


機床大修與數控化改造
2020-10-4 來源: 南通大學工程訓(xùn)練(liàn)中心 作者:金曉明(míng)
摘要:普通機床適用於一些常規加工、粗加工以及較低精度加工。由於機床長期運轉或不當操作或缺少必要的維保,使得機床機構可能出現嚴重磨損,降(jiàng)低(dī)了加工精度。由於市場(chǎng)的競爭日益激烈,成本、質量、生產率和產量、交貨期,這些(xiē)因素都決定了需要對(duì)機床部分機構進行大修及數控化升級改造,可以(yǐ)提高產品的加工效率和加工精度,同時(shí)在原(yuán)有機床基礎上進行(háng)改造可以降(jiàng)低成本、縮短設備升級改造周期。
關鍵(jiàn)詞:普通機床;大修改造;機床精度;數控(kòng)改造
1 、行業背景(jǐng)和需求
近年來隨著“國之重器”的不斷出現,凸顯(xiǎn)出製造業的重(chóng)要性,而各個製造行業的發展都與機床裝備(bèi)的發(fā)展(zhǎn)密(mì)切相關。
由(yóu)於機(jī)床長期運轉或不當操作或缺(quē)少必要的維保(bǎo),使得機床機構可能出現嚴重磨損,降低了加工精度。
由於市場的競(jìng)爭日(rì)益激烈,成本、質量、生產(chǎn)率和產量、交貨期,這些因素都決定了數控化升級改造前需要對(duì)機床部(bù)分機構進行大修,這樣才可以(yǐ)提高產品的加工效率和加工精度,在原有機床基礎上進行改造可以降(jiàng)低成本、縮短設備升級改(gǎi)造周期。
2 、大修改造方案(àn)的確定
2.1 技術(shù)可行(háng)性評估
技術可行性評估是大修和改(gǎi)造的第一步。通常來看,普通機床在數控改(gǎi)造前,大部分都需要進行部件修理,對被改(gǎi)造機床進行結構(gòu)、性能、精(jīng)度等技術現狀的全麵分析。確(què)定修理的要求、範圍、內容,包括機床原有結構是(shì)否合理,基(jī)礎部(bù)件及結構件是否足以支(zhī)撐改造等;也要確定因數控改造而需進(jìn)行機(jī)械結構改造(zào)的要求、內容。
將(jiāng)普通機床改造(zào)成數控機床,要考察各坐標軸的機械傳動結(jié)構及導軌副(fù)的形式(shì)等是否適用;還要確定電氣改(gǎi)造與(yǔ)機械修理(lǐ)、改造之間的時間順序(xù),按照不同的步驟交(jiāo)替進行,縮(suō)短改造工期。機械性(xìng)能的完好是數控改造(zào)成功的(de)基礎。測量機床目前的各項精度與出(chū)廠精(jīng)度進行對(duì)比,是否存在(zài)差距。機床經長期使用或閑置後,在機械、液壓、潤滑、清潔等方麵會不同程度地存在(zài)問題。
因此根據對現有機床的評估和改造需求,首先要進行全麵保養,然後對機(jī)床做一次改前的幾何(hé)精度、尺寸精度(dù)測量,記錄在案。這樣(yàng)既可(kě)以對改造工作起參考作用,又(yòu)可(kě)在(zài)改造結束時做對比分析用。
2.2 普通機床功能部(bù)件
以(yǐ)改造(zào)數控車(chē)床步驟為例:
①數控係統(tǒng),方(fāng)案一、數控係統+兩(liǎng)軸步(bù)進係統:方案二、數控(kòng)係統+兩軸伺(sì)服係統。
②電動刀架電機的更換。
③控製箱更新:包括低壓電器,變壓器,行程開關等。
④機械部分:1)機械(xiè)精度(dù)恢複:a)重新貼塑;b)導軌磨削:2)機(jī)械各部件修複、清理、重裝。
⑤現場整機聯調(diào)。
2.3 數控改造方案
X、Y 軸均作數(shù)控改造,絲杆換成滾珠絲杠,驅動形式改為步進驅動或伺服驅動,控(kòng)製係統采(cǎi)用西門子數控係統。如圖 1 所示,電機輸出用同步齒形(xíng)帶傳動至絲杠,絲杠在(zài)一對 NSK 軸承和一隻輔助軸承支承(chéng)下,帶動(dòng)螺母往複運動,工(gōng)作台和(hé)刀架均設有雙向限位開關,刀架還配有斷電(diàn)製動器(qì),2 隻電機座鑄(zhù)造而成。
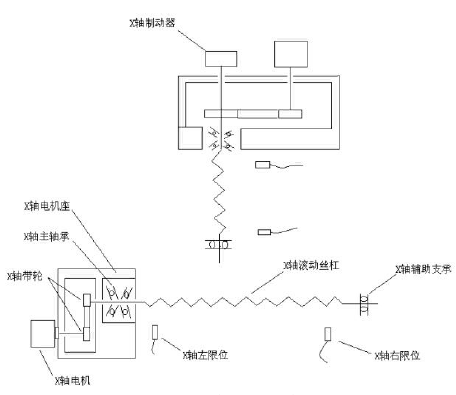
圖 1 絲杠運動示意圖
2.4 主要部件的選用
2.4.1 進給機構的選(xuǎn)用
進給傳動機構的動作過程:是以電機為動力源,由齒輪(lún)(帶輪、直聯)傳動傳遞動力帶動絲杆(gǎn)作旋轉運動,絲(sī)杆再帶動刀架(jià)作進給運動。傳(chuán)動方式:①齒輪傳動;②帶輪傳動;③直聯傳動。絲杆支撐方式:滾珠絲杆支撐:
1)一端軸向固定一端自由,常用於短絲杆和豎(shù)直安裝的絲杆(gǎn)。2)一端固定一端簡支,常用於較長的臥式安裝絲杆。3)兩端固定,常用於長絲杆或高轉速,要求高精度,高強度的地方。
本進給傳動結構主要有以下特點(diǎn):結構簡(jiǎn)單,加工方便;體積小巧靈活,安裝(zhuāng)方便(biàn);運動平穩且保證一定得加工精度;壽命長,安全(quán)環保。以(yǐ)電機、傳動機構(齒輪、帶輪、直聯)、絲杆與支撐為主幹。絲杆由支撐機構懸掛在床身一側,用內六角圓柱頭螺釘和墊圈將支撐機構固定在床身外(wài)側。絲杆以電(diàn)機為動(dòng)力(lì)源(yuán),通(tōng)過傳動機構傳遞動(dòng)力帶動絲(sī)杆旋轉,絲杆(gǎn)再帶動刀(dāo)架形成進給運動(dòng)。
本傳動進給機構可以采用多種(zhǒng)傳動方式和多種絲杆支撐方式,針對不同的數控機(jī)床采用合理的機構,以保證設(shè)計結構簡單合理(lǐ)、運行(háng)可靠穩定、進給準確和較高的(de)加工(gōng)精度。
2.4.2主軸
主軸單元是影響機床性(xìng)能的最關鍵(jiàn)部件。
因為主軸直接帶動刀具或工件進行切削運動,其轉速和(hé)精度直接影響工件的加工精度和(hé)生產率(lǜ)。主軸單元的(de)轉速和回轉精度是評價數控機床整體性能的重要(yào)指標,是用戶(hù)購買機床時所考慮的主要參數。高速主軸單元的性能涉及主軸的設計方法、材料、結構、軸承、潤滑冷卻、溫升、平衡、噪音等多項相關(guān)技術。其中一些(xiē)技術問題是相互矛(máo)盾和製約(yuē)的,例如,主軸(zhóu)轉速高,溫升就高,主軸軸承預負荷就(jiù)較低,這樣就減低了剛(gāng)度,加工精度就會(huì)下降。因此需要根據機床的自身(shēn)狀(zhuàng)態(tài)及使(shǐ)用(yòng)要求來選(xuǎn)配主軸單元,這樣(yàng)做到既能滿足機床全(quán)部功能要求又不會增加成本。
3 、數控化(huà)改造的內容
3.1 係統的選(xuǎn)擇
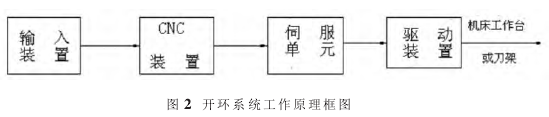
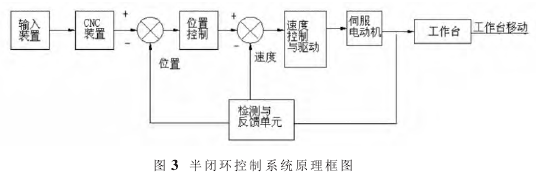
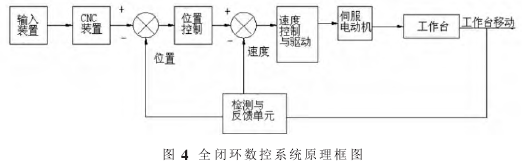
數控係統(tǒng)按有無測量裝置可分為開環數控係(xì)統和閉環數控係統(tǒng)。閉(bì)環數控係統根據測量裝置采(cǎi)樣點的位置又可分全閉環數控係統(tǒng)和半閉環數控係統(tǒng)兩種。(圖 2-圖 4)在做數控改造時(shí),根據機床的(de)自身狀態及使用要求來選配(pèi)數控係統。根據機床的功能(néng)要求選擇相應控(kòng)製(zhì)係統的類型,做(zuò)到既能滿足機床全(quán)部功能要求又不(bú)會提高標準增加(jiā)成本。
3.2 電機的選配
確定負載的性質(如水平還是垂直負載(zǎi)等),轉矩、慣量、轉速、精度、加減速等要求,上位控製要求(如對端口界麵和(hé)通訊(xùn)方麵的要求),主要控製方式是位置(zhì)、轉矩還(hái)是速(sù)度方(fāng)式。供電(diàn)電源是直流還(hái)是(shì)交流(liú)電源,電壓範圍。此以確(què)定電機和配(pèi)用動器或控製器的型號。電機的選擇應根據具體應用情況而定。
3.3 試加工驗收
機床精度驗收和試切削加工驗收。
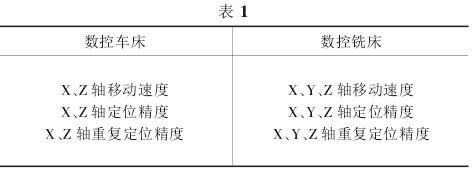
3.3.1 機床(chuáng)精度(表 1)
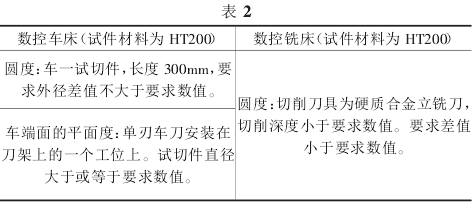
3.3.2 試切削件加工(表 2)
3.4 人員培訓
機(jī)床改造後,需要對使用人員做出(chū)專業培訓。因此提前為使用人員設計合(hé)的操(cāo)作及安全防護知(zhī)識培訓(xùn)十分重要,否(fǒu)則改造後的(de)機床很難迅速(sù)投入生產使用。培訓內容一般應包括操作麵板(bǎn)按鈕及指示燈的功能、含義;操作係統的(de)功能範圍(wéi)、使用方法;維護保養(yǎng)及安全防護要求;自動化編程和編程標準(zhǔn)等等。
按(àn)係統操作編程說明書規定的(de)各種指令及(jí)功能均可正(zhèng)常使(shǐ)用,保證參數設(shè)定合理。
4 、結語
綜上所述,普通機床是加工行業普遍使用的設備之(zhī)一,在這個基(jī)礎(chǔ)做出的數控改(gǎi)造,投入較小,改(gǎi)造周期縮短,可以盡快使設(shè)備在生產中創造效益。因此(cǐ),做好普通機床設備的維修和數控改造工作,按照不同的需求有製定改造解決(jué)方案,保(bǎo)障設備(bèi)精度,提高壽命(mìng),提高加工工藝和加工效率,創造出更多的經濟效益和社會效益。
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更(gèng)多相關信息
")
業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口(kǒu)情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據