


基於灰色係統的小(xiǎo)型(xíng)精密機(jī)床熱(rè)誤差模型(xíng)
2016-11-7 來源:上海工(gōng)程技術大(dà)學 作者:徐洋(yáng),茅健
摘要: 為減少熱誤(wù)差對數控機床加工精度的影響(xiǎng),文章利用灰色係統研究(jiū)熱誤差建模。初步分析機床熱源後,應用灰色關(guān)聯度分析(xī)結合模(mó)糊分類方法優化得到13 組關鍵溫度測點,結(jié)合小型精密(mì)五軸機床處於實際加工狀態時的(de)實驗數據,應用GM( 1,N) 灰色結構進行建(jiàn)模。將實際數據與(yǔ)擬合數據進行(háng)對比分析,結果表(biǎo)明此灰(huī)色係統模型具有計算方法成熟、魯棒性強的特點,適用於機床(chuáng)熱誤差研究。
關鍵(jiàn)詞(cí): 數控機床; 灰色係統; 測點優化; 熱誤差建模
近年來,高精密加工零件市場的(de)需求量日益提高,精密及高精密數控機床加工中心的精度要求也逐年增長。在影響機床(chuáng)精度因素中(zhōng),熱誤差所占比例隨著加工精度的提高,可達到60% ~ 70%[1],成為影響零件精(jīng)度(dù)的主要誤(wù)差因素。因此,快速有效地控製(zhì)熱誤差是提高機床加工精度的(de)重要(yào)方法[2]。目前,國內外學者對如何(hé)控製機床的加工誤(wù)差作了大量的研究,並提出(chū)了(le)許多有(yǒu)效控製機床誤(wù)差的方法: J. Lee 提(tí)出(chū)將神經網絡應用於機床熱誤差建(jiàn)模中,使得機床誤(wù)差補償技術更進一步[3-4]。Srivastava 在五軸加工中(zhōng)心上建立(lì)了基於HTM 方法的誤差模型[5]。Hong 提出了(le)基於係統模型適應方法的熱誤差模型[6]。但對於處理複雜機械(xiè)零(líng)件的加工過(guò)程中(zhōng),機床的溫度變量會產生耦合,給熱誤差分析的精度和魯棒性帶來困難,此外精(jīng)密機床的(de)熱誤差變化較為複雜,多(duō)數變量具有非線性的特征,所需的熱(rè)誤差(chà)建模方法要(yào)求具有處(chù)理非線性數據的能力。
灰色(sè)係統模型對於處(chù)理熱(rè)誤差建模中普遍存在的不確定性問題和隨(suí)機現象具有理論指(zhǐ)導意(yì)義[7]。對於解決已有信息和未知信息的建模問題,有著(zhe)很好的擬(nǐ)合(hé)和預測效果,彌補了傳統離散模型的不足,並且具有較快的建(jiàn)模(mó)和(hé)計算速度。本文將對基於灰色係統理論應用於(yú)小型精密機床的(de)熱誤(wù)差建(jiàn)模進行分析,並結(jié)合實際測量對比擬合結果。
1. 基於灰(huī)色係統的熱誤差模型建立
1. 1 機床溫度(dù)測點的優化
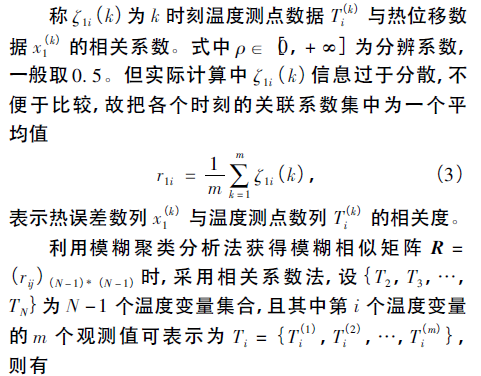
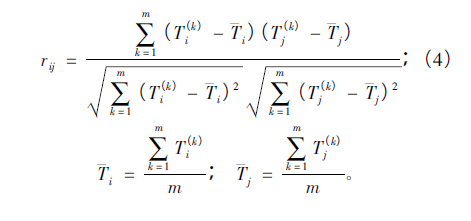
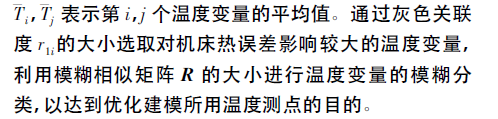
機床的熱誤差(chà)研究中,由(yóu)於溫度場分布的複雜性和時(shí)變性,關鍵溫度測點的選取是一個難(nán)點。為獲得準確的溫度場需要布置大量溫度(dù)傳感器,這大大增加了工作量及試(shì)驗成本。此外(wài)機(jī)床各溫度變量之間存在耦(ǒu)合關係,影響了熱誤差(chà)分析中模型魯棒性。利(lì)用灰色理論建立灰色關聯模型,分析溫度對熱誤差的(de)影響程度,按照一定的準則對溫度變量進(jìn)行篩選。並結合模糊聚類分析對所選擇的溫度測(cè)點進行相關(guān)性的篩選,避免在熱誤差模型中溫度(dù)變量產生共線問題,得到最終熱誤(wù)差模型的溫度測點。
設Ti( i = 1,2,3,…,N) 為一組原始數據,為避免數據處理時出現溫度變化大測點掩蓋小測點的情況,本文通過公式(shì)( 1) 進行量綱化數(shù)據變換,得到新的數據
1. 2 灰色係統模型
灰色(sè)係統可以(yǐ)在實驗數據很少及未知係統概論分布的情況下(xià)通過計算得到係(xì)統內在規律。在建模過程中,利用關鍵溫度測點(diǎn)數據和熱誤(wù)差數據(jù)建立GM( 1,N) 模型。
2. 熱誤差模型(xíng)的分析(xī)應用(yòng)
灰色係統理論已經被廣泛應(yīng)用於社會、經(jīng)濟、農業、氣象和軍事等領域,能夠解決日常生活中的實際問題。隨著信息技術的快速發(fā)展,方便快(kuài)捷的灰色(sè)係統軟件應用更廣泛地推進了灰色係統(tǒng)的發展和升級。本文將灰色係統建(jiàn)模(mó)過程應用於小型數(shù)控機床熱誤差中(zhōng),通過實測數(shù)據結合模型分析,得出擬合效(xiào)果較為理想的熱誤差模型。
2. 1 機床熱誤差測量
OPS650 高速加工中(zhōng)心是采用固定工作(zuò)台的龍(lóng)門式結構的精密機床,機床可配置T 型工作台加工大型工件( 三軸加(jiā)工) ,也可配置高(gāo)精度的A /C 軸工作台對中小零(líng)件的複雜曲麵進行五軸加工,隻需1 天時間就可將機床從三軸加工轉為五軸加工[9],是現代精密加工機床的一個代表。本文在機床熱誤差測量中應用五軸加(jiā)工狀態,對(duì)熱誤差及溫度測點進行測量。結合灰色關聯模型和模糊聚類(lèi)分析法(fǎ)在機床的13 個關鍵溫度測點[10]位置布置溫(wēn)度傳感器: X,Y,Z 軸(zhóu)螺母T1,T2,T4和導軌選取3 點溫(wēn)度T5,T6,T9,電機溫度T3,主軸(zhóu)前(qián)向軸承上3 點溫度T8,T10,T12,後軸承上2 點溫度T7,T13,機床床身溫度T11。為了盡(jìn)可能多(duō)地獲(huò)得機床在動態工作中各個溫度測點的數值(zhí),實驗對加(jiā)工過程(chéng)進行測量(liàng),每分鍾進行1 次采樣(yàng),總共采集150 組數據(jù)。部分采樣點的關(guān)鍵(jiàn)溫度輸出值如表1 所示(shì)。
表1 關鍵溫度測點的(de)部分采樣
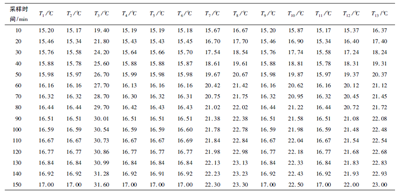
同(tóng)時,利用球杆儀QC20-W 對機床OPS650 進(jìn)行熱誤差測量同樣獲取150 組熱(rè)誤差值(zhí)用於模型建立和比較分析。測量結果如圖1 所示。
2. 2 灰色係統模型分析
結合以上所述150 組數據,進行模型驗證,通過公式計算,可以得出: 係統發展係數a = 0. 1707; 驅動項b = { - 1. 922 812,- 0. 473 910,0. 006 734,0. 099 840,- 0. 451 121,- 0. 038 358,0. 438 905,0. 035 987,0. 151 033,- 0. 075 800,4. 563 818,1. 794 530,- 0. 006 744} ,最後代入公式( 6) 可以得到灰色係統機床熱(rè)誤(wù)差擬(nǐ)合(hé)模型。應用MATLAB 軟件對原始數據以及灰色係統(tǒng)擬合模型進行(háng)對比如圖2 所示。
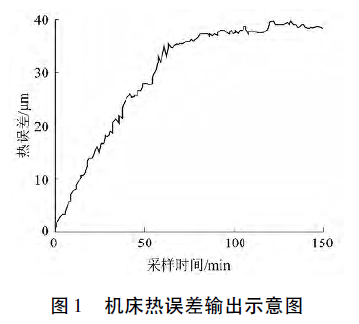
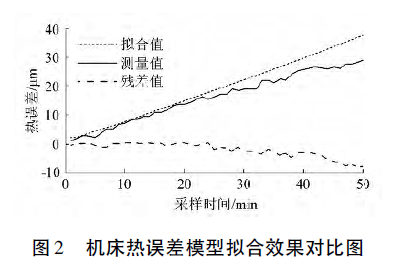
圖2 中取擬(nǐ)合(hé)50 組采樣點(diǎn)為例進行模型擬合分析,不難看出:①模型對於機床熱誤(wù)差在變化區域的擬合效果比(bǐ)較(jiào)理想,殘差值基本圍繞零軸分布。②灰色模型從理論上(shàng)講是建立一個近似的一階微分方程[11],在整體(tǐ)的角(jiǎo)度上對模型進行擬合分析。因此,在機床達到熱平衡狀(zhuàng)態區域,模型的擬合效果不(bú)盡理想,但殘差波動趨於平穩,對於熱誤差實際測量情況,可(kě)以認(rèn)為(wéi)機床的熱誤差(chà)測量(liàng)值和擬合值曲線走勢基本一致,從另一個角度驗證(zhèng)了灰色係統對於機床熱誤差建模的研究價值。
3. 結語
1) 小型五軸精密機床的熱誤差變化較(jiào)為複雜,多數變量具(jù)有非線性的特征,本文應用灰色(sè)係統處理熱誤差(chà)建模中的數據(jù)非線性、不確定係統問題和隨機過程現象,實現了“少信息建模”。
2) 在模型數據擬合後(hòu)觀察可知對於上升區域的機床(chuáng)溫度(dù)場,模(mó)型的擬合效果較(jiào)好; 在熱平衡(héng)狀態區域擬合效果並不理想,但波動趨於平穩。因此模型在熱穩定區域可以考慮尋找另一(yī)優化方法相結合,更為準確地實現熱誤差擬合(hé),此設想可在下一步研究中進行深入探索。
3) 該灰色係統模型相對(duì)於其他建(jiàn)模方法而言,算法較為成熟,且對原始數據要求比較低,適用於各種(zhǒng)複雜加工環境,並能夠推廣到其他機(jī)床的熱誤差建模中,具有一定的研(yán)究價值。
投稿箱:
如果(guǒ)您有機床行業(yè)、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業(yè)、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切(qiē)削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能(néng)源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工(gōng)過程圖示
- 判斷一台加工中心精度的幾(jǐ)種辦法
- 中走絲線切割機床的發展趨勢
- 國(guó)產數控係(xì)統和數控機床何去何從?
- 中(zhōng)國的技(jì)術工人都去(qù)哪裏了(le)?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃(táo)亡
- 智能時代,少(shǎo)談點智造,多談點製(zhì)造
- 現實(shí)麵前,國人沉(chén)默。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削與(yǔ)螺旋銑孔加工(gōng)工藝的區別