


在齒輪銑削中通過編程控製走刀(dāo)來代替成型刀具來加(jiā)工齒輪
銑削齒輪的方法既要先進,還要簡單,它需要提供高度的靈活性,並同時要實現高生(shēng)產效率。在齒輪製造(zào)中(zhōng)既需要高效率,又需要(yào)生產(chǎn)的通用性時,Invomilling是改(gǎi)變局麵的最新技術(shù)。
這就要看一家齒輪製(zhì)造公司如何定位(wèi)自(zì)己: “我們加工的很多齒輪都是根據客(kè)戶的具體(tǐ)要求而生(shēng)產的,客戶可要(yào)求隻加工一個有特定要求的齒輪,或一批齒輪,也可(kě)要求提供一套傳動解決方案。 我們最(zuì)經常處理的(de)是小批量(liàng)生產,即加工1-100個零件,但是也有全年生(shēng)產幾千個齒輪的訂單。 按照行(háng)業規範,一些(xiē)產品(特別(bié)是牽涉到用於汽車齒輪箱的零件)都(dōu)需要準時交貨。 我們(men)是專業生產斜齒輪和(hé)直齒輪的製(zhì)造商,為各種不同行(háng)業提(tí)供齒輪產品(pǐn)。”
到目前為止,我們的主要目標是為各種行業的應用場(chǎng)合(hé)提供訂製(zhì)的、獨特的齒輪製造刀具。 利(lì)用反向工程能力,可以(yǐ)精確地(dì)確定磨損(sǔn)了的未知(zhī)齒輪是怎樣設計的,然後快速地製造出來。靈活(huó)性是我們(men)的商業理念的一部分。
但(dàn)是(shì),生產中的(de)通用性(xìng)一直很難與高生產(chǎn)效率結合起來(lái)。 必要的靈活性則意味著每次根據需要加工不同齒輪都需要使用新(xīn)刀具,並且每次都需(xū)要根據(jù)新齒輪對齒輪加工機床進行編程。
獲得齒輪加(jiā)工(gōng)的靈活性的一個新的途徑是基於多軸車-銑(xǐ)機床的創新銑削方(fāng)法: 即InvoMilling 加工方(fāng)法。這是一(yī)種由(yóu)山特維克可樂滿開發(fā)的工序係列,在與Mori Seiki等眾多公司的合作中正在投入應用。Mori Seiki公司需要一種(zhǒng)替換(huàn)當前市場上主要應用的(de),專門化的、相對慢的柔性的齒輪製造工藝的方法。這種創新的多軸(zhóu)解決方案基於(yú)先進的、但操作簡單的切削策略。該策略(luè)是在標準的多功能機床上,利(lì)用現成的加工(gōng)直齒輪和斜齒輪的切削刀具直接加工,而不是(shì)采用滾齒的方(fāng)法。
新的InvoMilling多軸加(jiā)工方法是通過使用標準的盤形銑刀和標準的專用麵銑刀,製造直(zhí)齒輪和斜(xié)齒(chǐ)輪的柔性生產的方法。 通過X軸與B軸或(huò)者Y軸與B軸聯動,切削刀具就(jiù)能沿著漸開線路徑進行(háng)加工。

圖(tú)1: InvoMilling是齒輪加工領(lǐng)域的一項創新。 這種多軸解決(jué)方案在於複雜而又簡潔的切削策略,通常在標準的多功能機床上采用現成的切削刀具進行加工。 其目標是高度靈(líng)活的直齒輪和斜(xié)齒輪的中小批量生(shēng)產。
簡潔的切削策略,通常(cháng)在標準的多功能機床上采用現成的切削刀具進行加工。 其目標(biāo)是高度靈活的直齒輪和斜齒輪的中小批量生產。")
圖2: InvoMilling方法將槽銑和車銑工序組合到一起(qǐ)。 采用相同的刀具能夠加工任意螺旋角(jiǎo)的齒(chǐ)輪,包括漸開線和非漸開(kāi)線(xiàn)輪廓。 具體的切削次數取決於齒輪尺寸和所使用刀具的尺寸。
銑和車銑工序組合到一起(qǐ)。 采用相同(tóng)的刀具(jù)能夠加工任(rèn)意螺旋角的齒輪,包(bāo)括漸開線和非漸開線輪廓。 具體的(de)切削次數取決(jué)於齒輪尺寸(cùn)和所使用刀具的尺寸。")
圖3: 加工外直齒輪的齒槽(cáo)時,首先應沿工件的軸方向銑削槽。 為了進行隨後的切(qiē)削,齒輪需(xū)稍(shāo)微旋轉,與刀具的同步徑向插銑相互協調。 其結果是通過車銑獲得漸開線曲線形狀。

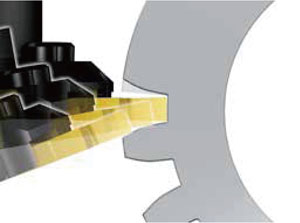
圖4A/4B: InvoMilling方法可以使用專用的銑刀CoroMill 161和CoroMill 162(涵蓋(gài)模數範(fàn)圍2-12)銑削直齒輪和斜齒輪。 通過X軸與B軸或者Y軸與B軸聯動,切削刀具就能沿著漸(jiàn)開線路徑進行加工。 因此,齒型變化應與刀具路徑(而不是刀具(jù)形狀)相一致。
因此,齒型變化應與刀具路(lù)徑(而不是刀具形狀)相一致(zhì)。 因(yīn)此,就這個用途而言,車-銑型機床是理想的機床。
在DMG Mori Seiki NT型機床上就可以采用(yòng)新方(fāng)法。 這(zhè)種多軸銑車中心能夠同時進行銑削和車削。 柔(róu)性(xìng)的B軸的旋轉範圍為±120°,由(yóu)於采用直接驅動電(diàn)機,所以獲得了高速度和高(gāo)精度,分度能力為0.0001°,它已經證明能顯著(zhe)地(dì)縮(suō)短(duǎn)加工時間,特別是在(zài)同時(shí)使用5軸加工加工複雜零件時。 滾齒是在(zài)機(jī)床上執行的一種工序,以及與傳動箱有關的一些其它類型的零件有關的工序。 但是,當生產許多(duō)不同類型和(hé)小批量齒輪時,滾(gǔn)齒並不是(shì)最佳解決方案。
當今,如果一個加工車間正在或打(dǎ)算投(tóu)資購買數控機床,那(nà)麽InvoMilling軟件(jiàn)是一種很方便的選(xuǎn)擇方案。 車-銑(xǐ)機床可以(yǐ)用於直接加(jiā)工(gōng)齒輪。 我們為各種模數範圍提供了(le)齒輪加工(gōng)套件,每個套件內都有(yǒu)用於幾個模數的三(sān)把刀具。有了這些套件,就可以很容易生產很大範圍(wéi)的齒輪,因而獲得了極大的靈活性,能滿足特別嚴(yán)格的質量標準要求。
InvoMilling方法將槽銑和車(chē)銑(xǐ)工序組合到一起。 采用相同的刀具能夠(gòu)加工任意螺旋角的齒輪,包(bāo)括(kuò)漸開線和非漸開線輪廓。 具體(tǐ)的切削次數取(qǔ)決於齒輪尺寸和所使用刀具的尺寸。 InvoMilling法可以發揮現代機床控製和數控機床的(de)高精度的作用,以及切削刀具的精度的作用,從而可以加工精磨削(xuē)所需的精密齒輪以(yǐ)及半成品齒輪。 應用最新(xīn)開發(fā)的刀片(piàn)材質(zhì)還可應用更高的(de)切削參數,從而獲(huò)得最佳效率。
采用這種方法,還可對輪齒外徑倒角,以及在齒根加工不同(tóng)的凸(tū)角、齒廓和半徑。 每次切削(xuē)作用的切屑橫截麵小,沒有所說的側壓力,因而,可將振動傾向降低到最低程度(dù)。
例如,加工外直齒輪的齒(chǐ)槽時,首先應沿工件的軸方向銑削槽。 為了進(jìn)行(háng)隨(suí)後的切削,齒(chǐ)輪需稍微旋轉,與刀具的同步徑(jìng)向插銑相互協調。 其結果是通過車銑獲得漸開線曲線形狀。 對於較大(dà)的模(mó)數,可能需要更多次的切削。 對於較寬(kuān)的齒輪,刀具是在軸向方向偏置的,重複切削步驟。
由於每(měi)個InvoMilling刀具覆蓋了幾個模數尺(chǐ)寸,所以,在(zài)小到中批量生產中,InvoMilling法降低了加工成本,例如模數(shù)2–4可以使用相同的刀具進行加工,模(mó)數(shù)2–12則可使用三種刀具。 迄(qì)今,采(cǎi)用InvoMilling法銑出的最大齒輪模數是18,直徑為800 mm, 這對齒輪加工縮短交貨期(qī)、降低(dī)成(chéng)本具有明顯優勢。
現代可轉位刀片技術使(shǐ)新方法獲得(dé)了成功(gōng)。 采用(yòng)InvoMilling法,齒輪齒的質量可到達DIN 3962 6級或以上。 此外,在有足夠(gòu)剛性的機床上(shàng),正確應用刀具,可以達到比(bǐ)Rz 3 微(wēi)米更(gèng)好的表麵粗糙度。 采用精確的刀具路徑和精密刀具的InvoMilling法可以生(shēng)產出很有競爭(zhēng)力的高質量齒輪。 依靠這種方法(fǎ),可以(yǐ)生成各種(zhǒng)齒(chǐ)輪磨削餘量。 這種方法的低切削力可以使切削時運用更高(gāo)的切削參數,並(bìng)同時保證小公差所需的精確齒(chǐ)廓。 這些優點(diǎn)與這種齒輪加(jiā)工方法的靈活性相結合,這就是所涉及的製造方法獲得成功的(de)因素。
所討論的銑削刀具使用的標準的硬質合金(jīn)刀片在機床外(wài)很容易轉動一個位置,也(yě)很容易保存在刀盒內。 加工模數(shù)為4-10的,齒數小於30的齒輪的InvoMilling周(zhōu)期時間(jiān)可以與使用高速鋼(gāng)的單滾齒相比。 由(yóu)於許多工序可以納入到多任務中,齒輪可以在一次機床裝夾內完(wán)成加工,其結果是縮短了交貨時間和(hé)更換產品時間,從而具有可在生產過程中臨時插入(rù)產品優勢,有利於單件、小和中等批量齒輪的柔性生產(chǎn)。
因此,即使製(zhì)造(zào)齒輪本身的周期時間長於使用滾齒的時間,但(dàn)縮短了(le)總體製造時間。 最後,由於無(wú)需等待製造專用刀具的時間,僅作一(yī)次新的裝夾(jiá)就可以開始生產(chǎn)了。 通過推出InvoMilling,山特維克可樂滿進行了技術升級,采用標(biāo)準用(yòng)途(tú)機(jī)床製造出高質量齒輪(lún),顯著地(dì)降低了加工成本,提高了靈活性並大大縮短了交貨時間(jiān)。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽(qì)車產量(liàng)數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量(liàng)數據
- 機械加工過程圖示
- 判斷一台加工(gōng)中心精度的幾種辦法
- 中走絲線(xiàn)切割機床的發展(zhǎn)趨勢
- 國產(chǎn)數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做(zuò)了十多年(nián),為何還是小作坊?
- 機械行業(yè)最新自殺性(xìng)營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少(shǎo)談點智造(zào),多談點製(zhì)造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂(dǒng)數控車床加(jiā)工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺(luó)旋銑孔(kǒng)加工工(gōng)藝(yì)的區別(bié)