


摘要:在大型(xíng)螺旋錐齒輪銑削試驗過程中,發現原設計的刀片存在破損(sǔn)、崩刃、斷(duàn)裂等問題。對原結構進行有限元分析(xī),求解出(chū)應力集中和應變最大的部位。基於試驗數據及(jí)有限元理論(lùn)對刀具的結構提出(chū)改進設(shè)計。將新結構刀片表麵進行塗層處理(lǐ),並提出幾何形狀改進方案。根據實驗確定的最合理的切削參數,將載荷加載到新結構(gòu)刀具進行分析(xī),驗證改進方法。
螺旋錐齒輪與直齒錐齒輪和斜齒錐齒輪相比,具(jù)有重疊係數大、承載能力高、傳動平穩、噪聲(shēng)小等良好性能,被廣泛應用於鐵路機車、船舶、汽車、拖拉機等機械產品中,提高了這些產品的可靠性和使用壽命。
本文以正在研製中的某大型螺旋錐齒輪數控銑床為研(yán)究對象,針對其銑削時刀片出現的問題進行分析並進行優化改進。圖1 是(shì)現場加工時的具體工況,在三維製圖軟件SolidWorks中建立刀片的幾何(hé)模型,導入ANSYS 有限(xiàn)元分析(xī)軟件,按照現場實驗得到的切削力數據,加載求解,得到其應力等值線和應變等值線圖,並根據結(jié)果進行刀片結構的優化改進,減少刀片的應力集中和(hé)應變,提高刀具壽命。
1 、刀片存在的問題
根據(jù)原設計製造的刀片幾何結構如圖2 所示,實物照片如圖3 所示。因(yīn)刀片的(de)幾何結構及材質(zhì)存在一(yī)定的問題(tí),導致刀片的使用壽命極短,使用過程中,刀片(piàn)圓角過小容易造成應力集中,刀片出現的失效(xiào)情況如圖4(崩刃)、由於目前刀片沒有添加鍍層,刀片會出現失效(xiào)情況圖5(破損)、偶爾故障時會出現刀具卡斷情況如圖6(斷裂)。

圖 1 銑齒(chǐ)時的加工狀態(刀具結構照片)
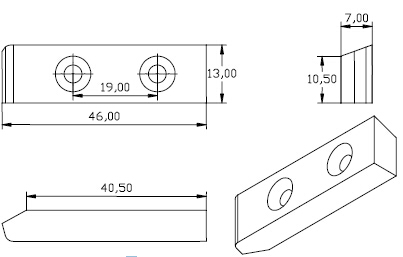
圖 2 刀片的幾(jǐ)何模型
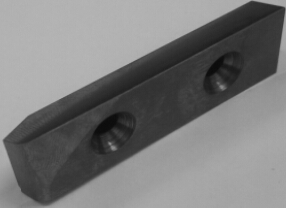
圖 3 刀片的實際形狀
2 、建(jiàn)立有限元模型
2.1 刀片模型的建立以及網(wǎng)格的劃分在SolidWorks 中建立刀片(piàn)的幾何模(mó)型,將圖(tú) 4 刀片崩刃其導入ANSYS 中(zhōng)進行分析。選擇計算單(dān)元Solid Tet 8node 185(Solid 185)。刀片材料為硬(yìng)質合金,取其力學性能為(wéi):密度(dù)ρ=7700kg/m³,彈性模(mó)量(liàng)E=2.1E11 Pa,泊鬆比η=0.25。
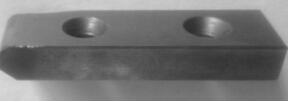
圖 5 刀片破(pò)損

圖 6 刀片斷裂
使用自由網格命令劃(huá)分網格,對螺栓連接應力集中處網格細化處理,增加結果準確性。所得有限元模(mó)型節點(diǎn)數47104 , 單元數為40950,結(jié)果如圖7 所示。
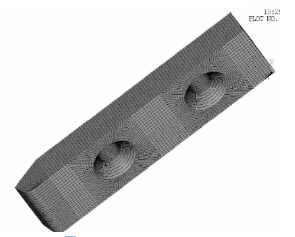
圖 7 刀片的網格(gé)劃分(fèn)
2.2 約(yuē)束條件
由於刀片(piàn)在加工過程中,不允許有相對於刀柄(bǐng)的移動,要求刀片裝夾牢靠,因此對刀具裝夾與刀柄接觸的麵添加位移約束。刀片與刀柄的(de)實際配合如圖(tú)8 所示。
2.3 施加載荷(hé)並(bìng)計算
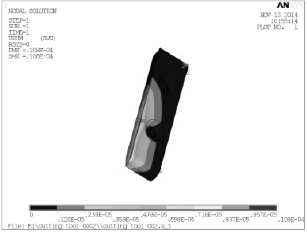
實驗加工直徑1540 mm 的錐齒輪齒坯時,利用(yòng)HEIDENHAIN 數控係統自帶的數據處理軟件(jiàn)TNC scope 對刀具承受載(zǎi)荷的大小進行記錄,得到刀具不同切削過(guò)程中所受到的載荷的大小及其變化。通過使用不同加工參數進行實驗,得到加(jiā)工表(biǎo)麵質量(liàng)最好時對應的切削參數為進給量f=5 mm/min、主軸轉速n=75.36m/min、吃刀量(liàng)ap=32 mm。並通過TNC scope得到其切削力的大小為2844N,將其作(zuò)為載荷施(shī)加到切削刃上進行有限元分析得到結果如圖9、圖10 所示。
從結果可知,刀片圓角(jiǎo)頂點處的應力(lì)最(zuì)為集中(zhōng),應變(biàn)也最大,總應力最大值達(dá)到0.198×1010 Pa,總應變達到最大(dà)值為1.2×10-5 m,因此可知加工螺(luó)旋錐齒輪(lún)時,切削刃的(de)圓角部分是最容易失效的部位,與現場實驗結果符合。
3 、改進(jìn)方(fāng)法(fǎ)
為了減少應力集中和應(yīng)變,可適當增大圓角,減少其應力集中和應變,對於可能出現的因積屑過多導致的刀具(jù)被卡住(zhù)的問題,可在刀片上增加排屑槽,改變(biàn)切屑的尺寸和形式,對於刀片斷(duàn)裂可在刀片上增加TiAlN 塗層以增加其強度。刀(dāo)片修改後的(de)模型劃(huá)分(fèn)網格的結果為圖(tú)11,其餘有限元前處理條(tiáo)件與改進前相同。對其加載試驗(yàn)對應的載荷,進行有限元分(fèn)析計(jì)算,得到的應力、應變等值線如圖12 和圖13。

圖 8 刀片(piàn)與刀柄(bǐng)部裝(zhuāng)實物
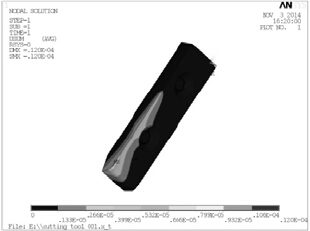
圖 9 刀片的應變等值線圖
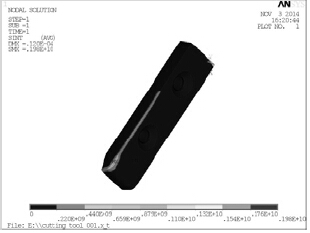
圖10 刀片的應力等值線(xiàn)圖
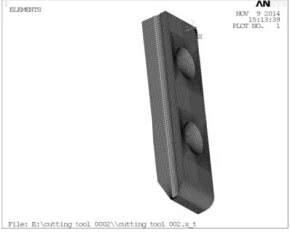
圖 11 改進的刀片劃分(fèn)網(wǎng)格
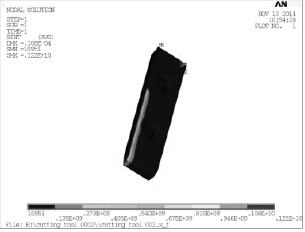
圖(tú)12 應(yīng)力的等值(zhí)線圖
圖(tú)13 應(yīng)變的等值線圖(tú)
經過以上分析,可得到改進後的刀片應(yīng)力值為0.122×1010Pa,小於其抗壓強度0.42×1010Pa。應變(biàn)為1.08×10-5m,與前麵結果相(xiàng)比,變形有了顯著的減小,刀片破損的概(gài)率有所下(xià)降。刀片(piàn)增加塗層後(hòu)的(de)抗磨性和強度顯著增加。改(gǎi)進前後的刀具相關狀態對比如表1 所(suǒ)示。
表(biǎo) 1 優化前後的對比

4 、結論
經過(guò)對原結構刀片的有限元分析與現場實驗結果(guǒ)的對(duì)比,得到此結構刀片在加工過程的主要問題及誘因,為這類問(wèn)題(tí)的解(jiě)決提供了可參考的依據。對刀(dāo)片改進後的分析結果證明了這種方法的可行性,刀(dāo)片的圓角以及排屑槽的(de)添加隻是理論上(shàng)能解決這些問(wèn)題,還需要現場實際實驗的驗證(zhèng)。
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產(chǎn)量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源(yuán)汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分(fèn)地(dì)區金屬(shǔ)切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數(shù)據