


摘 要:汽輪機產品具有多形態、多規格的特(tè)點,但是(shì)在閥(fá)門、空心軸、套筒等部件中,都存在大直徑、長深(shēn)度的內孔,這些內孔加工要求精度都比較高,而且由於表麵硬度比較大,采用常規車(chē)削的方式加工的時候存在難以加工、切削讓刀、加(jiā)工發顫等一些現象。文中所(suǒ)研究的是一種加工該(gāi)類內孔的磨削工具,能夠很好地解決這類加工製造問題(tí)。
關鍵字:汽輪機;深孔(kǒng)加工;電磨頭
0 引 言
在汽輪機產品(pǐn)閥門、空(kōng)心軸(zhóu)、套筒等部(bù)件中,由於設計結構及強度(dù)要求,這些產品的內孔是屬於細長結構定位內孔,有比較高(gāo)的精度要求。如以哈汽輪機公司的某型式閥門而言,在閥門閥座尺寸上會有一段定位內孔,且為了提高結構耐磨性,該段閥(fá)門內孔表麵進(jìn)行滲氮處理,硬度很高,采用車削方式難以(yǐ)加工,一般需要采用磨削的方式進行(háng)加工。本文所研究的即是一種(zhǒng)自主設計的新型(xíng)磨削工具,通過與普通車床相(xiàng)結合,采用車床刀架拖(tuō)板作為磨削工(gōng)具(jù)的進給軸,進而(ér)進(jìn)行該型式內孔的(de)磨削。
1 、內孔(kǒng)磨(mó)削工(gōng)具的基(jī)本工藝過程安排
結合產品的(de)加工要求,由於磨削(xuē)精度比較高,因此加工時間、成(chéng)本都會比較高,采用本磨削工具時,用(yòng)於對產品的精(jīng)加工(gōng),用於對產品最終(zhōng)狀態下的尺寸的控製,加工餘量基本應該為0.2 mm左右。采用本方法的時(shí)候,基(jī)本工藝過程安排如下:1)第一步為測量加工(gōng)餘(yú)量,得出需要采用磨削工具加工時(shí)的磨削量;2)將本(běn)工具安裝在(zài)車床上,檢查各個(gè)接口位置的安裝合理性及安裝穩定性,檢查無誤後將待加工產品件(jiàn)裝夾在車床上找正各端麵及外圓,使得產品滿足加(jiā)工的基準要求;3) 將本磨削工(gōng)具(jù)與車床進(jìn)行連接後(hòu),進行砂輪的安裝、對刀及磨削(xuē)轉速、產品轉速、進給速度等參數的選擇;4) 采用邊測量邊加工的方式,對刀後對產品進(jìn)行磨削加工,並注意控製參數的穩定性,應控製砂輪的(de)磨削量,以防止砂輪的磨損(sǔn)過大(dà),導致磨削出現質量問題;5)記錄最終(zhōng)合格的(de)結果,並清理毛刺及表麵雜質。
2 、內孔磨削工具的設計簡述
由上述工藝總方案可以(yǐ)看出,該磨削工(gōng)具適用於剩餘加工餘量不大的磨削精加工,與車床配合使(shǐ)用,將產(chǎn)品安裝在臥車上後,將本磨削工具安裝在車床刀架或者刀塔上,通過(guò)進給絲杠及調整絲(sī)杠控製刀(dāo)架的位(wèi)置,進而控製磨削砂輪的位(wèi)置(zhì),從而(ér)進行磨削。
依據上述設計思路簡述,本設計方案圖樣結構簡(jiǎn)圖如圖1。
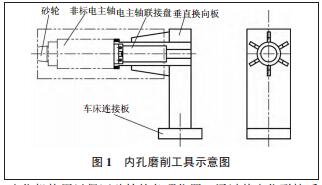
依據圖1所述,磨削工具的各部分(fèn)功能如下:1)車床聯接板用於與車床刀架或者刀塔的(de)聯接,內部設有聯接定(dìng)位機構用以(yǐ)保(bǎo)證砂輪的各項位置,通過其定位聯接後可以將刀架(jià)的橫(héng)向及進給運(yùn)動轉化(huà)到該工(gōng)具上,進(jìn)而實(shí)現砂輪的(de)位置移動及進給,實現調整及切削;2)垂直換向板及電主軸聯接盤是用於聯接磨削工具驅動裝置的機構及部件,通過機構保證驅動裝置的方向與待加工內孔的方向一致,即砂輪的軸線方向是沿著待加工內孔的(de)軸線方(fāng)向,設計(jì)時依據機構(gòu)及重量確定垂直換向板的重量及安裝法蘭螺栓的直徑,設計時需要計算(suàn)剛性及強度;3)非標電主軸(zhóu)為本裝置的驅動部件,功能上設計時為了實現砂輪的高速(sù)旋轉(zhuǎn),進而實現(xiàn)磨(mó)削加工,在結構上該非標電主軸采用小直徑設計,使(shǐ)得(dé)加(jiā)工時的內孔直徑範(fàn)圍可以很大;電(diàn)主軸采用(yòng)變頻調速結構(gòu),使得可以實現不同轉速(sù)的調節,滿足加工參數需求;電主軸前麵采用標準的國標砂輪安裝接口,滿足大的通用性;4)砂輪采用國標設計,可以采用不同材質或者(zhě)直徑(jìng)參(cān)數,且易於采(cǎi)購。
3 、結 語
通過以上方案(àn)可(kě)以得出(chū),該磨削工具采(cǎi)用與車床聯接的方式,可以實現在車削完成後不用(yòng)二次裝夾直接進行加工的有點(diǎn),減少了工作量也提高了精度;通(tōng)過采用非標電主(zhǔ)軸的結構(gòu)可以實現大範圍的速度調節,且配備的變頻調節器使得調整高效方便,可以滿足(zú)加工要求;通過采用這樣的附件工具,滿足內孔高精度的加工要求,經濟、高效地實現(xiàn)完成產品的磨削加工。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月(yuè) 分(fèn)地區金(jīn)屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源(yuán)汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台(tái)加工中心精度的(de)幾種辦法
- 中走絲線切割機(jī)床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為(wéi)何還(hái)是小作坊(fāng)?
- 機械行業最新自殺(shā)性營銷,害人害己!不倒(dǎo)閉才(cái)
- 製(zhì)造業(yè)大逃亡
- 智能時代(dài),少談點智造,多(duō)談點(diǎn)製造(zào)
- 現實麵前,國人沉默。製造業的(de)騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝(yì)的區別