


普通機(jī)床加工孔內(nèi)同軸環槽和反锪端麵裝置
2018-1-11 來(lái)源: 包(bāo)頭職業技術學院 作者:張(zhāng)桂霞
摘 要:機床的加工一直是企業生產的重要內(nèi)容,在機(jī)床的加工裝置中有很多方式和裝置方法,本文為明確區(qū)分普通機床加工孔內同軸環槽和反锪(huō)端(duān)麵裝置的幾種裝置方式,主要分析三種裝置結構和(hé)工作原理,希望能對產品的生產和機床(chuáng)的裝置優化有所啟(qǐ)發。
關(guān)鍵詞:普通機床(chuáng) 孔內同軸(zhóu)環槽 反锪端麵裝置
引言(yán)
機床的裝(zhuāng)置過程和工作原理一直是機床生(shēng)產的重要方麵,尤其是(shì)在更高(gāo)層次的產品生產中,往往會出現相關的技術難點,本文在研究和分析徑向切孔內環形槽裝置、可軸向移動、徑向切孔內環形槽裝置和具有反锪孔端麵的裝置的基礎上,有針對性地優化(huà)和調(diào)整機床的裝置結構,設置切孔內環形槽(cáo)裝置和切孔內寬環形槽的特殊裝置等,希(xī)望能對機床生產產生作用。
1 、三種裝置的工作特點和原理
普通鑽削類機床的(de)生(shēng)產由於缺少相關的動(dòng)力部(bù)件以保證(zhèng)徑向運(yùn)動的正常開展,會導(dǎo)致產品(pǐn)的加(jiā)工不利於生產。如圖 1 所示的內孔(kǒng)環形槽及孔端麵非常不(bú)適合,在這種情況下,隻有通過聯接器 ( 套筒卡頭 ) 與鑽、鏜床的相互作用,最後達到與主軸(zhóu)相連的目的,對(duì)於保證(zhèng)切削刀具同時發生徑向移動和軸向移動的運動軌跡有很大的作(zuò)用,保證(zhèng)零件孔的(de)中切槽和反锪(huō)孔端麵的生產過程得以(yǐ)迅速完成。
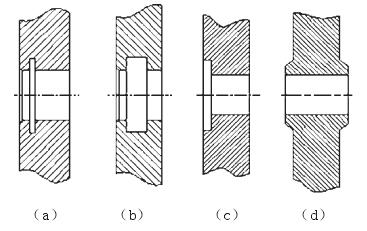
圖 1 內孔環形槽及孔端麵加(jiā)工示意圖
1.1 徑向切孔內環形槽裝置
從圖 2 中能夠看出,該裝置適用於切削較窄的環(huán)形槽,如圖 1 中(zhōng)(a)所示,這種類型(xíng)的加(jiā)工方式適合加工(gōng)一些如箱體(tǐ)類零件孔內同軸環槽等物質的加工。以鑽床加工為例,解釋和介紹徑向切孔內環形槽裝置的工作原理。通過套筒,使(shǐ)鑽床主軸帶動切孔內環形槽裝置工作。其工作過程是當生產設備中的主要的裝置在(zài)隨著機床主軸向前時,設備中(zhōng)的滑杆和切槽刀和刀杆同樣也在隨著設備中(zhōng)的(de)主軸方向做相同(tóng)的軸向移動和繞軸線的旋轉運動。後續(xù)的(de)工(gōng)作是切槽刀的工作程序,當切槽刀(dāo)達(dá)到提前(qián)預設好的(de)位置時,整個生產設備的主軸會隨著設備的軸(zhóu)向前運動。不同的是,其中的滑(huá)杆和(hé)切槽刀不會隨著設備的主軸發生相似(sì)的作用,而是(shì)繼續停止在適宜的(de)位置(zhì),在(zài)此過程中,刀(dāo)杆會有變(biàn)化,刀杆仍會繼續沿(yán)著軸再運動,這樣產生的效果是對(duì)滑杆和(hé)刀杆產生作用,並產生一定程度(dù)的位置移動,從(cóng)而對(duì)整個設備的刀具生產發生作用,這樣一來,所產(chǎn)生的作用對(duì)孔內環形槽的切削加工起到加(jiā)工生產的作用。在其工作(zuò)原理中,往往會(huì)產生相關的差異(yì)情況,尤其是在設備的移(yí)動(dòng)過程中(zhōng),滑(huá)杆與(yǔ)刀杆發生作用,就會(huì)使絲堵堵住彈簧,在(zài)孔內環形槽加工過程結束後,使設備的(de)主軸退回到最開始的位置。刀(dāo)杆也(yě)會退回到最初(chū)的位置,等待下一輪的操作。滑杆不會回到最初的位置,使刀杆(gǎn)和滑杆產生相關的移(yí)動作用,以準備著下一(yī)次的生產過程,此時切槽的整個生產過程才結束。
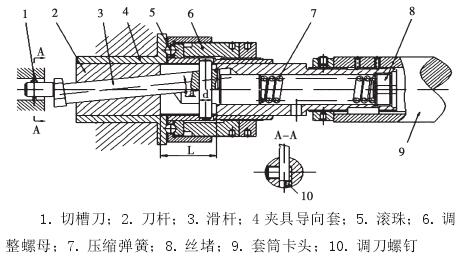
圖 2 切孔(kǒng)內環形槽裝置
1.2 軸向和徑向移動的切(qiē)孔內環形槽(cáo)裝置的過程
在實際加工過程(chéng)中,會出現相(xiàng)關尺寸不合適的情況,如孔內環形槽的槽寬尺寸與切槽刀的自身寬尺寸不符的情(qíng)況,在遇到這種情況時,要區別對待(dài)。當切(qiē)槽刀的自(zì)身寬度小於所需加工的孔內環形(xíng)槽(cáo)的(de)槽(cáo)寬(kuān)尺寸(如圖 1(b)所示)時(shí),圖 2 中的裝置就(jiù)無法滿足加工的要求,所以要根據圖 2的裝置結構加以改動和調整,以(yǐ)滿足這種孔內寬環(huán)形槽的產品生產的加工要求,經過調整和優化,最終得到的結構裝置如圖 3 所示,在(zài)改動後的這種裝置的結構中,設備中(zhōng)的刀具在使用過程中,先做徑向移(yí)動,再軸向移動(dòng),從(cóng)而滿足寬度和不同產品的生產加工要求,實現沿槽寬方向加工孔內寬環形槽。
圖(tú) 3 中(zhōng)的裝置結構主要(yào)是為加工孔內寬環形槽而設計特殊的設置(zhì),是對圖 2 裝置無(wú)法滿足孔內寬環形槽的(de)加工要求的改進。調整後的設備裝置的工作範圍從刀具起始位置到達要求能夠滿足產品加工槽的軸向位置,在實際的產品(pǐn)的加工過程中需(xū)要滿足徑(jìng)向切槽運動的加工過程,其工作原理是以刀具運動的基礎上加工刀(dāo)具,使(shǐ)滑杆在刀杆(gǎn)的孔洞中發生位置移動,這種移動能夠為徑向運動打下基礎,從而完成整(zhěng)個切槽加工工作。其不同的點在於:在圖 3 的裝置設備(bèi)中,切槽刀到達規定的加工工作位置(zhì)後,機床主軸的移動軌跡發生變化,不再繼續向後倒退,而是繼(jì)續沿著主軸向前移動,使小彈簧受到來(lái)自機床主軸的壓力,導致整個切槽刀的運動軌跡發(fā)生變化,不再是倒退,而是繼續沿著(zhe)主軸工作,從而(ér)保證整個工作程序的完成。在工作程序完成後,大彈簧開始發力,使整個切槽刀在移動的過程中,退回到最初的工作位置,等待下一輪的(de)工(gōng)作過程。
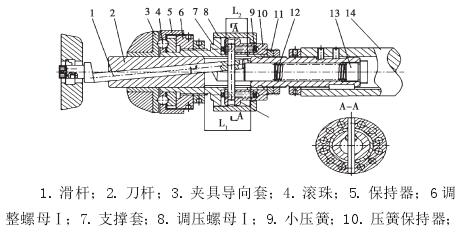
圖 3 切孔內(nèi)寬環形槽的特殊裝置
1.3 包含反锪孔端麵的設(shè)備裝置(zhì)
兩種裝(zhuāng)置的工作原(yuán)理都(dōu)是以斜麵傳動原理為基礎實現刀具徑向(xiàng)進給,徑(jìng)向切孔內環形槽(cáo)裝(zhuāng)置和可軸向移動、徑向切孔(kǒng)內環形槽裝置中的刀具的運動軌跡分別如圖 4(a)、(b)所示,當需要加工的孔端麵表麵的要(yào)求不高時,其中(zhōng)所(suǒ)示的裝置和工作結構都(dōu)能(néng)滿足並應用於孔的內槽加(jiā)工,不僅能夠滿足孔內(nèi)槽加工,而(ér)且可滿足於孔的端麵(miàn)加工。
但在實際的工作過(guò)程中(zhōng),往(wǎng)往會出現刀(dāo)具劃傷已加工表麵的情況,為避免這(zhè)種情況,就需要設置另(lìng)一個步驟,讓刀運動(dòng),該步驟添加後,圖 2、圖 3 中所示的(de) 2 個裝置就不再合適於加工孔的內槽(cáo)和孔的端麵。在刀具不退回的情(qíng)況下,刀具的運動軌跡如圖 4(c)所示,在刀具縱(zòng)向到達切削端麵的位置後,運動軌跡會發生變化,開始轉走徑向的運動方式(shì),在端麵的切削(xuē)完成後,會調整一個軸向運動,這(zhè)就是(shì)所要(yào)達到的讓刀運動,當整個讓刀過(guò)程結束(shù)後,刀具開始改(gǎi)為徑向移動退回,以達到實現(xiàn)軸向移動退(tuì)回的最終目標。
通過圖 4 中(b)、(c)比較可知,隻有在圖 3 的設備裝置(zhì)的基礎上改動和調整,才會最終實現如圖 5 所示的結(jié)構,滿足讓刀運動,從而達到圖 4(c)所示的刀具(jù)運動軌跡
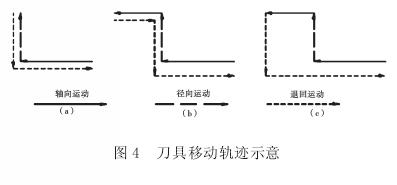
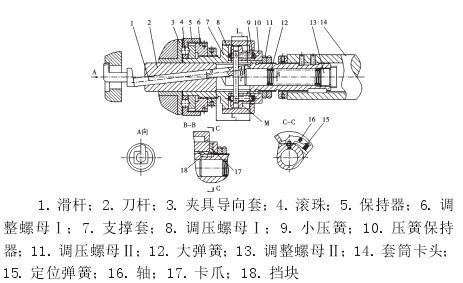
圖 5 具有讓刀機構的裝(zhuāng)置
從圖 5 可看出,其裝置的結構設計可在(zài)切削(xuē)端麵的基礎上完成讓刀運動,即實現反锪並讓刀。當圖 5 所示的設備裝置經過(guò)刀具的徑向(xiàng)移動實現端麵的切割時,對螺(luó)母上的小彈簧進行試壓上,在機床主軸的軸向移動過程的基礎上,小壓簧(huáng)所受的壓縮力增大,能夠使(shǐ)得刀具進行又(yòu)一輪的軸向運動,從而能夠保證讓刀運動的全部完成(chéng),在這一(yī)過程中卡(kǎ)爪經過在定位彈簧的(de)定格作用,會沿著軸繞向回(huí)轉,卡爪卡入到卡槽(cáo)中,使(shǐ)彈簧(huáng)的作用失效;整個讓刀任務完成後(hòu),主軸會沿軸倒退,這時整個(gè)設備的端(duān)麵切刀會做徑向退回運動,安裝在刀(dāo)杆上的擋塊把卡爪頂(dǐng)起,小壓簧此時發生作用下,切刀錯開(kāi)讓刀的距(jù)離(lí)的移動,然後全部刀杆隨主軸一(yī)起退(tuì)回到最初的位置,以等待新一輪(lún)的運動。
2、結(jié)語
本(běn)文中的 3 種裝置(zhì)能夠完成孔內環形槽、锪端麵和锪孔形式的加工,滿足機床生產的批量生產需求。3 種裝置結構簡單(dān)、成本低、操作方便,普通(tōng)機床和批量生產的專用(yòng)機床可實現多孔環槽及端麵的同時(shí)加工,且操作簡單,專用機(jī)床的複雜和(hé)繁瑣。3 種裝置(zhì)都具有較強的(de)實用性(xìng),能(néng)帶來良好的經濟效益。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信(xìn)息

業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產(chǎn)量數(shù)據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本(běn)型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量(liàng)數據
- 2024年11月 新能源(yuán)汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量(liàng)情況(kuàng)
- 2024年8月(yuè) 新能源汽車產量(liàng)數(shù)據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一台加工中心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國(guó)產數控係統和數(shù)控機床何去何從?
- 中(zhōng)國的技術工人都去哪裏了(le)?
- 機械老板做了十多年,為何還是小作坊?
- 機械行(háng)業最新自殺性營(yíng)銷,害人害己!不(bú)倒(dǎo)閉才
- 製造業(yè)大逃亡
- 智能時代,少談點智(zhì)造,多談點(diǎn)製造
- 現實麵前,國人(rén)沉默。製(zhì)造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻(gōng)螺紋加工方法(fǎ)及(jí)工裝設計
- 傳統鑽削與(yǔ)螺旋銑孔(kǒng)加工工藝的區別