


金屬切削技術和生產經濟性=最大輸出
2014-7-13 來源:數控機床市場網 作者:-
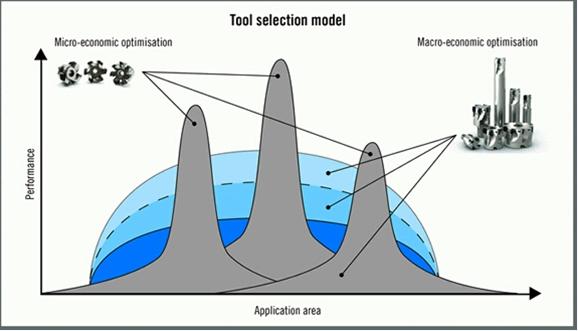
如果加工工藝可以描繪成(chéng)一(yī)種恒定不變的模型(xíng),那麽(me)金屬切削技術的新發展就能夠(gòu)產生最大的經濟效益。從綜(zōng)合或全局的生產經濟性角度來看,這對比較不同(tóng)的可行技術方案具有極為重要的意義。全局生產(chǎn)經濟性的定義是:“確保加工工藝的最(zuì)大安全(quán)性和可預測性,同時保持最高的生產率和最低的生產成本。”在對單個加工進(jìn)行詳細的 1:1 優化之前,必須(xū)從宏觀角度對工藝生產率和成本效益的總體(tǐ)情況進行平衡和優化。采取這一步驟後,可(kě)以通過仔(zǎi)細調查(chá)適合進行 1:1 優(yōu)化的情(qíng)形來實現進一步的改善。
微觀和宏觀模型
為(wéi)了實現最佳金屬(shǔ)切削結果,傳統方法采用一種狹義的微觀模型,它基於在(zài)一次加工中對單個刀具進行 1:1 優化的情形。而另一方麵,宏觀模型考慮的(de)是廣義上的製造。在這些宏觀或全局模型中(zhōng),生(shēng)產特(tè)定工件所需的總時間具有更具(jù)決定性的作用。
全局優化的一個簡單示例是在流(liú)水生產線(xiàn)中利用兩台機床生產部件。如果無法對機床“B”進行同樣的改進,對機床“A”進行的切削時間優化和產量增加就毫無(wú)用處。機床“A”增加的產量隻會造成機床“B”上等待(dài)加工的半成品工件的庫存增大,導致(zhì)額外的成本。在本例中,更好的做法是優化機床 A 上的切削成(chéng)本。這樣(yàng)做可能會限製機床 A 的生產率,但會降低總(zǒng)成本(běn),同(tóng)時保持產量。
另一(yī)方麵,在機床 B 等待加工機床 A 生產出的零件時,增加機床 A 的產量將會提高總產量。這在很大程度上取決於車間對其生產加工的組織方式:是采(cǎi)用(yòng)生產(chǎn)線加工、按批次加工(gōng),還是並行加工。雖然無法概括各(gè)種情(qíng)況,但這些示例都表明需要從全(quán)局角度出發,同時說明了需(xū)要非常細致地開展微觀模型(xíng)優化。
從(cóng)全局角度出發的(de)要求可適用於機床本身。典型情況(kuàng)可能是(shì)一(yī)個車間一周 40 小時滿負荷運行銑床,它決(jué)定將其替換為高速機床。當新機床開始投(tóu)入運營時,卻有一半的時間都處於閑置狀態。這使該車間(jiān)麵臨尋找新(xīn)作業以使新機床保持(chí)運行的挑戰,因此還要支付額外的費用,同時要證明這筆(bǐ)投資的合理性。更好(hǎo)的方法是(shì)首先對全局情況進行審視,並(bìng)預估新機床的更大產量會產(chǎn)生什麽結果(guǒ)。
優化切削時間與切削成本
1:1 優化關注的是一個應用(yòng)場合和單個刀具,旨(zhǐ)在以盡可能最低(dī)的成本產生高金屬切除率。該工藝涉及選擇最適用於加工零件的刀具以及采用可行的最大切削深度和最(zuì)高進給率。當然,最大切削深度和進給率會(huì)受到機床功(gōng)率(lǜ)和扭矩、工件夾(jiá)緊穩定性和刀具夾緊安全性的影響(xiǎng)。
1:1 優化的最後一(yī)步(bù)是選擇最低成本或最(zuì)大生產(chǎn)率方麵的適當標準,並(bìng)利用切削速度進一步優化該標準的實現。重要的是記住用(yòng)於決定刀具壽命的 Taylor 模型。該模型證明,對於給定的切削深度和進給(gěi)量組合,在刀具損耗仍是安(ān)全、可預測並且可控(kòng)製的情況下存在(zài)最佳的切削速度範圍。在該範圍內(nèi)作業時,有可能對切削速度、刀具磨損和刀具壽命之間的關係進行定性和量化。
起初,隨切削速度的增加(jiā),加工時間減少且生產率提高。但在增加到某一特定速度後,成本再次開始升高。超過特定的切削速度後,刀具壽命開始縮短,以至於需要頻繁更換切削刃。從全局來看,加工時間成本降低所產生的影響要小於(yú)刀具(jù)成本快速增加所產生的影響。因(yīn)此,刀具(jù)存在某個切削速度,可使兩個(gè)成本總和得以平衡(héng),從而獲得最低總成本(běn)。
在追求生產率時,車間必須謹慎,不要過度關注(zhù)生(shēng)產細節而未充分考慮全局,即用於生產工件的(de)總工序時間。
質量和(hé)生產率:充足但不多餘
如今,人們對零件質量水平的要求比過去更加嚴格。然而,實(shí)現最高質量水平有時會顯得過猶不及。高質量固然很好,但過高的質量卻會浪費資金。總結這一情況的簡單理論問題就(jiù)是:“我們如何生產出功能合格的最差工(gōng)件?”通(tōng)過僅滿足這個最低要求,成本可以大大(dà)降低,生產率也可以顯著提高。
同樣,如果隻關注在(zài)較短周期(qī)內實現最高的生產率,則金(jīn)屬加工工(gōng)藝的可靠性就會降低。當在可(kě)行性不高的情況下進行連續加工並且超出(chū)該限製時(shí),代價就是工件不合格或報廢並且損失時(shí)間。
質量、生產時間和成本
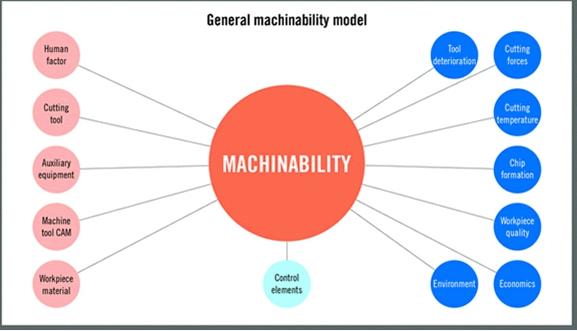
生產效率包括三個因(yīn)素:質量(liàng)、生產時間和成本。此外,還必須考慮能耗、磨損刀具(jù)的處置或回收、加工廢物等環境(jìng)因素,以及有關員工健康的安全因素。
很(hěn)多個(gè)體技(jì)術因素會影響生(shēng)產效率。對於金屬切削工藝,有 50 - 70 個個體因素(sù)會影響效率,而且常常有一個或多個因素會對效率產生明顯的影(yǐng)響。典(diǎn)型因素包(bāo)括刀具/刀具係(xì)統、工件配置和材料、設備加工能(néng)力和參數、人力因素、外(wài)部設備和維護問題。
其中一(yī)個最(zuì)大(dà)的影響因素便是刀具和工件相互作(zuò)用的結果。了(le)解刀具磨損和失效模式(shì)對(duì)控製(zhì)金屬切削工藝而言至關重要。磨損跡象通常是逐(zhú)漸發生並且可以預測的,而其他失效模式,如刀具斷裂,則(zé)缺乏必要的可(kě)預測性,因此無法維持可靠的切削工藝。
通用刀具
出於平衡生產率、可靠性和刀具(jù)成本的(de)考慮,需要使用可在(zài)廣泛應用(yòng)領域內提供通用(yòng)性和靈活性的刀具。另外,多用途或通用刀(dāo)具 (see sidebar below) 還滿足了製造業明顯向更小批量發展的趨勢。向更小加工批(pī)量的轉變源於人們越來(lái)越多地運用準時化(huà)的生產策略和外包的增加。

目(mù)前,分包商需要定期但並非連續生產小批次的工件。在過去,自動換刀裝(zhuāng)置有助(zhù)於減少(shǎo)換刀造成的停機時間,而隨著夾具更換裝置的使用,則減少了工件操(cāo)控造(zào)成的停機時間。通用刀具可(kě)以縮短在工件更換時裝入新刀具的時間,並且消除設置和測試新刀具的需要(yào),因此縮短(duǎn)了停機時間。另外,由於車(chē)間中不同刀具的數量減少,因此也縮短了刀具處理時間,並增加了加工操作的時間。
傳統的刀具選擇策略傾(qīng)向於以應(yīng)用為出(chū)發點:例如尋找專門用於鋼件、不鏽鋼的刀具,或者用(yòng)於粗加工(gōng)或銑(xǐ)削應用的刀具。而比為單一加工選擇刀(dāo)具更重要的是如(rú)何使該加工符合全局要求。這種選擇(zé)應傾向於從生產率、成本效益或可靠(kào)性角度來看需要哪種刀具,以及哪種刀具最適合於整個生產工藝。
簡單的解決方案
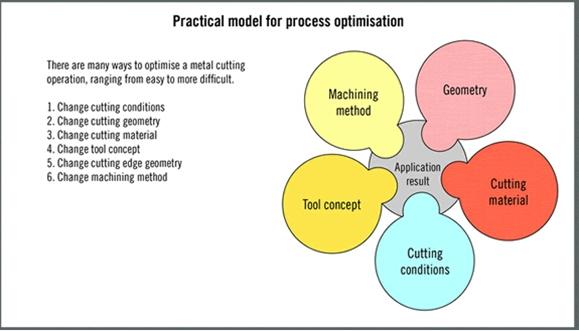
從全局的角度進行工藝優化並不一定(dìng)很複雜(zá),它可以采用一些非(fēi)常基本和簡單的操作及分析。對使用(yòng)過的刀具進行檢驗就是一(yī)個重要的(de)例子。正確理解刀(dāo)具所展現出來的情況能(néng)夠全麵認識車間中進行的工作。例(lì)如,如果(guǒ)車間一般(bān)采用切削刃為 12 mm 長的刀(dāo)片,而刀具上的(de)磨損形式僅達到 2 mm 或 2.5 mm,那麽該(gāi)車間所使用的刀片對於所進行的工作來說可能過大。使用切削刃為 6 mm 的刀具應該就綽綽(chāo)有餘,而切削刃 6 mm 長的刀具比切削(xuē)刃 10 mm 長的刀具要便宜得多。這種簡單的觀察可在不(bú)降(jiàng)低生產率的情況(kuàng)下減少 50% 的刀具成本。
刀具製造商的回(huí)應
今天,刀具製造商認識到(dào)客戶越來越青睞那些生產率高且經濟實(shí)惠的通用刀具係統,並對此作出(chū)了積極的回應。新開發的(de)通(tōng)用刀具在提高產量的同時還降低了刀具庫存、刀(dāo)具操控、重新(xīn)對刀和測試成本。
此類刀具的一個示例是山高的 Turbo 銑刀係列。這些刀具在廣泛的應用中具有卓越的通用性和靈活性,可以提供(gòng)出色的成本效益和高性(xìng)能(néng)。它們(men)旨在提供無差(chà)錯(cuò)的生產和高質量的工件表麵(miàn)粗(cū)糙(cāo)度。這些刀具(jù)具有正向切削槽型,可降低功耗、延長刀具壽命並盡可能增加切削深度和進給率。這些刀具的能力代表了邁向總體優化工藝的第一步。
通用刀具的另一方法是裝(zhuāng)配一套適用於(yú)各(gè)種應用的刀具。山高精選(xuǎn)刀具專為提供靈活性而設計(jì)。所選的刀具組(zǔ)包括(kuò)有限數量的刀具,它們可能(néng)未必提供絕對(duì)的最大生(shēng)產率或(huò)成本效益,但在加工日益變(biàn)化的各種工件和部件所需的最大靈活性方麵(miàn),它們卻是最經(jīng)濟的最佳選擇。
本質上(shàng),這種方法並不適合各種需求。例如,與之(zhī)相對的便是高度專業化的產品,如 PCBN 刀具,專門用於對特定的工件(jiàn)材料進行極高質量和/或極(jí)高生產率的加工(gōng)。PCBN 刀具(jù)非常昂貴,但卻是某些專業應用的最佳選擇。
從批量的另一方麵來看,定製工程(chéng)刀具 (CET) 是一種專為特殊(shū)應用的大批量(liàng)生(shēng)產而(ér)定製的方法(fǎ)。該刀(dāo)具旨在限製對不同刀具的庫存要求,但仍(réng)有可能實現微觀(guān)和宏觀優化。
正如製造車間(jiān)必須從整個生產(chǎn)工藝的全(quán)局角(jiǎo)度出發來(lái)選擇金屬切削技(jì)術(shù),刀具製造商必須(xū)開發能夠(gòu)滿足廣泛客戶需求的產品係列。
投稿箱:
如果您有機床行(háng)業、企業相(xiàng)關新聞稿件發表,或進(jìn)行資訊合作(zuò),歡迎聯(lián)係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相(xiàng)關新聞稿件發表,或進(jìn)行資訊合作(zuò),歡迎聯(lián)係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產(chǎn)量數據
博(bó)文選萃
| 更多
- 機械加工過程圖示(shì)
- 判斷一台加工中(zhōng)心精度的幾種(zhǒng)辦法
- 中走絲(sī)線切割機床(chuáng)的發展趨勢
- 國(guó)產數(shù)控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板(bǎn)做(zuò)了十多年,為何還是小作坊?
- 機械行業最新(xīn)自(zì)殺性營銷(xiāo),害人害己!不倒閉才
- 製造業(yè)大逃亡
- 智能時代,少談點智造(zào),多談點(diǎn)製造
- 現實麵前,國人沉默。製造(zào)業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車(chē)床鑽孔(kǒng)攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區別