


強(qiáng)化核(hé)心能力歐洲某汽車集團在南歐建造了變速箱廠,並將傳動(dòng)軸磨削工藝設計委托給了勇克(kè)公司。勇克人也不負重望,為其量(liàng)身定做了一套可擴展“Plug&Play”柔性製造工序(xù)。
對於機床製造商來說(shuō),汽車行業是最具挑戰性的領域。汽車工業在生產質量、節拍(pāi)時間(jiān)、單件(jiàn)成本、年產量、程序及設備可用性等方麵都提出(chū)了極高(gāo)的要求。在遵守認證規定、企業標準以及供應商章程的前提(tí)下,最大投資總額與售後服務也(yě)麵臨著持續增加的挑戰和壓力。新車型日益縮短的市場投放周期對於機床產品的不斷精調起(qǐ)到(dào)直接影響,該影(yǐng)響體現在工藝設計和機床配置(zhì)雙方麵。倘若成功入(rù)市,國際聲譽(yù)和(hé)大量(liàng)項目訂單便會接踵而來。而(ér)想要與汽車製造商做(zuò)生意,必須做到的一點就是靈(líng)活,而且要(yào)非常靈活。
任意操作分支(zhī)工序,生產多種類(lèi)型傳動軸
盡管(guǎn)有如此繁多的框架條(tiáo)件,位於諾德拉赫的磨削設(shè)備製造商勇(yǒng)克集團卻成功地成為(wéi)汽車製造商多年來的技(jì)術合作(zuò)夥伴。潛(qián)在技術合作夥伴的生產要求包(bāo)括,對兩種表麵硬化(huà)鋼質的傳動軸整(zhěng)體磨削(驅動軸和輸出軸)。磨削方式包括切入式磨削、端麵磨(mó)削及所有外圓磨削。也就是說,對整個外形輪廓進行磨削。
當配合公(gōng)差約為10μm時,機器能力指數(cmk)應在1.67至2.0之間。勇克機床擁(yōng)有完整的一體化過程測量(liàng)係統以及閉環控製回路(lù),因此上述要求對於勇克(kè)來(lái)說並不成問題,因(yīn)為這是勇克機(jī)床的標準。此(cǐ)外,機(jī)械製造商必須適應委托商(shāng)提供的配(pèi)有單一工件托架和RFID識別工件芯片的工件物流傳送帶,以(yǐ)保證在機床內和工件托架之間(jiān)的自動工件上(shàng)下料。“HMIpro”軟件由控製裝置製造商西門子設置,客(kè)戶也為生產人員建立了統(tǒng)一的操作界麵。
機床使用商進行(háng)變速箱生產所追尋的目標是,基於中央傳送帶對每道分支工序(車削、銑、磨削等)以任意順序進行靈活操作,從而(ér)使小批(pī)量或者單件產品實現必要的磨削操作及磨削參數(shù)更改。理論上來說,最小批量值為1。
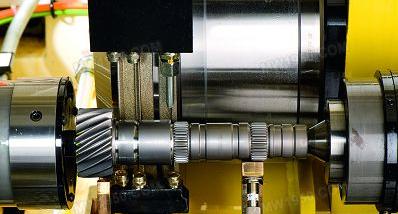
優質高效磨削:在EJ50設備上使用電鍍砂輪組進行的直切入磨削
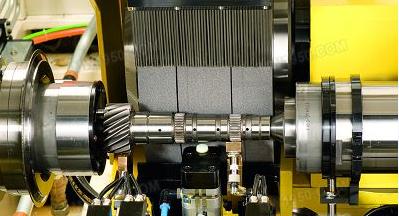
優質高效磨(mó)削:在EJ50設備上使用陶瓷結合劑CBN砂輪組進行的無痕成型磨削
係(xì)列生產
勝過成套加工
勇克專家必須把進一步的基本條件計算在內:根據原計劃年產量、實際(jì)應(yīng)用的生產班次以及機床可利用(yòng)率統計(jì),計算出包括上下料時間在內的磨削工序的目標節拍(pāi)時間(jiān)。勇克集團汽(qì)車分部項(xiàng)目負責人在(zài)提到上次成功的方案時評價說:“憑借在CBN磨削技術高效磨削領域的豐富經(jīng)驗,勇克曾提(tí)出整體加工的解(jiě)決方案。但是這套方案並不能幫助(zhù)我們實現目標,因為隨之而來的是設備投(tóu)資總額的大幅增加。相比較而言,將(jiāng)切入式(shì)磨削與端麵磨削分開(kāi),而後(hòu)再進行(háng)全部外形輪廓磨削(xuē)會節省更多的費用。通過對驅動軸進行一係列測試,我們確定該(gāi)方案可以保證產品質量,生產過程也相當穩定。”
針對年產能為(wéi)400,000根的傳動軸第一擴(kuò)產階段,客戶采用了(le)勇克兩條獨立生產線方案:一條生產兩種驅動軸的加工線(手動變速器和自動變(biàn)速(sù)箱(xiāng))由兩台“Jumat5000/50s”CBN外圓磨床進行切入磨削,三台“Quickpoint3000/60”HSG外圓磨床(參見圖三)進行外形輪廓磨削。另一條生產兩種輸出軸的加工線(xiàn)由三台“EJ50”直切入外圓磨床構成,其中(zhōng)一台磨床進行切入加工,另外兩台磨(mó)床進行無痕外形輪廓磨削。

諾德拉赫勇克生產車間:某傳動(dòng)軸項目正在安裝的部分磨床,包括工件物流傳送(sòng)帶(dài)
該項目證明,在現有合作夥伴關係和成本控製原則的框架內,可以把原始設備供應商(OEM)轉變為技術(shù)供應商。勇克某項(xiàng)目負責人曾說:“為了使隻有一個砂輪頭架的EJ50磨床能夠加工兩種不(bú)同長(zhǎng)度的輸(shū)出軸,勇克在進行產品設計時,已按照該項目的兩種主軸類型對切削方式進行了相應的設計調整,這(zhè)樣就可以用(yòng)同一砂(shā)輪組進行加工,而借(jiè)助集成的軸向定位裝置可以將該砂輪組(zǔ)調節至正確(què)位(wèi)置。Jumat和Quickpoint磨床因為(wéi)擁有B軸,則可以借助旋(xuán)轉工件一周對兩組不同的砂輪進行方便快速的定位。”
借助芯片進行快速工件上下料和物(wù)流控製
為了實現較短的節拍時間,一方麵必須借助高效磨削工(gōng)藝得以實現。切削工藝由無須修整的電鍍砂輪進行,輪廓加工則(zé)借助在機床內修整(zhěng)過後的(de)陶瓷結合劑CBN砂(shā)輪完成。另一方(fāng)麵,工(gōng)件換裝時間必須包含在節拍時間之內,勇克內置上料機械手方案的優勢在這裏就彰顯出來了。當外置上料機械(xiè)手必須(xū)等待(dài)磨削過(guò)程結束,直至上料窗可以打開時,內置上(shàng)下料機械手已經使用W型夾爪將下一個(gè)工件送至主軸附近。由於機床具有極高的剛性,上下料機械手並不會對磨削過程產生任何影響。而內置在線測量可以保(bǎo)證產品質(zhì)量並提高工藝安全。
除了機床的使用(yòng)率,機床換裝頻率和所需時間也是影響年產量的因素之一。在(zài)切入(rù)式磨削情(qíng)況下,砂輪使用壽命接近於20000根傳動軸,這樣的話一年隻(zhī)要(yào)更換兩至三次砂(shā)輪組,借助機(jī)床上的換裝輔助裝置可以使換裝所需時間縮減至30-60分鍾。為了盡(jìn)量排除(chú)對最大柔性生產理(lǐ)念的(de)幹擾,機床還(hái)特意安裝了配有RFID芯片的工(gōng)件托架。在工件被送(sòng)入機床前,傳(chuán)動軸類型和加工狀態信息將被確認,如有需要並對尾架的(de)頂尖位置、所使用(yòng)的磨削砂輪組等機(jī)器配置(zhì)以(yǐ)及數控程序進行修(xiū)改(gǎi)。在程序開啟之前,將對(duì)傳動軸幾何參數的額定值與實際值再次進行合理性檢驗。一旦出現偏差,將對傳(chuán)動軸進行分類(lèi)整(zhěng)理。加工完畢後,需對工件托架芯片內的儲存數據進行更新。
試生產,生產,生產升級(jí)
首批八(bā)台(tái)機床(chuáng)在諾德拉赫進(jìn)行驗收後,已經發貨。客戶對勇克設備(bèi)給出了完(wán)全滿意的評價:
“2005年給合(hé)資夥伴Tata安裝生產線時,我就已經對勇(yǒng)克機床(chuáng)有(yǒu)所了解。就(jiù)我們(men)目前的項目來說,勇克為我們提供了頗具說服(fú)力的總體方案。與其它供應商相比,勇克方案能為我們節約更多(duō)的設備投資。此外(wài),在同台磨床(chuáng)上,多種型號傳動軸的高柔性加工無需人工操作也可實現,因此也能更快地適應市場需求。在試(shì)生產和生產階段,勇克還為我們提供(gòng)了高水平工作人員予以協助。至(zhì)於售後服務,在Maglione先生的領(lǐng)導下,勇克及其合作夥伴Tecmi為我們提供了(le)包括備件供應在內的及時支持。”
持續的質量保證
2008年春季開始,勇克質量檢測中心(xīn)引進了Zeiss公司基於多(duō)傳感器技術的龍門式三坐標測(cè)量(liàng)機(參見下(xià)圖(tú))。在諾德拉赫,9台測量設備可以對所有的(de)工件幾何參(cān)數進行測量,以滿足磨床的高質量標準。在(zài)勇克質量(liàng)檢測(cè)中心,無論是圓度測量儀、光學測(cè)量機、表麵測量儀還是2008年引進(jìn)的三坐標測量機都是頂級品牌廠家Hommel,Adcole,Mahr,Zoller和Zeiss提供的設備,他們的設備質量以及他們(men)對測量技術的專注在整個金屬加工界都是出類拔萃的。而其(qí)在客戶項目的每個階段都(dōu)能(néng)展現出決定性的優勢,特別在高端的(de)汽車領域。

不允許出現任何質(zhì)量問題:在新的質量檢測中心裏(lǐ),勇(yǒng)克(kè)擁有與其(qí)磨床品質(zhì)和高要(yào)求的客戶項目相配的歐洲最先進的質量檢測設備。
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切(qiē)削機床產量數據
- 2024年11月 軸承(chéng)出口(kǒu)情況(kuàng)
- 2024年11月 基本型乘用車(轎車(chē))產量數據(jù)
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新(xīn)能源(yuán)汽車銷量情況(kuàng)
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據