


動力升級:新一(yī)代ANCA EDG,樹立PCD 製造的新標杆
2021-9-29 來源: 作者:
聚晶金剛石(PCD)產品的工業(yè)應用非常廣(guǎng)泛(fàn),它有極高的耐磨性,加工有色金屬材料時使用壽命長。金剛(gāng)石均勻的碳(tàn)晶格結構使其成為硬度(dù)極高的材(cái)料,特別(bié)適合需要高速度、高進給率(lǜ)和高耐磨性的製造工藝。PCD通(tōng)常(cháng)不用於加(jiā)工鐵或鋼等含鐵的材料,因為金剛石和鐵分子(zǐ)之間(jiān)會發(fā)生化學反(fǎn)應:金剛石中的碳原子與鐵或鋼(gāng)中(zhōng)的鐵(或亞鐵)原子(zǐ)反應生成碳化鐵(Fe3C),導致刀具邊(biān)緣損壞。但是,PCD適合加(jiā)工鋁(lǚ)和鑄鐵(tiě)的雙金屬材料。
EDG全新升級(jí),助力客(kè)戶實現降本增(zēng)效
PCD 刀具擅長的領域是有色金屬材料、複(fù)合材料、電子元件、木材和貴金屬。

適合使用PCD刀具加工的材料
加工這些材料時,PCD刀具有優異的耐磨性、耐熱性,刀具壽命更長。PCD材料並不是刀具(jù)領域的新發現,然而,隨(suí)著製造商競相生產輕質(zhì)耐用產品,各個領域中輕質材料的用量都在爆炸式增長,PCD刀具因其用途廣泛(fàn)而備受青睞。未來,隨著消費電子產(chǎn)品、輕型運輸和高效發電的快速發展,鋁和複合材料產品的用量還(hái)會持續高速增長。
有色金屬材料和PCD刀具需求不斷走高(gāo)的同時,刀具商卻麵臨著行業下行的壓力。他們一方麵需要降低刀具的製造成(chéng)本,一(yī)方麵(miàn)又要提高刀具的質量和耐用性。減(jiǎn)少循環時間(jiān)和增(zēng)加表(biǎo)麵光潔度是(shì)PCD刀具製造商(shāng)提(tí)高其利潤空間的必由之路。

圖1:ANCA 新一(yī)代 EDG磨床
為了讓ANCA客戶實現高質量、低成本的生產,EDG配備了新一代的ANCA Motion SparX電火花發(fā)生器。其采用全新(xīn)的設計,使用先(xiān)進的電力(lì)電子技術,能創建大電流和高頻率的(de)寬帶隙發生器,從而(ér)得到更高的(de)每脈衝兆安培通量並實現更好的融蝕過程控製(zhì)。與傳統電子技術相比,ANCA Motion SparX的新技術可實現更快、更可控性的融蝕過(guò)程,可以使用從納(nà)米級PCD(例如:元素6公司的0.85µm金剛石顆(kē)粒CMX850和含有2µm金剛石顆粒的CTX002)到晶粒等級很高的PCD(例如:平均粒徑為25µm的CTH025和CTM302a複合PCD,晶粒尺寸為2µm至30µm)。
此(cǐ)外,憑借著(zhe)5軸運動控製和旋轉銅(tóng)電極,ANCA EDG可輕鬆創建包括各種複雜的端麵和各種槽形的刀(dāo)具幾何形狀,軟件靈活,所生產的精密PCD刀具(jù)在價格和性能上都有顯著優勢。同時,ANCA EDG磨床功能(néng)強大,循環時間短,產品表(biǎo)麵光潔度高,是業內先進的融(róng)蝕磨床。
數據對比
為了(le)更直觀地比較,ANCA在EDG磨床、同級別的激(jī)光磨(mó)床、和最(zuì)新的融蝕機上進行(háng)了對比測試。考慮到激光無法製造大的(de)凹槽刀具,測(cè)試采用了 12 毫米二維剪切(qiē)釺焊(普通前刀麵)刀具。 PCD 材料是Element Six公司的 CTM302。

圖2:磨削結果比較(jiào)
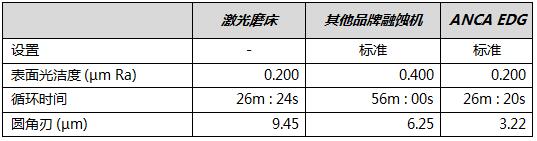
測試數據對比
從結果來看EDG的優點非常顯著,與激光加工(gōng)刀具相比,ANCA EDG製造的刀具切削刃鋒利了3倍。在鋁和複合(hé)材料的(de)加(jiā)工中鋒利的(de)切削刃非常重要(yào),有助於減少(shǎo)毛刺,同時提(tí)高表麵光潔度。鋒利的切削刃還可(kě)以降低複(fù)合材料(liào)加工過程中分層的風險。
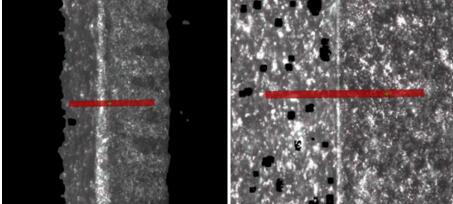
圖3:左為激光(guāng)加工刀具的切削刃,較厚;右為ANCA EDG 製造的切削刃,鋒利銳利
從測(cè)試結果可以得出:配備了新型(xíng)ANCA Motion SparX發生器的ANCA EDG適用於生產各行各業所有類型的PCD刀具。青出於藍而勝於藍,利用大電流和高頻率電力電子技術的新一代融蝕技術在傳統融蝕和激光技術的基礎上實現了效率和質量的進一步提升。
新一代ANCA EDG將於11月23-26日在深圳DMP現場展出,展位(wèi)號4F21,歡迎您蒞臨參(cān)觀、交流!
投(tóu)稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
")
行業數據(jù)
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月(yuè) 軸承出口情(qíng)況(kuàng)
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月 基(jī)本(běn)型乘(chéng)用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一台(tái)加工中心(xīn)精度的幾(jǐ)種辦法
- 中走絲線切割機床的發展趨勢
- 國產(chǎn)數(shù)控係統和數(shù)控機床何(hé)去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小(xiǎo)作坊?
- 機械行(háng)業最新自殺性(xìng)營銷,害人害己!不(bú)倒(dǎo)閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造(zào)業的騰飛,要從機(jī)床
- 一(yī)文搞懂數控車床加工刀具補償(cháng)功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區別