


在手動變速器或雙離合(hé)變速器中,變速(sù)齒輪必不可少:它們通過耦合器(同步件)和換檔套管將發動機扭矩傳輸到驅動軸上(shàng)。每一個檔位都有一個(gè)傳動齒輪,這就是說,7 速變速箱需要 7 + 1 個傳動齒輪。 變速器一般采用齒(chǐ)輪搭配同步件的結(jié)構,這兩個零件(jiàn)被相互(hù)接合並焊接在一起(qǐ),這(zhè)是(shì)一項非常成功的設計(jì)。埃馬克 ELC 160 HP 機床是埃馬克公司專為齒輪和同步環的連接(jiē)而設計的生產解決方案。
在生產線中(zhōng),如果需要,ELC 160 HP 可以集成裝(zhuāng)配(壓裝)、預熱以及之後的激光焊接。為盡可能縮短(duǎn)節拍時間,各工序會同時(shí)進行。ELC 160 HP 是一種回轉式工作台機床,因而特別適於(yú)高效生(shēng)產(chǎn)加工。這(zhè)一特性也(yě)體(tǐ)現在機床的名稱中:縮寫“HP”代表“High Performance”(高性能)或者“高效率”。轎車(chē)變速箱中典型齒輪的生產節拍時間大約為 10 秒 (!)。
對於(yú)回轉式(shì)工作台機床的原理,已沒有什麽新(xīn)穎之處。相(xiàng)反,更靈活的機床設計在許多領域內已悄然取代了回轉式機床。
在這個方麵,ELC 160 HP 真正展(zhǎn)示出它的創新性(xìng):ELC 160 HP 機(jī)床配備埃馬克已獲專利的自(zì)動換裝工件夾緊技術(shù),因此可以靈活地加工各種不(bú)同的工件、進行批量加(jiā)工。
四道(dào)工序同時進(jìn)行(háng)——工序節拍更智能化,性能更(gèng)高
機(jī)床結構可以用“集(jí)成”來(lái)形容:機床配備一個中央立柱,所有部件都安(ān)裝在這個中央立柱上。中央立柱周圍安置有回轉工作台(tái),用於將工(gōng)件傳輸到 4 個加工工位。通過一係列特殊(shū)的結構設計,即使在回轉工作台高速切換的情(qíng)況下,也能確保工件在加(jiā)工工位中達到(dào)所需的定位精度(dù)。ELC 160 HP 可裝備埃馬克自行研發的夾緊技術,因此(cǐ)能達到極高的機床(chuáng)精度(dù),也適合(hé)用於要求極高、極其狹窄的焊縫。
加工過程從(cóng)上下料工位開始。兩個配備氣動式夾爪的機械手單元負責在輸送(sòng)料道和回(huí)轉式工(gōng)作(zuò)台之間來回運輸工件。工件從這裏被送往壓裝工位。壓裝工位(wèi)上可以裝備多達(dá)三個(不同的)壓裝工裝,通過數控指令可選擇換裝其中一個壓裝工(gōng)裝,完全沒有時間損失。因此,在例如需(xū)要加工一個變速箱的(de)整套(tào)齒輪時,也能保障完全的靈活性以及換裝自由度。
壓裝本身可以由伺服壓機精確快速地(dì)完成(chéng),過程監控任務則由集成的力值/行程監控裝置完成。
在節拍的下一步中,工件被送(sòng)達第三個加工工位,即感應預熱工位。在這裏(lǐ)也為用(yòng)戶提供帶最多(duō) 2 個感應(yīng)線圈的滑軌單元,並且也可以自動換裝。之(zhī)後,回轉(zhuǎn)工作台稍微旋轉,工件最後到達設備的核心部分,即激光焊接工位。此工位也獨具(jù)特色:根據埃馬克的設計,工件在焊接時大多采用軸向夾緊的方式,這不僅能避免變形,同時(shí)也能(néng)保護工件,防止(zhǐ)被焊接飛濺物損(sǔn)壞非焊接麵。針對不同的工件的幾何形狀,可以(yǐ)按機床的加(jiā)工(gōng)節拍自動調整夾具和(hé)夾具係統(tǒng)。機床提供多達三種不同(tóng)的(de)夾具供選用,一般情況下已足以滿足加(jiā)工的(de)需要。因此,在這個(gè)工(gōng)位上(shàng)也能保證最大的靈活性(xìng)和換裝自由度。
自動換裝原理(埃馬克專利)能(néng)確保(bǎo) ELC 160 HP 機床達到最高的效(xiào)率,這不僅可以避免手動換裝(zhuāng)過程,而且能免除對手動換裝後焊接的第一個工件進行檢查的等待時間——這項檢查是對工(gōng)件進行破壞性測(cè)試,但卻必不可少。
由於(yú)可以(yǐ)同時進行上下料、壓裝、預熱和(hé)激光焊接(jiē)工序,因(yīn)此, ELC 160 HP 可達到最高的生產效率:一般來說,轎車變速箱中齒輪的生產節拍時間大約隻(zhī)有 10 秒。通過自動換裝(zhuāng)可以抵消回轉式機床靈活性較低的(de)不(bú)足之處,使整個工藝流程更為順暢。
與之前兩(liǎng)個工位一樣,這個工位也裝備有一個滑台單元,上(shàng)麵可安裝多達 3 個反軸承工裝,從而能夠保(bǎo)證自動換裝。焊接頭配備有一條用於調整焊縫位(wèi)置的 X 軸以及一條(tiáo)用於調整焦點位置的 Z 軸。此外,該(gāi)工(gōng)位(wèi)還可以選裝一個(gè)精準定位十字線相機(jī)。
上述 4 道工序全部可同時進行,創紀錄地將節拍時間縮短到絕無僅有的 10 秒。
緊湊(còu)型結構(gòu)——完美符合人體工學原理
盡管機床(chuáng)結構複雜(zá),但在人體工學和維護保養的可達性(xìng)方麵卻非常優異。各個加工工(gōng)位呈 90 度角布置,每一個加工區都是(shì)獨立的,可達性極佳。理論(lùn)上來說,可以同時對所有(yǒu) 4 個加工區進行維護保(bǎo)養。設備運行(háng)必不可少的所有技術裝置也緊湊的安裝在機(jī)床單元旁的一個控製櫃中,非常(cháng)方便操作。所有電氣裝置、氣動係統(tǒng)以(yǐ)及感應(yīng)電源、傳感器、焊接煙霧排(pái)放裝置(zhì)和過濾器以及(jí) CO2 滅火器都集中安(ān)裝在一個中心位置。進行維(wéi)護保養時,固定安裝的光束輸送和焊接光學器(qì)件也同樣重要。這不僅能確保運行時的安全性,同時也(yě)能使調(diào)整和維護保養(yǎng)非常易於執行(háng)。此外,固定安裝的(de)焊接光學器件還能保證激光總是射入機床內部,從而進一步提高工作安全性。機床布局不僅符合(hé)人體工(gōng)學原理,而且對於操作人(rén)員來說非常安全。
激光(guāng)技術(shù)——僅使用固體激光器
ELC 160 HP 機床上僅使用固體激光器,例如 TRUMPF 公司提(tí)供的配有光纖的固體激光器 TruDisk(采用碟片式原理),或者 IPG 公司(sī)的直接二極(jí)管激(jī)光係統。埃馬克是率先使用固體激光器進行動力總成元件焊接的先驅之一(yī),並確(què)信其具有極大的優勢。“二極管泵浦的固體激光(guāng)器效率高達 30%。這意味著,滿負荷(hé)運行(háng)的4 kW 機組(包括製冷機組在內)僅消耗大約 25 kW 能量。對於客戶來(lái)說,這代表可以節省大量成本,就是說與傳統的激光係統相比,可(kě)以顯著降低設(shè)備運營成本,”埃馬克自動(dòng)化公司的銷售經理 Nikolas Meyer 解釋說。
此外,使用固體(tǐ)激光器焊接無需保護氣體,從而進一步降低了成本(běn)。在許多應用場合(hé)中,固體激光器還能夠明顯加快(kuài)焊接過程。對工件質(zhì)量來(lái)說,每單位長度的熱(rè)量(liàng)輸入減(jiǎn)少了,,由此進一步降低了焊接變形的(de)可能性——再也不需要費(fèi)時費力的後續返工。
顯而易見,ELC 160 HP 是當之無愧的“高性能”焊接設備。整個設計(jì),無論是(shì)工序流程、所使用的技術,還是符合人體工(gōng)學的緊湊型結(jié)構,ELC 160 HP 機床的整個設計方案在性能和生產率方(fāng)麵都無與倫比。
埃(āi)馬克提供的激光焊接係統節拍時(shí)間極短,非常適(shì)合(hé)生產動力總成元件,具有極大的吸(xī)引力,絕對會(huì)在市場上引起重大的反響。
圖片資料
圖:D155

埃馬克 ELC 160 HP 機床,適用於(yú)生產動力(lì)總成元件的高性能機床
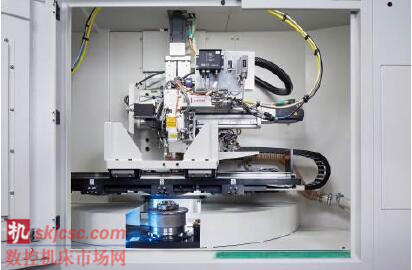
圖:D533 110

通過回轉工作台(tái)可在各個加工工位之間(jiān)快(kuài)速輸送(sòng)工件。這是預熱工位。
圖:D532
固定的激光光束(shù)輸送,確保(bǎo)最高的運行安全性
圖:D529

自動上料、結構緊湊和流程快速——ELC 160 HP 是當之無愧的高性能機床。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本(běn)型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據(jù)
- 2024年(nián)11月 新能源(yuán)汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸(zhóu)承(chéng)出(chū)口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年(nián)10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖(tú)示
- 判斷一台加工(gōng)中心精度的幾種辦法(fǎ)
- 中(zhōng)走絲線切割機床的發展趨勢
- 國產數控係統和數控機床(chuáng)何去何從?
- 中國的技術工(gōng)人都去哪裏了?
- 機械老板做了十多年,為何(hé)還是小作坊?
- 機械行業最新自殺(shā)性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃亡(wáng)
- 智(zhì)能時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉默。製(zhì)造業的騰飛,要從機床
- 一文搞懂(dǒng)數控車床加工刀(dāo)具補償功能
- 車(chē)床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削與螺旋銑孔加工工(gōng)藝的區別