


小型齒輪加工單(dān)元自動上下料係統的設(shè)計與實(shí)現
2019-11-13 來源:南京工(gōng)業大學機(jī)械與動力工程學院等 作者:陸 寧 洪榮晶 謝 傑
采用機(jī)械手(shǒu)實現自動上下料技(jì)術(shù)是機器人技術應用(yòng)的一(yī)個重(chóng)要方麵。機器人自動上下料係統具有定位精度高、無(wú)疲勞作業、結(jié)構簡單、便於(yú)維護等優點,因此廣泛應用於各(gè)製造領域。
在小型齒輪加(jiā)工過程中,大多數中小企業仍采用人工或半(bàn)自(zì)動作(zuò)業,齒輪的上下料需要重複持續作業,工人勞動強度較大,持續(xù)作業的一致性與(yǔ)精準性得不到保證而導致的齒輪質量不合格問題也時有發生(shēng)。隨著用工成本的提高及生產效率提升帶來(lái)的競爭壓力,加工能力的自動化程度及柔性製(zhì)造能(néng)力成為企業競爭力提升的關(guān)鍵。
本文以某(mǒu)企業實際生產需求(qiú)為研究背景,從改進小型齒輪加工過程中人工上(shàng)下料(liào)存在的不足出發,設計了一套小型(xíng)齒輪加工單元(yuán)自動上下料係統(tǒng)。係統以S7-1500PLC 為主控(kòng)製(zhì)器,綜合運用了工業(yè)機器人技術、工業以太網技術及傳感器技術等,有效的實現了齒輪加工過程中的自動上下料工作。降(jiàng)低(dī)了工(gōng)人勞動強度(dù),保證(zhèng)了產品加工質量,實現(xiàn)了小型齒輪的大批量、自動化生產。
1、係統方案提出(chū)
1. 1 係統組成、布局確定
此項目要求機器人上下料工件為小型齒輪,如圖1 所示。工件包括兩道加工工序: 端麵及外(wài)圓車削和輪齒加工。
由工件加工工(gōng)藝分(fèn)析擬(nǐ)定采用數控車床對齒輪的端麵(miàn)及外圓進行車削。考慮到齒輪整體(tǐ)加工精度要求不高,且需要大批量加工(gōng),故選取滾齒的加(jiā)工工藝。在合理計算、規(guī)劃機床加工時(shí)間與機器人(rén)上下料(liào)時間的前提下,本項目采用一台工業(yè)機器人為一台(tái)數控車床(chuáng)及一台數控滾齒機上下料的方案,輔以工件翻轉台(tái)、工件儲料架等周邊設備(bèi),搭(dā)建(jiàn)一個小型齒輪加(jiā)工單元自動(dòng)上下料係統。機器 人 選 用 UR10 工 業 機 器人,有效負載 10kg,工作範圍可達(dá) 1300mm,接口兼容大多(duō)數工業傳感器及 PLC,支(zhī)持以太網通訊; 采用 SIEMENS 數控係統的數控機(jī)床,機床卡盤與防護門均采用氣動(dòng)控製方式(shì),且設有工(gōng)作到位(wèi)檢測開關。係統布局如圖 2所(suǒ)示。

圖 1 工件實物(wù)圖
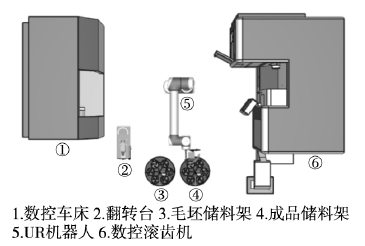
圖 2 係統整體布局
1. 2 工作過(guò)程規劃
根據加工單元技術要求及(jí)工藝特點,並結合(hé)加工單(dān)元結構組成,對工作過程進行規劃,如圖(tú) 3 所示(shì)。
考慮到加工單元初次工作時,數控車床內部並無成品完成件,因此(cǐ)需由機器人首次取料至(zhì)車床加工,待加工完(wán)成(chéng)後,由翻轉台進行加工麵更換,繼續上料數控車床,然後從毛坯儲料架繼續抓料。待前工件加工完成後,機(jī)器人雙(shuāng)手爪工(gōng)作,進行車床上下料操作,滾齒機內部同(tóng)樣無成品完成件,因此隻(zhī)進行一次車削完成件的上料操作。如(rú)圖中虛線框所示。
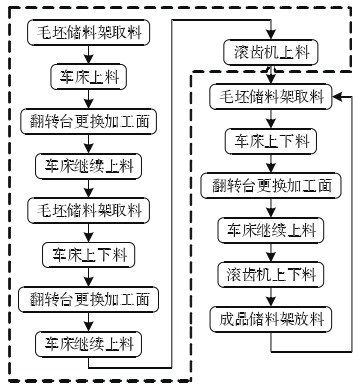
圖 3 係(xì)統工作(zuò)流程
2、控製係統設計
2. 1 控製單元組成(chéng)
係統包括數控車床、數控(kòng)滾齒機、工業機器(qì)人、儲料架、翻轉台 5 個控製單元(yuán)。各控製單元完成動作後,須有相(xiàng)應的動作完成信號發出,從而(ér)通知係統下一步的動作。
為保證各控製單元的正常工作順(shùn)序及控製邏輯的合理性,加工單元采用西門子 S7-1500 係列 PLC 作為主控製器(qì),統一接收處理各控製單(dān)元的傳輸(shū)信號,協調各設(shè)備之間的動作響應。PLC 接有(yǒu)人機界麵觸(chù)摸屏,實現(xiàn)對現場設備(bèi)工作(zuò)狀態的集中監控。翻轉台及(jí)儲料架的動作由主控 PLC 控製,機器人與數控機床由自(zì)身(shēn)集成的控製器(qì)控製,機(jī)器人、數控機床控製單(dān)元采用MODBUS-TCP 協議(yì)與主控 PLC 通訊。加工單元控製係統結構關係示意圖如圖 4 所示。
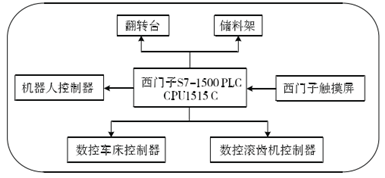
圖 4 控製(zhì)係統結(jié)構關係示意圖
2. 2 通信係統(tǒng)建立
為提(tí)升係統(tǒng)整體結構(gòu)的(de)時效性,有效實現各設備之間的通訊連接,上下(xià)料係統需采用安全可靠、準確(què)快速的(de)通訊(xùn)方式。
係(xì)統采用工業以太網通訊方式,將機器人、數控機床、主控 PLC、觸摸屏、終端計算機等進行通訊連接(jiē)。其中機器人負責工件上(shàng)下料示(shì)教編程,主控 PLC 除協調其他設備之間的信息交互,還控(kòng)製翻轉台及(jí)儲料架的動作。觸摸屏用於工作狀態的監(jiān)控、提示。終端計算機負責程(chéng)序的編程與調試(shì)。網(wǎng)絡通信係統結構如圖 5 所示。
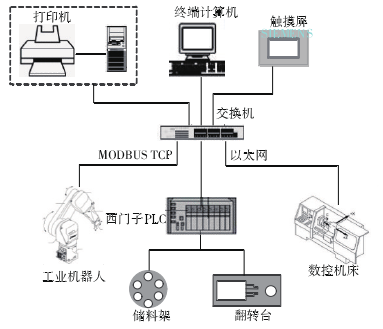
圖 5 通信係統結構
2. 2. 1 MODBUS TCP 通信協議
MODBUS-TCP 通信協議是運行在 TCP / IP 上的一種通信傳輸協議(yì),利用(yòng)該協議構建的以太網絡具(jù)有成本低(dī),通(tōng)訊(xùn)高效、穩定,簡單(dān)易用等特點(diǎn),可實(shí)現設備與(yǔ)設備之間,設備與網絡(luò)之間的有效通訊(xùn),因此廣泛應用於工業控製領域。本係統中,主控 PLC、機器人、數控機床控製器等均集成以(yǐ)太網接口,可通過 MODBUS-TCP 通信協議實現通訊連接。數據傳輸建立之(zhī)前,MODBUS-TCP 通信協議需確定設備之間的(de)邏(luó)輯關係,並建立 MODBUS 與 PLC 間的響應地址,從而保證通信的(de)正常穩定。
2. 2. 2 主(zhǔ)控 PLC 與機器人通訊
調用(yòng)西門子 TIA Portal 軟件內嵌的(de) S7-1500 MOD-BUS-TCP 庫函數實現主控 PLC 與機(jī)器(qì)人的以太網通信,完成設備間的參數配置及狀態(tài)讀寫。主控 PLC 作為MODBUS-TCP 客戶端發送讀寫請求,服務端機器人負責(zé)請求的響應。
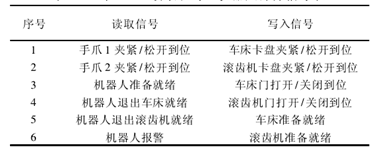
為保(bǎo)證主控(kòng) PLC 正確地發送(sòng)和接收機器人數據,MODBUS-TCP 通信必(bì)須設計好兩者之間的數據讀寫區域。通信數據以字節為單(dān)位存儲於設備寄存器中,以字作為傳輸單(dān)位,以位為尋址單(dān)位(wèi)。以 PLC 讀取機(jī)器人狀態數據為例(lì),通過“機器人(rén)狀態字”讀取函數,將機器人內部輸出變量 SYSTEM /DO0 對應的 MODB-US 地址開始的 4 個字,讀入主控 PLC 並(bìng)存放(fàng)在 P #M3000. 0 開始的 4 字中; 當 PLC 發送數據至機器人時,“機器人控製(zhì)字”函數工作,將 P#M3100. 0 中的開始 4個字 節 寫 入 機 器 人 輸 入(rù) 變 量 SYSTEM /DI0 對 應 的MODBUS 地址開始的 4 個字節中。主控 PLC 讀取(qǔ)和寫入機器人部分信號見表 1。
表 1 主控(kòng) PLC 讀取(qǔ)和寫入機器人部分信號表
IP 地址分配是(shì)使用 MODBUS-TCP 通信的必須步(bù)驟,要保證所有設備網絡地址必須在同一網段內。利用 TIA Portal 為係統各個硬件分配 IP 地址,主控PLC IP 地址為 192. 168. 8. 10,機器人 IP 地址為 192.168. 8. 103。
明確了機器人與(yǔ)主控 PLC 之間(jiān)讀寫信號及相關(guān)參數設定,分配各設備 IP 地址後,調用“MB_CLIENT”通信指令,實現客戶端與服務端之(zhī)間的(de)數據讀寫通信連接。編製(zhì)的 MODBUS-TCP 通訊程序如圖 6 所示。
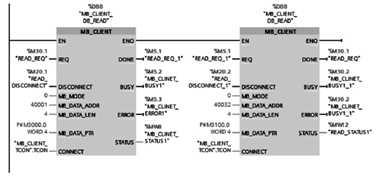
圖 6 主控(kòng) PLC 與機器人(rén)通訊程序
3、機器人上下料程序設計
3. 1 機器人上下料路徑規劃
機器人要完成在儲料架、數控機床、翻轉台之間的上(shàng)下料工作,移動路徑多樣,有必要對機器(qì)人上下料運動路線進行設計。根據係統結構布局,利(lì)用 UR 機器 人 示 教(jiāo) 編 程,規劃的機器人(rén)上下料路線圖(tú)如圖7 所 示。 設 計 過程 中,為 減 小 機器 人 與(yǔ) 儲(chǔ) 料 架、機床夾具(jù)之間的(de)配 合(hé) 偏(piān) 差,固 定配 合 移 動 方 向,保證工件持續(xù)裝夾作業的一致性,需在機器人上下料處設置不同的 TCP 坐標點,即建立不同的(de)工(gōng)具(jù)坐標係。
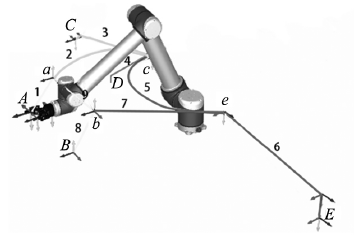
圖 7 機器(qì)人上下料路徑
圖中(zhōng) A、B 兩點為毛坯(pī)抓取點與(yǔ)成品放置點,a、b為上下料的(de)初始準備位置; C、D、E 分別為數控車床、翻轉台、數控滾齒機的工(gōng)件裝夾處(chù),c、e 分別為機器人與數控機(jī)床(chuáng)之間上下料的初始準備位置。
3. 2 機器人上下料(liào)流(liú)程設計
根據機器人上下料路徑規劃,設計的機器人運動流程圖如圖 8 所示。
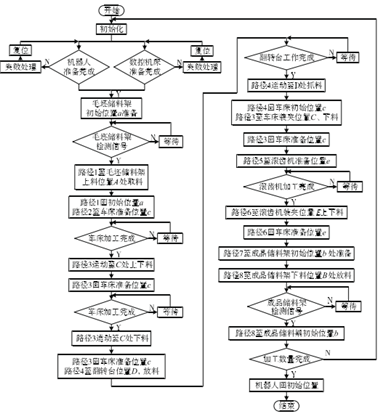
圖 8 機器人運動流程
3. 3 機器人上下料程序編程
Polyscope 編程為 UR 機器人 UI 層(céng)編程方式,示教器上編輯(jí)程序(xù),機(jī)器人執行,編(biān)程(chéng)方式簡單,程序易於調試、修改。根據機器人的軌跡規劃及上下料流程,編寫了機器人上下料程序。以機器人上下料數控(kòng)車床運動程序為例,描述如下。圖(tú) 9 為機器人(rén)上下料數控車床現場(chǎng)圖。

圖 9 機器人上下(xià)料(liào)數控車(chē)床
. . . . . .
LOOP 9 TIMES
MOVEJ Waypoint1; 機器人初始位置準備
Call Sub Program1: 機器人抓取(qǔ)毛坯件子程序
Call Sub Program2: 機器人上(shàng)下料數控車床子程序
MOVEJ Waypoint4; 機器人至車床準備位置
Wait DI14 = HI; 等(děng)待車床加工(gōng)完成信號
Wait DI6 = HI; 等待車床門打開到位(wèi)信號
MOVEL Waypoint5; 手爪(zhǎo) 2 至卡盤右側 5CM 處
MOVEL Waypoint6; 手爪 2 至工件裝(zhuāng)夾處
Set DO1 = OPEN; 手爪 2 夾緊(jǐn)
Wait DI3 = HI; 等(děng)待手(shǒu)爪 2 夾緊到位信(xìn)號
Wait DI12 = HI; 等待車床卡盤鬆開到位(wèi)信號(hào)
MOVEL Waypoint5;
MOVEJ Waypoint7; 手爪 1、2 位置互換
MOVEL Waypoint6; 手爪 1 至工件裝夾處
Wait DI10 = HI; 等待車床卡盤夾緊到位信(xìn)號
Set DO0 = CLOSE; 手爪(zhǎo) 1 張開
Wait DI4 = HI; 等待手爪 1 張開到(dào)位信號
MOVEL Waypoint5;
MOVEL Waypoint4;
Wait DI8 = HI; 等待車床門關閉到位信號
Wait DI14 = HI; 等待車床加工(gōng)完成信號
Wait DI6 = HI; 等待車床門打開到位(wèi)信號
MOVEL Waypoint5;
MOVEL Waypoint6;
Set DO0 = OPEN; 手爪 1 夾緊
Wait DI2 = HI; 等(děng)待手爪 1 夾緊到位信號
Wait DI12 = HI; 等待車床卡盤鬆開到位信號
MOVEL Waypoint5;
MOVEL Waypoint4;
Call Sub Program3; 機器(qì)人上料翻轉台子程序(xù)
Call Sub Program4; 機器人上(shàng)料數控車(chē)床子程序
Call Sub Program5; 機器人上下料滾齒機子程序
Call Sub Program6; 機器人下料成品件子程序
MOVEJ Waypoint1;
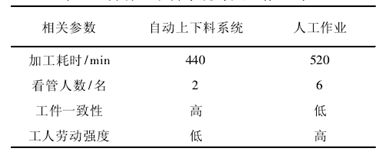
對企業布局的 6 處小型(xíng)齒輪(lún)加工單元進行加工試驗,分別加工齒輪 20 件,與人工作(zuò)業相比,自動上下料係統加工效率(lǜ)得到顯著提高,產品穩定性得到進一步改善。對比結(jié)果見表 2。
表 2 自動上下料係統與人(rén)工作業對比
4、結束語
在(zài)“智(zhì)能製造”的發(fā)展規劃下,小型齒輪加工單元自動上下料係統的設計為中小企業自動化程度及競爭力的提高提供了新思路。現場加工試驗表明:
(1) 通過合理布局自動(dòng)上下料係統,可有效(xiào)地節省人力(lì)資源及企業用工成(chéng)本,提高中小企業加工效率;
(2) 自(zì)動上下料係統具有較高的重複定位(wèi)精(jīng)度,成品件一致性較人工作業得到大(dà)幅度提高;
(3) 係統采用西門子 S7-1500PLC 作為主控(kòng)製器,通過 MODBUS-TCP 通信協議,實現了工序間的信息流、工序轉換的自動化,布局簡單,調試方便。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行(háng)資訊合作,歡迎(yíng)聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行(háng)資訊合作,歡迎(yíng)聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視(shì)點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床(chuáng)產量數據(jù)
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月(yuè) 基本型乘用(yòng)車(chē)(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中(zhōng)心精度的幾種辦法
- 中(zhōng)走絲線切割機床的發展趨勢(shì)
- 國產數控係統和數控機床何去(qù)何從?
- 中國的技術工人都去哪(nǎ)裏了?
- 機械老(lǎo)板做了十(shí)多年,為何還是小(xiǎo)作坊?
- 機械行業最新自殺性營銷(xiāo),害人害己!不(bú)倒閉才(cái)
- 製造業大逃亡
- 智(zhì)能時代,少談點智造,多談點製造
- 現實麵前(qián),國(guó)人沉默。製(zhì)造業的騰飛,要從機床
- 一文搞懂數控車床加工刀(dāo)具補償(cháng)功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與(yǔ)螺旋銑孔加工工(gōng)藝的區別