


車床加工高密度海綿的(de)探索
2018-8-14 來(lái)源: 中國工程(chéng)物(wù)理研究(jiū)院流體物理研(yán)究所 作(zuò)者:王華(huá),邵文普,曹蓋(gài)
關(guān)鍵詞:海綿工件;車床;機械加工;特殊刀具
摘要:海綿是一種(zhǒng)非常軟的物(wù)質,屬於(yú)成型產品,稍有(yǒu)壓力(lì)極易變形凹陷。若在車床上再次加工,很難保證海(hǎi)綿在加工過程中不受力變形,從而保證其尺寸。有關海綿的切削(xuē)加(jiā)工,在書籍以及自己實際的(de)工作中並沒有(yǒu)遇到過,無從借鑒。在加工過程中,經過多(duō)次試(shì)製,設(shè)計海綿專用工裝,調節合適的切削參數,終於實現了大厚度海綿在車床上的切削,保證了加工任務的圓滿完成,同時也為今後切削加工海綿提供方法和參考。
1 、海綿(mián)簡介
海綿在行業內區(qū)分的方法是以密度來劃分的,密度(dù)<18kg/m3 為低密度海綿,密(mì)度在18-45kg/m3 為中密度海綿,密度≥45kg/m3 為高(gāo)密度海綿。
筆者所加工的海綿屬於密度≥45kg/m3 為高密度海綿,它(tā)具(jù)有吸收外力(lì)、手感細膩、柔軟、舒適的特點(diǎn),在汽車、家私、保健、玩具等行業能夠滿足多種市場需(xū)求,海綿製品一般為(wéi)成品件,若在車床上再次加工(gōng),難以裝夾且沒有合適(shì)的(de)切削刀具[1-2]。
2、 海綿(mián)加工分析
在工(gōng)作中(zhōng)曾多次接觸海綿的加工任務,所要加工的海綿一般僅有10mm 厚,且形狀多為長方(fāng)形或正方形。鉗工使用刀片直(zhí)接(jiē)劃分就可以保證產品成形。
此次需要加工的材料為80mm 厚的高(gāo)密度海綿。要求加工形成圓筒形,如圖1 所示(shì)。海綿工件外形尺寸Ф100mm×Ф60mm,長度為80mm。如果采用以往鉗工的方(fāng)式,即用刀片一(yī)次劃割,並不能劃透,需要分(fèn)幾下才能完全劃割開來,但其邊框並不平整,而且(qiě)Ф60 及Ф100 兩端會形成錐度,一(yī)頭大一頭小非常明顯,很難達到尺寸要求。故手工劃割(gē)根本不能滿足(zú)圖紙的尺寸精度要求(qiú),外觀效果也並不理想。
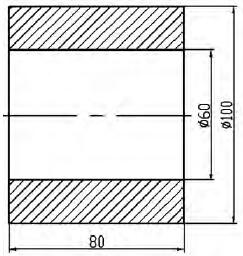
圖1 高(gāo)密度(dù)海綿加工件
3 、工藝分析及製定
接到此加工任務時,筆者憑借多年的工作經驗,確定需(xū)在(zài)普通車床上加(jiā)工此工件。但普通車床車(chē)削這種大厚度(dù)海綿時有以下兩個方麵需要仔細考慮[3]:
(1)由於(yú)海綿比較柔軟,無法在車床上直接(jiē)裝(zhuāng)夾(jiá),首先就要解決裝夾的難題。
(2)由於海綿彈性(xìng)好的特性,普通刀具根本無法完成海綿的(de)車(chē)削,需要筆者磨製(zhì)一特殊的刀具完成機械加工。
3.1 裝(zhuāng)夾方案的(de)確定
為解決海綿工件的裝夾難題,筆者結合多年的加工經驗,設計專用(yòng)工裝,如圖2 所示。首先加工一木製靠胎(tāi)具,靠胎具大外圓Ф200mm,另一頭加工一(yī)個台(tái)階(jiē)外圓,外徑大小適合卡盤裝夾即可。由於Ф200mm 的端麵要和海綿接觸,為了(le)保證接觸可靠不會(huì)自轉應適當增大海綿與靠胎之間的摩擦(cā)力,所以(yǐ)靠胎具表麵(miàn)粗糙度應在12.5um。然後選擇重量較輕的有機玻(bō)璃加工一件頂蓋,頂蓋(gài)外徑要小於Ф60mm,加工成Ф55mm,厚度10mm,與海綿(mián)接觸一麵(miàn)的(de)粗糙(cāo)度為12.5um。裝(zhuāng)夾過(guò)程中(zhōng)先把木製靠胎裝夾在車床卡盤上讓海綿與胎(tāi)具表(biǎo)麵接觸,再由尾座使有機玻璃頂蓋輕輕(qīng)接觸海綿表麵保證海綿不會下落,整個過程一定要輕,力(lì)量重了將會使海綿凹陷變(biàn)形。車削過(guò)程中(zhōng),選擇低運轉主軸,一般(bān)不要超過每分鍾150 轉。
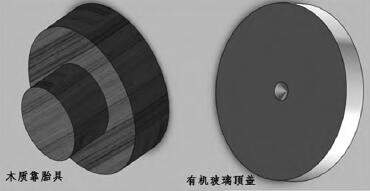
圖2 海綿加工工裝(zhuāng)
3.2 刀具的解決方案
由於車刀要直接(jiē)從海綿端麵切入,切入深度(dù)為80mm,因此要求車刀壁厚要非常薄,且刀具形狀應設計為長窄形。

圖3 海綿切削刀(dāo)具
起初,采用切(qiē)刀條磨(mó)製了一把車刀(dāo),試切後,發現厚度(dù)已經很薄的切刀條仍然(rán)不(bú)能滿足要(yào)求,加工(gōng)出的海綿表麵粗糙度不好,且軸向尺寸變化較大(dà)。分析原因,得知由於切刀仍然過寬過厚(hòu)造成,必須磨製一把長窄形並且厚度要更加薄的車刀(dāo)才行,此時(shí)想象各種成型刀具均不能滿足要求,而手鋸的鋸片屬於長窄薄的類(lèi)型,且(qiě)剛性好,具有一(yī)定的強度,不會因為鋸片過薄,切入海綿時發生讓刀的情況。在砂輪機上磨製了一把刀片(piàn),長約150mm,寬約7mm,鋸片(piàn)厚(hòu)度0.6mm,刀尖部磨製的類似一把水果刀,如圖3 所示。刀磨好後(hòu),卻因為它厚度太薄,無法裝夾在刀架上,故又設計了一個刀套。取一件80×50×25 的鋼料(liào),邊緣5mm處銑一條寬5mm 深10mm 的通槽,攻2 個M5 螺孔,刀片(piàn)放在槽(cáo)內,用螺釘鎖緊,刀套直接裝夾在刀架上,這樣就完成了(le)刀片的固定,如圖4 所示。

圖4 刀具安裝(zhuāng)示意圖
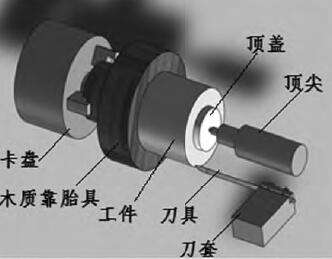
圖5 海綿加工示意圖
3.3 加工過程
工件及刀具裝好(hǎo)後,如圖5 所示,選擇低速運轉主軸,不可以超過每分鍾150 轉,走刀量(liàng)每轉0.2mm。先將車刀(dāo)沿海綿外徑大於Ф1000mm,大概Ф120mm 出上刀,直接劃入80mm 深,然後退刀測量尺寸。測量尺寸後,根據測(cè)量值利用中拖板刻度,劃割外圓及內孔,退開尾座,取下工件,經測(cè)量Ф60 及Ф100 的兩端(duān)麵錐度(dù)大約在(zài)0.2mm 以(yǐ)內,表麵(miàn)非(fēi)常光滑,沒(méi)有接刀痕跡,工件加工完成。
4 、結束語
本文簡要介紹了筆(bǐ)者車削海綿時的經驗體會(huì),著重分析了(le)海綿車削加(jiā)工時遇到的加工難題以及在車削過(guò)程中總結的一套行之有效的加工(gōng)方法。此種加工方法操作簡(jiǎn)單,非常適合於海綿類零件的車削,有推(tuī)廣(guǎng)價值。
投稿箱(xiāng):
如果(guǒ)您有機床行(háng)業、企業相關新聞(wén)稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行(háng)業、企業相關新聞(wén)稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多
調查")
行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削(xuē)機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基(jī)本型乘用車(轎車(chē))產量數據
- 2024年11月 新能(néng)源汽車(chē)產量數據
- 2024年11月 新能源汽(qì)車銷(xiāo)量(liàng)情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情(qíng)況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型(xíng)乘用車(轎(jiào)車)產量數據