


基於(yú) FANUC IO LINK 軸的伺服刀庫分(fèn)度控(kòng)製
2024-5-10 來源(yuán): 通用技術集團大連機床有限責任公司 作者:童文利(lì)
摘要:刀庫一(yī)般(bān)采用減速開關和定位開關組合的方法進行刀套定位,這(zhè)種控製方法有故障點較多、定位速度不高的缺陷。而伺服電機具有較高的轉速和(hé)精確定位(wèi)的特點,采用 FANUC I/O LINK 軸的 ATC/ 轉台控(kòng)製功能,不需(xū)外部(bù)開關,僅用電機內部編碼器就可以精確定位指(zhǐ)令刀套,並且不占用 NC 控製軸數,所以基於 FANUC IO LINK 軸的伺服刀庫分度控製是一種高速、高精度、高可靠性、高性價比的刀庫分度控製(zhì)方法。
關鍵詞:FANUC I/O LINK 軸;刀庫分度;ATC/ 轉台控(kòng)製(zhì)功能(néng);特殊的柔性(xìng)齒輪比設定;
FANUC I/O LINK 軸功能具有不占用(yòng) NC 控製軸數、控簡便、定位快捷準確的特點,常用於伺服刀庫分度控製,它不需(xū)外部設置計數、定位、原點開關,減少了發生故障的環節。本文以 MDH 係(xì)列臥(wò)式加工中心的鏈式刀庫為例,敘述了I/O LINK 軸刀庫的分度原理以(yǐ)及(jí)實際工程(chéng)應用。
1、刀庫結構與基本配置
MDH 係列臥式加工中心的鏈式刀庫(見圖 1)采用 I/O LINK i 型 βi SV20 伺服放大器驅動伺服電機 βis8,通過減速器帶動刀庫撥盤撥動刀套(tào)旋轉,撥盤每旋轉一周撥動(dòng) 10 個刀位,減(jiǎn)速器減(jiǎn)速比為 1:120。伺服放大器接受到 T 指令,指(zhǐ)令刀套以最近路徑旋轉定位到(dào)刀庫當前位置,電機編(biān)碼器反饋刀庫當前(qián)位置。
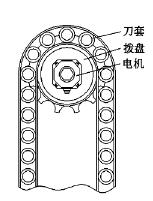
圖 1 刀庫結構簡圖
2、基本參數設置
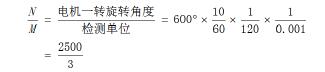
MDH 係列臥(wò)式加工中心(xīn)的鏈式刀(dāo)庫采用不同於以往常規方法的柔性齒輪比(N/M)的(de)設置。
為了便於觀察和處理,需要每旋轉一個刀位顯示坐標為 10°,對於 60 把刀(dāo)庫,刀庫旋轉一周則為 600°,那麽,設定 PMM 刀位數量 No.68=60,旋轉軸每(měi)轉移動量參數(shù)No.141=60×10° / 檢(jiǎn)測單(dān)位 =600000。
基本參數(shù)設(shè)定數據見表 1。
表 1 基本參數表(biǎo)

這 種 柔 性 齒 輪 比 設(shè) 置 方 法(fǎ), 使 刀 具 號 顯 示 比 較 直觀,在更換同(tóng)型號 40 把刀庫時隻需修改參數 No.68=40 和No.141=400000 即可,不需重新伺服初始化,對於調試非常方便。
3、PLC 程序
對於刀庫分度動作,采用 ATC\ 轉台功能和快捷方式來(lái)實現。設置 I/O LINK 軸的首地址為 X29/Y29,Y31 的高四(sì)位為功能代碼(mǎ),低四位為指令(lìng)數據 1,Y32 雙字(指令數(shù)據 2)賦值目標刀套號,Y29.0-Y29.2 為模式選擇信號,Y29.7 為起動信號。
如圖 2 所示,當起動信號置 1 時,設(shè)置自動模(mó)式、功能代碼、指令數據 1、指令數據 2。Y31 字(zì)節的高四位 =(2)HEX=(0010)BIN,Y31 字節的低四位 =(1)HEX=(0001)BIN,所以直接賦值 Y31=(00100001)BIN=(33)HEX。Y32 為指令數據 2等於指令刀套號(hào) D1770。當執行 T7 指令時,旋(xuán)轉 7 號刀套以最近路徑快速定位到刀庫當前位,刀庫絕對坐標顯示 70000(圖 3),刀(dāo)庫分度結束(shù)。
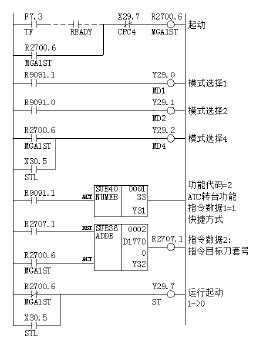
圖 2 PLC 程序
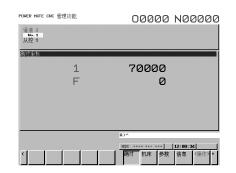
圖 3 刀庫絕對坐標
4、結語
采用 I/O LINK 軸外部設備控製(zhì)信號的分度功能控製可以實現高速、高精(jīng)度的刀庫分度,不需要額外增加計數、定位和原點開關(guān),減少了故障環節(jiē),增加(jiā)了刀(dāo)庫控製的穩定性,被廣泛采用伺(sì)服刀庫分度控製上(shàng)。此外,I/O LINK 軸還可以應用在托(tuō)板庫、轉台的圓周分度和上下料等簡易定位設備的直線(xiàn)位移,是一(yī)種性價比(bǐ)較高的運動控製方式。
投(tóu)稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息
金(jīn)馬")
業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地(dì)區金(jīn)屬切削機(jī)床產(chǎn)量數據(jù)
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量(liàng)數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
博文選萃(cuì)
| 更多
- 機械加工過程(chéng)圖示
- 判斷(duàn)一台加工中心精度的幾(jǐ)種辦法(fǎ)
- 中走絲線切割機床的發展趨(qū)勢
- 國(guó)產數控係統和數控機床何去何從(cóng)?
- 中國的技術工(gōng)人都(dōu)去哪裏了?
- 機械老板做了十多(duō)年,為何還是(shì)小作坊?
- 機械行業最新自殺性營銷(xiāo),害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前(qián),國人沉默。製造業(yè)的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車(chē)床鑽孔攻螺紋(wén)加工方法及(jí)工裝設計
- 傳統鑽削(xuē)與螺(luó)旋銑孔加工工藝的區別