


一種利(lì)用普通車床加工球麵的車刀(dāo)工裝設(shè)計
2024-8-23 來源:雲南能源職業技術學院 作者:高關勝
[摘 要]普通車床不能自動控製車刀的走刀軌跡,加工球麵難度較大。文章介紹(shào)一種在普通車床上加工球麵的車刀工裝夾具,保證普通車床加工球麵的精度。
[關鍵詞]球麵 ;工裝設計 ;普通車床(chuáng)
0 引言
隨(suí)著社會需求的不斷提高,機械零件的結構越來越複雜,加工難度越來越大。特別是複雜曲麵的加工,基本上都需要使用數控機床。對於球麵的加(jiā)工(gōng),采用普通車床,可以減少高端設備(bèi)的投入,降低加工成本,但是存在效率、精度低、操作繁瑣等缺(quē)點。為了解決這些問題,設計了一(yī)種利用普通車床加工球麵(miàn)的車刀(dāo)工裝。
1、普通車床加工球麵的方法
(1)手動車削法(fǎ)。兩手配合,搖動車床(chuáng)大(dà)拖板和中拖板的進給手柄(bǐng),車削出圓弧的大致形狀。然後用(yòng)樣板檢驗圓弧,修整不符合尺(chǐ)寸要求的地方,直至達到尺寸要求。該方法(fǎ)加工精度低,加(jiā)工出的球麵圓(yuán)度誤差一(yī)般大於 0.5mm,無法滿足零件質量(liàng)要求(qiú)。同(tóng)時加工質量靠操作人員的技術和手感控製,加工效率低,僅適合單件加工(gōng)。
(2)靠模車削法。車床中拖板的進給由靠(kào)模實現,這種加(jiā)工方法優點是加工精度和效率較高,缺點是半徑較小的圓弧不易(yì)加工,不能加工半球麵以上的球麵。由於產品精度全靠(kào)模板精度來保證,模板在使用過程中,容易磨(mó)損,而且(qiě)磨(mó)損量不均勻,因此產品質量不穩定。同時(shí),模板安裝需改變機床機構。因此,在大批量生(shēng)產時,這(zhè)種方(fāng)法也不宜采用。
(3)成型刀車削法(fǎ)。對於小直徑球麵加工,這種加工方法能保證表麵粗糙度和尺寸精(jīng)度。加工半徑較大的球麵時,由(yóu)於成(chéng)型車刀的刀刃較寬,切削抗力較大,易產生振動。因(yīn)此,其加工精度和表麵粗糙度都較低。
針對以(yǐ)上加工方法存在的(de)缺陷,設計一套加工球麵的專用車(chē)刀工裝。該工(gōng)裝結構簡單,使用和維護(hù)方便,不但能保證產品的加工精度,而且產品的質量也很穩定,能保證了產品的互換性。
2、 普通(tōng)車床使用的球麵(miàn)切削工裝的(de)設計
2.1 設計原理
球(qiú)麵工件的車削運動,可分解為工件以主(zhǔ)軸軸線為中心的旋轉運動和刀具以主軸軸線上一(yī)點為中心的圓周運動。工件的旋轉運動由主(zhǔ)軸帶動,比(bǐ)較容易實現。文章設計(jì)的(de)工裝解決刀具以主(zhǔ)軸軸線上一點(diǎn)為中心的圓周運動(dòng)。
2.2 設計目的
(1)確保加工精(jīng)度。工(gōng)裝(zhuāng)的使用,對加工人員技術要求降低,不(bú)需要通過經驗去控製刀具做圓周運動。通過(guò)工裝即可讓刀具做標準的圓周運動,提高加工精度。
(2)提高加工(gōng)效率。工裝的使用,使加工操作(zuò)簡化,減少加工輔助時間,提高生產力。
(3)增強安全性。工裝的使用,可以使加工球麵時,操作簡單方便,避免因操(cāo)作不(bú)當(dāng)造成的意(yì)外傷害(hài)。
(4)提高經濟效益。工裝的使用,可以減少加工過程的人工(gōng)投入和時間成本,提高經濟效益(yì)。
2.3 設計思路
根據工裝設(shè)計的目的,以及機械零部件(jiàn)設計的理念,工裝的設計要(yào)達到以下(xià)要求 :
①工裝整(zhěng)體結構力求簡單,要求工(gōng)裝零部件加工(gōng)工(gōng)藝性好、工裝整體裝配簡單。②工裝便於調節,能調節刀片位置,加工不同尺寸的球麵。③工裝能安裝在車床刀架(jià)上,減少換刀的操作。
2.4 工裝結構
該車刀工裝采用(yòng)中望3D 繪圖軟件建模,設計(jì)的主體結構,如圖1所示(shì)。
(1)刀杆。刀杆整體呈 L 形,如圖(tú)2所示,材料為不鏽鋼板材,首先在(zài)銑(xǐ)床上加工出 L 形(xíng),根據刀片尺(chǐ)寸在銑床上銑出刀槽,刀槽(cáo)用於安裝刀(dāo)片,通過螺釘緊固(gù)刀片 ;腰槽用於刀杆和刀杆固定座連接,可以根據所加工球麵尺寸調節刀片位置。如(rú)圖1所示(shì),當加工尺寸較大的球麵時可(kě)將刀杆往上調,刀(dāo)片就遠(yuǎn)離(lí)工裝中心,刀片轉動圓周半(bàn)徑變大,反之加工小球麵時,刀杆往下調。
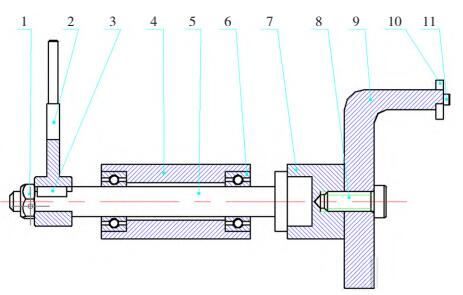
1.鎖緊螺母;2.把手;3.銷釘;4.套筒;5.心軸;6.滾動軸承;7.刀杆固定座;8.刀杆(gǎn)固定螺釘;9.刀杆;10.刀片;11.刀片固定螺釘
圖1 車刀工裝結構
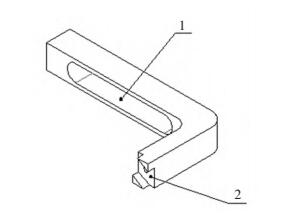
1.腰槽;2.刀槽
圖2 刀杆
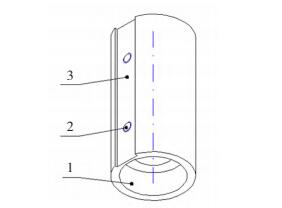
(2)刀杆固定座。整體呈圓柱形,如圖3所示,材料為不鏽鋼棒材,在銑床(chuáng)上加工出刀杆槽,刀杆槽用於裝刀杆 ;心軸孔用於連接心軸。
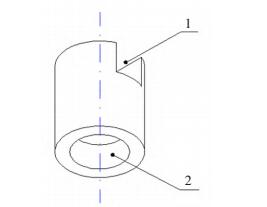
1.刀杆槽(cáo);2.心軸孔
圖3 刀杆固定座
(3)心軸。心軸是一根(gēn)典型的階梯軸,如(rú)圖4所示,材料(liào)為不鏽鋼棒(bàng)材,大端通過過盈配合(hé)與刀杆固定座連接,中段上通過滾動軸(zhóu)承裝(zhuāng)上套(tào)筒。小端上裝(zhuāng)把手,通過鍵限製把手的(de)周(zhōu)向運動,用螺母鎖緊。
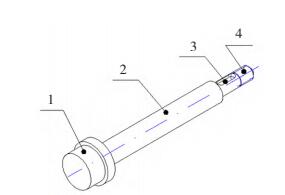
1.大端;2.中段;3.鍵(jiàn)槽;4.螺紋
圖4 心軸(zhóu)
(4)套筒。整體呈圓柱形,如(rú)圖5所示,材料為不鏽(xiù)鋼棒材,中心鑽出(chū)通孔,用(yòng)於穿過心軸,兩(liǎng)端有台階(jiē)孔,用(yòng)於安裝軸承(chéng),槽用於安裝固(gù)定板。
1.軸承孔;2.螺釘孔;3.槽(cáo)
圖5 套筒
(5)固定板。整體為長方體,如圖6所示,通(tōng)過螺釘(dìng)和套筒連接為一體,通過固定板和刀架連(lián)接,從而使整個車刀工裝裝夾(jiá)在車床刀架上。
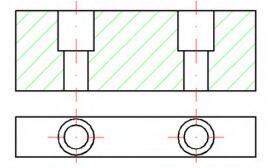
圖6 固定板
(6)把手。如圖(tú)7所示,安裝在心(xīn)軸上,通過鍵和(hé)螺母鎖緊(jǐn),通過轉動把(bǎ)手帶動刀具做圓周運動。
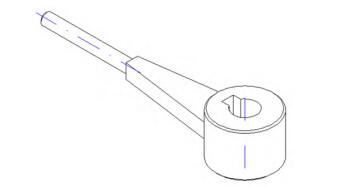
圖7 把手
2.5 工裝運動原(yuán)理
如圖8所示,調節好刀杆位置(zhì),通過(guò)緊固螺釘將車刀工裝安裝在(zài)車床刀架上(shàng),加工球(qiú)麵時,手握、轉動工裝把手。通過(guò)心軸帶動刀(dāo)杆固定座和刀杆轉(zhuǎn)動,此時刀片繞著工(gōng)裝中心線做圓周運(yùn)動,從而加工出球麵形狀(zhuàng)。
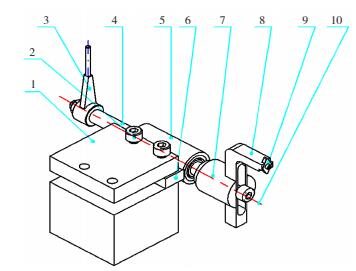
1.車床刀架;2.緊固螺釘;3.把(bǎ)手;4.心軸;5.套筒;6.固(gù)定板;7.刀杆固定座(zuò);8.刀杆;9.刀片;10.工裝中心線
圖8 車刀工裝裝夾圖
3、結束語
此款(kuǎn)車刀(dāo)工裝,可(kě)以在普通車床上加工出球麵(miàn),簡化了加工過程的操作,既能保(bǎo)證加工質(zhì)量,又能提高生產力。工裝結構簡單、加工工(gōng)藝(yì)性好、成本低,可以直接安裝在(zài)車床刀架上,不(bú)需要更換車床其他零部件就能使(shǐ)用,比較實用。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月(yuè) 分地(dì)區金屬切削機床產量數據(jù)
- 2024年10月(yuè) 金(jīn)屬切削(xuē)機床產量數(shù)據
- 2024年9月 新能源汽(qì)車銷量情(qíng)況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月(yuè) 基本型乘用車(轎車)產量(liàng)數據