
圖文說明:帶精密內冷係(xì)統(tǒng)的ISO車削和切槽(cáo)刀具(Walter Turn、 Walter Cut)具有3種不同(tóng)的冷卻(què)接口可供選擇:通過外接軟管連接刀杆或直接通過VDI接柄的(de)內部通(tōng)道連通內冷。
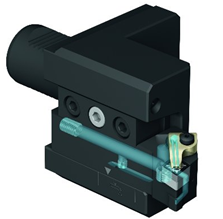
圖片5:帶冷卻液通道的VDI刀(dāo)柄
圖文(wén)說(shuō)明:帶精密冷卻係統的VDI接柄A2120-P/A2121-P,可以搭配方形刀杆。刀柄帶有長槽,帶內冷的刀杆懸深可(kě)調,調整範圍也明確的標示在刀柄上;另外,刀柄本身帶有(yǒu)外冷噴嘴(zuǐ)。

圖片6:Walter Capto™係列
圖文說明:Walter Capto™係統同樣具有雙精密內冷係統;
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切(qiē)削機床產(chǎn)量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月(yuè) 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據