


山特維克可樂(lè)滿:一片刀(dāo)片的誕生
2017-1-18 來源:山特維(wéi)克(kè)可樂滿 作者:-
如(rú)果沒有(yǒu)刀片,金屬切削的世界將截然不同。刀片由世界上最堅硬的(de)材料製成。讓我們前往山特維(wéi)克可樂滿位於瑞典基默 ( Gimo ) 的(de)生產基地,了解刀片是(shì)如(rú)何被生產出來的。
1.刀(dāo)片的主要(yào)成分是(shì)不同配比的碳(tàn)化鎢(wū)和鈷,原材料的最初形態是粉末。容器裏盛裝(zhuāng)著配好的原料,它們將被用於生產不同的粉末。每個容器重(chóng)約560公斤。

2.在車間裏,將幹燥的原料與乙醇和水(shuǐ)配成的溶劑相混合就形成了一(yī)種粘稠度(dù)類似酸(suān)奶的灰色漿狀物。
3.在漿狀物幹燥之(zhī)後,將樣品送(sòng)往(wǎng)實驗室(shì)進行質量檢測。這(zhè)些(xiē)粉(fěn)末由很多直徑為20至200微米的顆粒組成。它們非常微小(xiǎo)(一根頭(tóu)發(fā)的(de)厚度是50至60微米)。
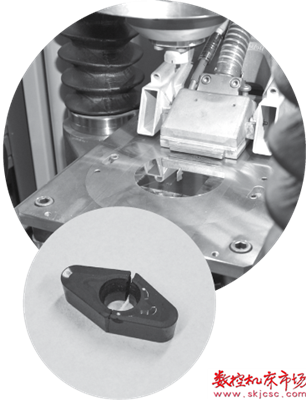
4 & 5. 這些粉末被裝在容積100公斤的(de)桶中輸送(sòng)到用於製造刀片(piàn)的(de)衝壓機邊。操作工(gōng)將衝模(用於衝壓不同刀片的模具) 放入機床,並將訂單號輸入計算機。衝(chōng)模腔內充(chōng)滿(mǎn)粉末。衝壓每片(piàn)刀片的壓力高達12噸。機床會對每片刀片進行稱重,操(cāo)作工也會進行觀察控製。在這一階段(duàn),刀片非常脆弱,很容易破裂。
6. 為進行硬化,衝壓後(hòu)的刀片需要被加熱。這一工作由燒結爐完(wán)成。燒結爐一次可以(yǐ)處理數(shù)千片刀片。壓(yā)製好的刀片粉(fěn)末在長達13小時(shí)的過程中被加熱到約1,500攝氏度,熔融而成硬(yìng)質合金這一硬度極高的材料。燒結工藝中的(de)收縮比例約為50%,因此(cǐ)燒結後刀片的大小僅為之前的一半(bàn)。

7.再次在實(shí)驗室(shì)中完成質(zhì)檢後,刀片的頂部和底部都將被磨削成要求的厚度。因為硬質合金非常堅硬,所以需要使用世界上最(zuì)堅硬的材料—工業金(jīn)剛石,對其進行磨削。

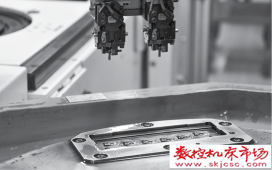
8.當刀片達到要(yào)求的厚度後,會對其進行進一步磨削加工,以(yǐ)獲得精確的幾何形狀和尺寸。這是在基默工廠進行的最先進的磨削(xuē)加(jiā)工,需要采用6軸磨板來滿足極為(wéi)嚴格的公差要求。

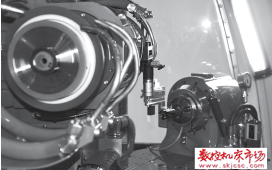
9.磨(mó)削(xuē)完成後,刀(dāo)片會被清潔並送去塗(tú)層。在這(zhè)一階段(duàn),為避免任何油(yóu)脂或灰塵,處理刀片時必須佩帶(dài)手套。刀片會被(bèi)置於轉盤的夾具上,然後送入壓力較低的塗(tú)層爐。刀片就是從這裏有了不同的顏色。
10. 刀片(piàn)已被生產出來。我們會使(shǐ)用顯微鏡對每批產品進行抽檢,確保質量符合要求。
11. 在包裝前,我們(men)會(huì)再次逐個檢查每片刀片,並核對圖紙和批次號。然後(hòu)用激光在刀片上(shàng)標記正確的材質,並將刀片放入貼有標(biāo)簽的灰色包裝盒中。現(xiàn)在就可以把刀(dāo)片配送給客(kè)戶了。
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多
牌調查")
行業數據
| 更(gèng)多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數(shù)據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據(jù)
博文選萃
| 更多(duō)