


一、技術要(yào)求(qiú)與工藝(yì)分析(圖1)
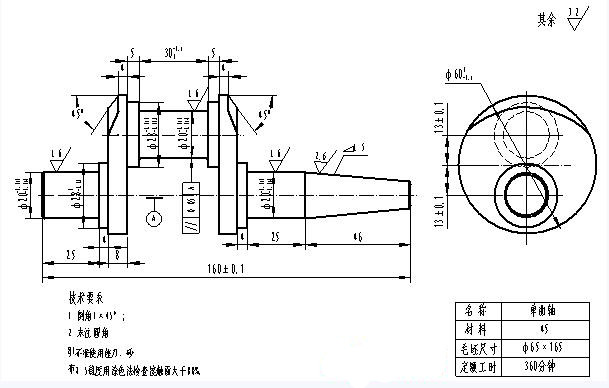
圖1
1、主要技術要求:
2、工藝分析:
在機器中由回轉運動轉(zhuǎn)變為(wéi)往(wǎng)複運動,往往是由偏心機構(gòu)或曲軸來完成的;偏心工件和(hé)曲軸一般都在車床上加工。
偏心工件、曲軸與外圓車削有很多共同點,但是偏心工件和曲軸又(yòu)有它的特(tè)殊(shū)點,這就是工件的外圓和(hé)外(wài)圓之間的(de)軸(zhóu)線平行而不相重合。工件的外圓(yuán)軸線平行,這一(yī)現象(xiàng)即稱為“偏心(xīn)”,這兩處軸線之間的距離稱為“偏心距”。
車偏心和車其它工(gōng)件一樣,加(jiā)工方法不是一(yī)成不變的,而是按照工件的不(bú)同數量,形狀(zhuàng)和精度要求相應地采用不同(tóng)的方法。
首先要考慮零件的形狀、尺寸精度和公差要求,選擇合適的加工工藝。因此,事前的工藝分(fèn)析一定要準確,當然可靠的加工方法和步(bù)驟也是至關(guān)重要的。
(1)偏心工件的形狀全靠車(chē)削加(jiā)工出來,因此,應慎重考(kǎo)慮,必須選(xuǎn)擇好加工工藝與加工步驟。
(2)偏心工件可采用兩頂(dǐng)尖裝夾車削(xuē)的方法。為了保證(zhèng)偏心外圓與軸心線(xiàn)的平行(háng)度和其它相關精度(dù)要求,車削偏心部分時,車(chē)刀(dāo)必須要有足夠的強度。要注意:硬質合金車刀在車削時易被碰壞(huài),車偏心工件時頂(dǐng)尖受力不均(jun1)勻,前頂(dǐng)尖容易損壞或移位的(de)現象。因此,必須要經常檢查。
(3)在用(yòng)兩頂(dǐng)尖頂車(chē)偏(piān)心工件前,首先用三爪自動定心卡(kǎ)盤夾住工件一端外圓,車削工件另一端(duān)的平麵後鑽(zuàn)中心(xīn)孔,一夾一頂裝夾車削外圓(yuán)至尺寸要求,長度盡可能車得長些。調頭再用三爪自動(dòng)定心卡盤(pán)夾住已加(jiā)工外圓,定好工件的總長,平端麵、鑽中心孔,工(gōng)件兩端麵的表麵粗糙(cāo)度應達到要(yào)求。
二、加工難點及解決方法:
1、偏心工件中心孔的(de)加(jiā)工質量對工件的(de)加工精度影響很大(dà),偏心工件(jiàn)兩端各對中心孔的位置要求一一對應,如果兩端中心孔不在(zài)同一直線上,造成軸線歪斜,或中心孔表麵(miàn)加(jiā)工不圓整(zhěng)、不(bú)光(guāng)滑;都會嚴重引起曲軸工件加工後的形狀誤差和位置誤差。所以,精(jīng)度要求較高的偏心(xīn)工件,中心孔一般都應在精度較高的坐標鏜床上加工。
2、在兩頂尖上裝夾偏心(xīn)工件,由於工件外圓上的受力點分布不均(jun1)勻,會使裝夾不牢固,開車後或切削加工中(zhōng)將產生(shēng)較大的離心力(lì)和衝擊振動,會使工件出現不圓度和工件外圓切削振動等,甚至會發生嚴(yán)重事故。
3、加工較長的曲軸工件時,最突出的矛盾是工件剛性差,回轉不平衡,容易變形,加工較困難;曲軸加工後用支撐螺釘支撐的方法可增加工件剛性,減少變形和振動;但(dàn)一定要注意頂尖和(hé)支撐螺釘不能頂(dǐng)得過緊,過緊會(huì)使工件彎曲(qǔ)變形;若支(zhī)撐(chēng)螺釘(dìng)頂得太鬆則起不到支承作用,加工中螺(luó)釘(dìng)容易飛出來發生(shēng)事故。
4、偏心工件裝夾後,原中心線已偏移一定距(jù)離,為了防止打壞車刀產生(shēng)事故,進(jìn)刀切削時應先從工(gōng)件(jiàn)最高點開始(shǐ)。
5、檢查偏(piān)心(xīn)距(jù)e時,工件應在頂在兩頂尖間打(dǎ)百分表測量。(百分表上的最大讀(dú)數(shù)-最(zuì)小讀數=2e),如果百分表量程不夠,可加塊規或在(zài)高度遊標尺上安裝百分表和測量。
6、車削偏心工件(jiàn),切削速(sù)度不宜選得過(guò)高,車刀前角與後(hòu)角不宜磨(mó)得(dé)過大。
7、車偏(piān)心工件時頂尖受力不均勻,前頂尖容易損壞或移位。因此必須經常檢查並保證兩頂尖處在有(yǒu)摩擦力又有間(jiān)隙的狀況。
8、注意調整車床主軸的間隙,特別是當車床精度較差時,更顯得重要。
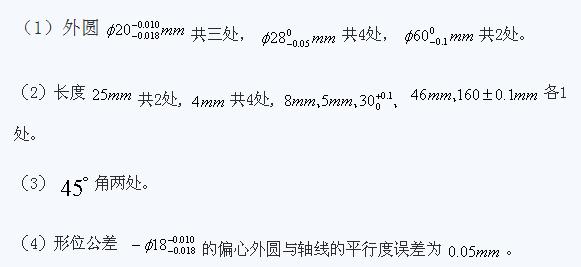
三、本例題加工方法與步驟
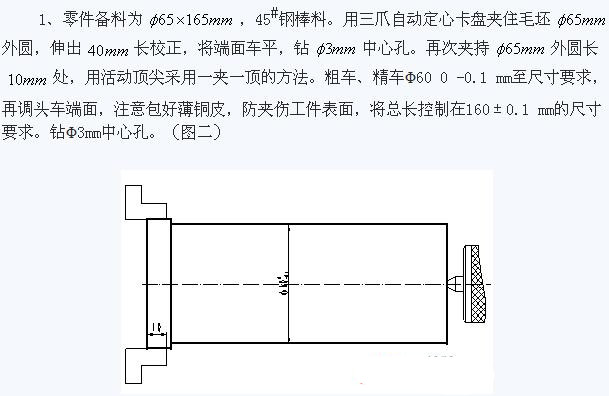
圖2
2、在軸的兩端麵上塗色,把工件放在V形架上進行劃線(xiàn),用劃針盤(或遊標高度尺(chǐ))先在端麵和外圓上劃一條與工件中心線等高水平線。 (圖3)
圖3
把工件轉動(dòng)90°,用90°角尺對齊(qí)已劃好的中心線,在端麵上和外圓Φ60mm上劃出垂直中心線,在兩端劃出一條偏心距(jù)為13±0.1mm的中心線,再在兩端劃出另一條偏心距13±0.1mm的中心線(xiàn),見(圖4)、(圖5)。在4個偏心中(zhōng)心(xīn)精確鑽出4個3mm的中心孔。
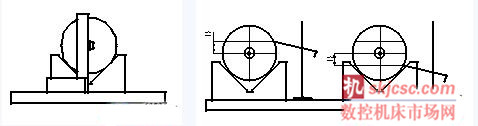
圖4 圖53
用平行夾夾住Φ60 0 -0.1 mm的外圓,在兩曲軸中心頂尖間裝夾,粗、精(jīng)車曲(qǔ)軸部外圓尺寸Φ28-0.010 -0.035 mm×40mm,及Φ20 -0.010 -0.018mm×30 +0.1 0mm。
注意末注圓角R1的加工。(圖6)
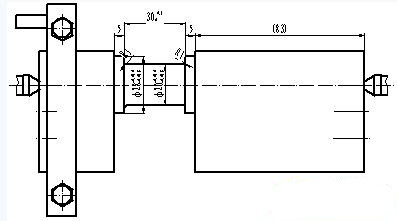
圖6
4、用平行夾夾住Φ60 0 -0.1 mm的外圓,在(zài)兩支承軸頸中心頂尖(jiān)孔間裝夾工件,並在已加工曲軸中間凹槽裝上支撐螺(luó)釘來增加曲軸(zhóu)剛性;使用支撐螺(luó)釘時(shí),要保證螺釘有足夠的支撐力,防止螺釘甩出(chū)。更要注意:防(fáng)止支撐力過大,使曲軸變形。粗車Φ30mm×74mm,控製中間壁厚8 mm和倒角(jiǎo)45°及長度。(圖7)
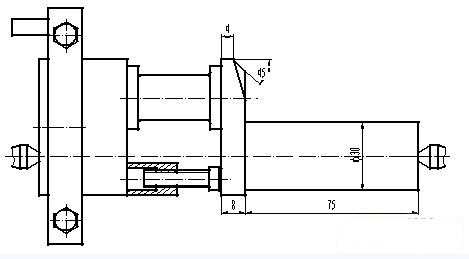
圖7
5、調(diào)頭:用平行夾夾(jiá)住Φ30mm的外圓,在兩支承(chéng)軸頸中心頂尖間裝夾工件,粗、精車Φ25 0 -0.05 mm×29mm和Φ20mm-0.010 -0.018×25mm至尺寸(cùn)要求並倒角1×45°,控製中間(jiān)壁厚尺寸8mm和倒角45°及長度。(圖8)
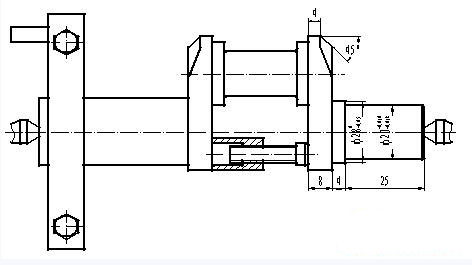
圖8
6、調頭:用平行(háng)夾夾住Φ20 mm的外圓,在(zài)兩支承軸頸中心頂尖間裝夾工件,粗、精車Φ28 0 -0.05 mm×75mm和Φ20mm-0.010 -0.018×71mm及錐度1:5至尺寸要求,控製中(zhōng)間壁厚尺寸8mm及倒角1×45°。 (圖9)
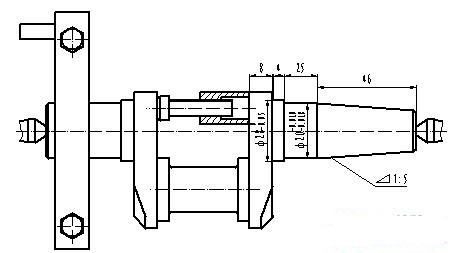
圖9
至此(cǐ),加工工序已基本結(jié)束,倒棱去毛刺後送檢。
四、檢查方法
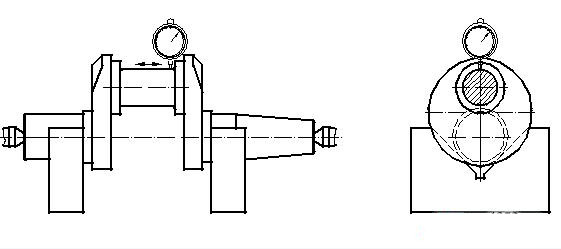
1、采用兩頂尖的方法(見圖10),把百分表安裝(zhuāng)在刀架上,百分表的觸頭指在已精車Φ60±0.1的(de)外(wài)圓上,將曲軸作上下少量的轉動,在最高點處百分表置零,再將百分表觸頭指在Φ60±0.1的外圓最低處,將曲軸作少量的轉動,在最低處讀數,最高數-最低數=實際偏心距。用同樣方法分別在兩處取實際偏心值,兩數值(zhí)的平均(jun1)值即為工件的偏心距。但這個方法隻(zhī)適應偏心距小於百(bǎi)分表(biǎo)可測範圍的情況下,對偏心距(jù)較大的(de)(如本例偏心距為26)應采(cǎi)用下述方法(fǎ)。
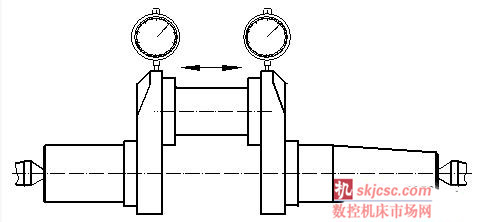
圖10
2、仍采(cǎi)用兩(liǎng)頂尖的方法(見圖11),把百分表安(ān)裝在高度遊標尺上,高度遊標尺放在已卸去刀架的小滑板上,百(bǎi)分表(biǎo)的觸頭指在已精車Φ60±0.1的外圓上,利用高度遊標尺作整讀數,百分表作微(wēi)讀數,在最高處和最低(dī)處的讀數相減,求出其偏心距。也可用塊規(guī)求出偏心距,其餘按上述方法即可。
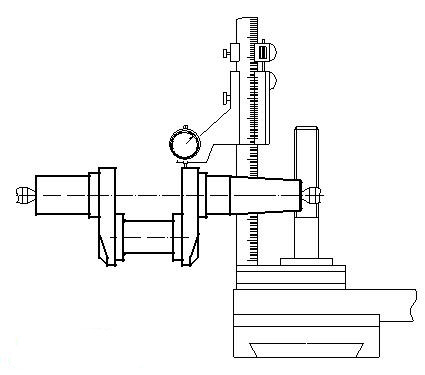
圖11
3、平行度的測量(如圖12),把工件兩端軸頸妥放在專用檢驗工具上,再在(zài)垂直和水平4個不同位置檢查曲軸(zhóu)軸線對兩端軸頸軸(zhóu)線的平行度,其平均誤差應小於圖紙規定的公(gōng)差0.05mm。
圖(tú)12
車削(xuē)時,先把工件車到需要的直徑和長度(dù),並把兩個端麵車平。然後在(zài)三爪卡盤的一個或兩個卡爪上墊上適當形狀和厚度的墊片,就可以車削偏心部分了。 墊片的形狀和厚(hòu)度,可以根據偏心(xīn)距的大小不(bú)同來選擇。由於墊片的形狀不同,所以墊片厚度(dù)尺寸的計算方法也有所不同。 1、方形墊片厚度的計算:車削偏(piān)心距較小(e ≤5~6mm)的偏心工件,可(kě)以用方形(xíng)墊片如圖13。
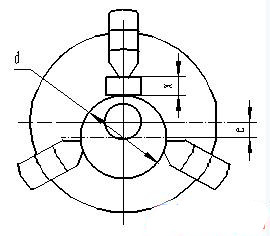
圖13
其墊片厚度可用下麵近似公式計算:
X = 1.5e(1-山公式(shì)2圖 )
式中:X—墊片(piàn)厚度(mm)
e—偏心工件的偏心距(mm)
d—偏(piān)心工件卡爪夾住部(bù)分的直徑(mm)。
圖中所示偏心工件卡爪夾住部分的直徑為60mm,偏心距為4mm,其墊片厚(hòu)度為:
X = 1.5×4( 1- 山公式3圖 ) = 6×0.9917 = 5.95(mm)
2、扇形(xíng)墊片厚度的計算
在車削偏心距較大(dà)(e>6mm)的(de)工件時,可以應用扇形墊片如圖14。

圖14
扇形墊片的厚度可用下麵(miàn)的近似的公式計算:
X = 1.5e( 1 + 山(shān)公式4圖 )
如一偏心工件直徑為36mm,偏心距為10mm,其扇形墊片厚度為:
X = 1.5 × 10 × (1 + 山公(gōng)式5圖 ) = 16.14(mm)
3、墊片厚度的修正
由(yóu)於通過計算得出的墊片厚度隻是個近似值,而三爪卡盤卡爪精(jīng)度、墊片材料的硬度和強度等因素也影響(xiǎng)著偏心距;而且在(zài)實際操作中,使用按計算厚(hòu)度的墊片加工偏心零件,往往大於所需要的偏心距,這就需要用試驗的方法修正墊片厚度。一般是根據計算的墊片厚度先(xiān)車削一個偏心工件,接著檢驗這個工件的偏心距,測(cè)出(chū)偏心誤差值並適當修正墊片厚度,直到加工(gōng)出(chū)偏心(xīn)距合格的零(líng)件為止。
如果您有機(jī)床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據(jù)
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床(chuáng)產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情(qíng)況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量(liàng)數據