


數控車床外圓加工的誤差分析
2021-11-5 來源(yuán): 甘肅能源化工職業學院(yuàn) 作者:李淩鵬
摘要:對外圓數控車床在不同條件下進行加工,測量活塞的(de)最大直徑尺寸帶下,結合車床加(jiā)工基本原理梳理了活塞(sāi)加工(gōng)過程中的係統(tǒng)工作流程,通(tōng)過實驗數據分析,結合活塞尺寸誤差變(biàn)化規律找出影響數控車床(chuáng)外圓加(jiā)工的因(yīn)素,旨(zhǐ)在能夠為機床(chuáng)研究(jiū)者提供一(yī)個可靠(kào)的數據支持,也為未來提升外圓數控車床加工指明方向。
關鍵詞:數控車床;外圓加工;誤差分析
在外(wài)圓(yuán)數控車床使用的過程中,活塞是一個十分重要的組成構(gòu)件,活塞性能優劣直接影響發動機的使用性能。同時,活塞的外形(xíng)也會對燃油係統的經(jīng)濟性、安全性、可靠性等產生(shēng)深刻的影響。考慮到發動機(jī)運(yùn)行(háng)過程中外界(jiè)多個壓力所造成(chéng)的活塞變形問題,發(fā)動機活塞現(xiàn)常用凹(āo)凸變橢圓型麵。本文所研(yán)究的外圓(yuán)數控車床在使用的過程中(zhōng)能夠承擔各種類型的(de)車削加工,包含車削(xuē)內外圓柱麵、圓錐麵(miàn)和其他回轉麵。
1、外圓數控車床的加工(gōng)原理(lǐ)
1.1 微進給刀架(jià)結構
微進給機構在加工(gōng)製造(zào)的時候會涉及多個伸縮材料,在具(jù)體實施操作(zuò)的時候可以通過(guò)改變線圈電流應(yīng)用產生的磁場來調整伸縮(suō)縫的使用。但是,從實際操作上來看,超磁伸縮材料的反應速度比較快、係(xì)數較高、能量密度高,在加工操作時產生的伸縮裂縫難以滿足施工操作的基本要求(qiú)。在施工操作的時候,需要相關人(rén)員采取有(yǒu)效的(de)方式來嚴格把(bǎ)控伸(shēn)縮裂縫、材料密度、材料精準度,從而確保伸(shēn)縮材料的選擇和使用能夠滿足車裝加工操作的需(xū)要。
1.2 車床工作原理分析
活塞橢圓度的加工一般(bān)是通過調節(jiē)電流電量來(lái)實現對係統參數的控(kòng)製,基於參數控製的這個要求,在(zài)實施加工操作時,為了能(néng)夠確保(bǎo)加工活塞和係統(tǒng)運行要求的適應,在具體實施操作的時候(hòu),還需要采取(qǔ)一定的(de)措施來減少因為(wéi)溫度過度升高所引發的伸縮縫控製不合理(lǐ)問題。在全麵了解材料信(xìn)息(xī)後(hòu),本文選擇根據(jù)橢圓基準信號來檢查和調整(zhěng)反饋芯片中的數據信息,在加(jiā)工操作的時候,全麵地收集整理電渦流傳感器數據信心,在獲得兩個差值數據(jù)信息後,將這些信息傳輸到數控操作係統中。
2、外圓數控車床活塞實驗誤(wù)差分析
2.1 程序參數調節控製不合理引發的問題
參數比值是設備板材和固定彈簧到(dào)達渦流傳感(gǎn)器檢測中心位(wèi)置(c)和(hé)鋁板、彈簧(huáng)板固定位置(zhì)到刀尖位置(zhì)的距離的(de)對比分析比值。在實驗操作的時候,如果經過測定分析後發現,通過讀鋁板以及彈簧(huáng)板(bǎn)的固定,需要準確地檢測到傳感器距離中(zhōng)心位置(zhì)的距離,而且也可以根據彈簧板固定位置,分析各項數據的比值,就會使得係統補償量變小。在對(duì)實驗研究的外圓數控車床(chuáng)研(yán)究分析後,可以確定鋁板以及彈簧板的固定位置(zhì),當其距離為 105mm 時(shí),鋁板以(yǐ)及彈簧板到(dào)尖刀的位置保持在70mm 的狀態,並得到其比值參數:1.5。需要注意(yì)的(de)是,在結構匯總的彈簧板分析中,需要掌(zhǎng)握其弧度問題,且比值是變動的,而非(fēi)一個固定的數值,最終將比(bǐ)值的(de)參數範圍設定(dìng)在 1.4 ~ 1.6,隻有參數的數值(zhí)被控製在這個範圍內,才能夠提升外圓數控車床加工的安全性和穩定性。
2.2 溫度導致的鋁板偏(piān)差
(1)鋁板熱變形。通過對機床刀(dāo)架係統運行狀況的(de)分析,在刀架(jià)安裝鋁(lǚ)板的過程中,其核心目的是(shì)降低鋁板運行中的慣(guàn)性應力。在(zài)機床剛開始較高的時候,機床的整體溫度(dù)會從室內25℃的溫度提升(shēng)到35℃的狀(zhuàng)態。
在(zài)具體實施操作(zuò)的時候(hòu),受鋁板熱膨脹係數的影響,鋁板熱(rè)變形是影響活塞加工誤差的重要因素。
(2)鋁板熱變(biàn)形的影響。根據係統(tǒng)運(yùn)行狀況,在設備操作中,由(yóu)於電渦流傳感器對鋁的(de)感應能力較低,在實際操作中,容(róng)易引起鐵片強度較高的(de)問(wèn)題,檢測溫度(dù)的變化範(fàn)圍在 0 ~ 10℃,在將關聯係數代入指定的參數後,得到電渦流初始狀態(tài)下的檢測數值,因(yīn)此,在具體的設備操作中,設備人員應(yīng)該(gāi)根據電渦流檢測係統(tǒng)的(de)運行狀態,對鐵片的位(wèi)置進行控製及調整,以及時消除刀架在橫軸熱變中的(de)誤差問(wèn)題。需要注意的是,對於相關(guān)設備維護人員,在具體的工程(chéng)操作中,需要根據鐵皮檢測麵以及傳感器斷麵的平行度等,確定各個係統的協(xié)調(diào)參數,以避免鋁板熱變對係統(tǒng)運行造成的(de)影(yǐng)響。
2.3 數控車刀安裝高度的影響
(1)數控車刀安裝(zhuāng)位置的影響。
通過對數控車刀安裝方案的分析,若出現(xiàn)高度不同的問(wèn)題,會降低係統的切削性能,也(yě)就是說,在具體的刀具安裝以(yǐ)及(jí)操作的過程中,當遇到刀尖(jiān)高於中心麵的問題,會(huì)在刀具工(gōng)作麵上(shàng)形成夾角,導致刀具工作之前的夾角偏差(chà)比較大。在具(jù)體操作時可(kě)以發現,工作前角在不斷變大(dà)的時候,就會減少切削層的變形,最終在使用操作的時候,會減(jiǎn)少整個(gè)機床運行管理的消(xiāo)耗,和減少這些(xiē)消耗伴隨出現(xiàn)的切削溫度的降低。在實施操作(zuò)的時候為(wéi)了能夠解決以上問題,需要操(cāo)作人員采取恰當的方式提升加工產品加工質(zhì)量。在具體操作的時候(hòu),若刀具安裝相對較高,會影響後續工件(jiàn)的生產,而且也(yě)無法提高零(líng)件的生產效率,降低(dī)各個設備流程的操(cāo)作價值,嚴重的會出現刀具崩裂的問題。因此,在具(jù)體的設備粗加工中,應保證刀頭(tóu)切割的輕度,通過刀具(jù)安(ān)裝高於中心位置的問題分析(xī),增強各個工(gōng)序施工的穩定性,由此在確保刀具強度的同時,還能為切削操作的開展提供重要支(zhī)持。而且,在精加工操作的過程中,通常會選擇後角施工方法,將刀具安裝在(zài)比較高的位置,避免刀麵及工件不(bú)對稱問題的出現,以增強工(gōng)件表麵(miàn)的施工質量。
(2)刀具(jù)安裝高度對刀具加工(gōng)精準(zhǔn)度的影響。
第一,尺寸誤差的分析。數控車(chē)床在不使用刀儀的時候一般會(huì)采(cǎi)用試切對刀方式,在試切操作後測量出數值對刀基準圓直徑的影響(xiǎng)。試切後測量出對刀基準圓直徑的影響,輸入係統會自動用刀具當前橫軸機械坐標剪去試驗切除的外圓直(zhí)徑大小(xiǎo),由此會得到工件坐標係橫軸原點的位置。車(chē)刀安裝高矮、尺(chǐ)寸(cùn)大小對刀基準誤差的(de)影響具體如(rú)表 1 所(suǒ)示。
表 1 車刀安(ān)裝高矮、尺寸大小對刀基準誤差(chà)的影響
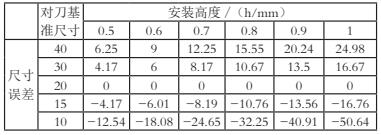
第二,在形狀誤差檢測(cè)的過程中,項目操作人員需要仔(zǎi)細分析錐度以及圓弧麵的(de)操作狀況,通過高度安裝以及高度的調節等,確定具體的工件加工方案,以避(bì)免(miǎn)加工工序不合理對施工工序造成的影響。例如,在進行圓錐加(jiā)工中,相關人員應該將半徑作為基本的編(biān)程參數,按照 x=az+c 方程(chéng)式進行圓錐加(jiā)工,以增強各個(gè)參數的精準性。整個過(guò)程中需要注意的是,當道具的安裝高度(dù)過高時,圓錐工件的(de)加工程序會出現雙曲輪廓(kuò)的狀態,導致兩條線會變成一個(gè)直線。而且,在車削外圓錐工件設計中(zhōng),其形狀的標準性與過切或欠切存在關聯,因此,在工件參數設(shè)定中(zhōng),一定要認識到刀的基準尺寸對圓錐形(xíng)狀造成的影響,避免誤差增大問題的出現。小端欠切(qiē),越朝(cháo)著小端的方向發展,由此產生的誤(wù)差也(yě)會增大。
第三,切削直(zhí)徑向力帶(dài)來(lái)的(de)加工誤差。結構中(zhōng)的刀尖位移量和(hé)彈簧板的變形(xíng)量之間存在密切的關聯,其中,彈簧(huáng)板變(biàn)形量又深受(shòu)切削向(xiàng)力的影響(xiǎng)。考慮到整個係統是在加工之前完(wán)成補償的,因(yīn)此,切削向(xiàng)力是分析加工(gōng)誤差的一個(gè)重要因素。在具體實施操(cāo)作的時候,由(yóu)於活塞要求的誤(wù)差範圍為 20um,由撓度公式可以推導出向力波動的範圍在 ±1.5N 左右。
3、結語
綜上(shàng)所述,車刀安裝(zhuāng)位置一(yī)般比較高,由此得到的(de)切削力也會降低,在具體應用操(cāo)作的過程(chéng)中,會產生一(yī)定的尺寸誤(wù)差和形狀誤差,由此影響了零件的加工質量。為此,在進行零件加(jiā)工操作的時候,需要確保車刀對準工(gōng)件的加工中心(xīn),通過選擇適合的刀具和加(jiā)工工藝參數來(lái)提升切削(xuē)性能。在安裝操作的時(shí)候如果無法規避偏差則需要(yào)使對刀基準尺寸和被(bèi)加工的尺寸大(dà)小相適應。在具體(tǐ)操(cāo)作的時候,對於連續加工的階梯軸則是要選擇軸的大端尺寸對刀基準尺寸。活塞尺寸誤差的(de)計算和分析會受到程序參數設(shè)定的影響,
在具體實施操作的時候(hòu),如(rú)果參數設定不(bú)夠合理就會使(shǐ)得活塞在使用的時候出現比較大規模的誤差,導致刀架的徑向力發生變化,從而影響彈簧板的彈性變形量。在具體加工操(cāo)作處理(lǐ)的時候,需要相關人員能夠結合實際情況做到具體問題具體分析。
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸(zhóu)承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(chē)(轎車(chē))產量數據
博文選萃
| 更多