


摘要:本文(wén)以某型號飛機螺旋槳軸的(de)工藝編製為基礎,對該零件在車削部分數控(kòng)加工時工(gōng)藝的安(ān)排、工裝的設定、刀具的選定以及數控程序的編製作了闡述。通過實踐驗證該零件工藝(yì)文件合理,並以(yǐ)該零件為主樣件建立零件族基礎(chǔ)庫,對加工類似高精度空心軸零件的CAPP和CAM有指導意義。
近年來由於數(shù)控設備的引進和推廣,給機械(xiè)製造(zào)行業帶來了巨大的(de)變(biàn)革。從傳統的普通機(jī)床(chuáng)加工轉換為先進的(de)數控加工(gōng),精度的保證不再是靠操作者手(shǒu)工控製。飛機螺(luó)旋槳軸由於其使用性的需要,對機械(xiè)加工精度和表麵(miàn)質量均提出了較高要求,是數控車(chē)床加工的典型零件之一。在如何保證此(cǐ)類零件的精度方麵,作者結合苧(zhù)曼工作(zuò)提堂了一套行之有效的數控加(jiā)工方案(àn),它為加工一係列高精度空心軸(zhóu)結構的零件提供了一個理論與實踐的參考。
1 零件特性
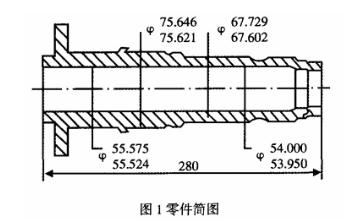
某飛機上的螺旋槳軸是一個高精度空心軸零件,零(líng)件(jiàn)簡(jiǎn)圖如(rú)圖1所示。零件在工(gōng)作過程中(zhōng)高速旋轉、受力複雜,使(shǐ)用時對零件的(de)動平衡和可靠性要求高。零件總長為28mm,是一根階梯軸(zhóu),外圓(yuán)各處互為基準(zhǔn),圓跳(tiào)動為0.025mm;內孔相對外圓基準的跳動為0.05mm,跳動精度直接影響零件高速旋轉過程中的穩定性(xìng)和可靠(kào)性。
零件材料為AMS6414(美國牌號)相當(dāng)於40CrNiMoA,屬調質(zhì)鋼,可以進行滲氮(dàn)處(chù)理;在高強度時還有很高的韌性;淬透性(xìng)高,鋼的焊接性差。冷(lěng)變形塑性中等,通過高溫退(tuì)火或等(děng)溫退火可以改善鋼的機械加工性能。在本(běn)產品工藝中,材料經調質處理,處理後硬度為(40~45)HRC。
2 數控加工工藝過程(chéng)安排
從零件圖分析,製定機(jī)械加工工藝路線時必(bì)須考慮該零件的以下特征:
(1)空心軸,壁(bì)厚約10mm,用三爪(zhǎo)卡盤直接裝夾(jiá)將產生較大的夾緊變形;
(2)外圓加(jiā)工時定位基準夾持部位短,定位穩定性(xìng)差(chà);
(3)內孔的表麵粗(cū)糙度(dù)要求(qiú)高,內孔相對外圓基準的跳(tiào)動精度高(gāo)。
(4)孔的長徑比大,刀具振動大,易崩刀。
如果采用普通機床加工,外圓表麵(miàn)的加(jiā)工路(lù)線(xiàn):粗車—半精車—粗磨—精磨—精密磨削;內孔的加工路線:粗鏜一半精鏜一粗磨一(yī)精(jīng)磨—研磨。
由於數控車床的引進,與(yǔ)普通的車床、鏜床比(bǐ)較,它的加工範圍和加工精度都有很大提高。經過對零件的(de)技術分析和一段(duàn)時間的生產試製,最終(zhōng)確定零件的數控加工工藝,如表1所示。

在數控(kòng)車削過程中,為能達到加工要求,保證產(chǎn)品質量,工藝人員(yuán)設計了一套適合精車外圓和半精鏜、精鏜內孔三道工序的專用軟爪夾具,這套軟爪在加(jiā)工過程中起到了重要的(de)作用。同時,為了能夠確保內孔(kǒng)尺寸精度(dù)、圓(yuán)跳動和表麵質量,對內孔加工刀具進(jìn)行優選(xuǎn)。
3 內孔加(jiā)工刀具的選用
根(gēn)據零件的(de)結構特點,在零件的(de)加工過程中,鏜孔刀具的選擇具有特(tè)殊性和典型性。最初工藝(yì)采用了肯納的減振鏜杆與VDI-50螺栓(shuān)壓緊式刀(dāo)柄配(pèi)合,由於(yú)鏜杆與(yǔ)刀柄之間(jiān)存在一定間隙,鏜杆與刀柄形成線接(jiē)觸,螺栓壓緊的穩定性較差,零件的孔徑比較大(dà),加工時(shí)刀具產生較大振(zhèn)動,盡管對切削參數進行了多次調整,但加工精度仍難以達到設計要求,並且刀片(piàn)壽命低(dī)。經過(guò)對振(zhèn)動現象的分析,通過對各種刀杆的試加工,發現刀(dāo)柄的夾緊(jǐn)方式是引起振動的主要原因之(zhī)一,後在(zài)半精鏜(táng)內孔時采用了VDI-50彈性夾緊式刀柄(Split sleeve)俗稱全包刀柄如圖2所示。
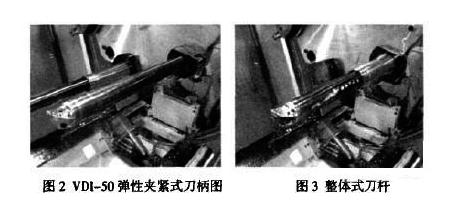
刀柄上有一彈性缺口,刀杆伸入刀柄後用螺(luó)栓夾(jiá)緊刀柄,彈性缺口收縮,刀杆與刀柄之間形成麵接觸,刀具振動基本得到控製唧;精鏜內(nèi)孔(kǒng)時采用整體式刀杆,如(rú)圖3所示,精加工精度能夠滿足設(shè)計要求,刀片壽(shòu)命正常。螺栓壓緊式與彈性夾緊式刀柄加工產品效果,如表2所示。
4 工序設計
4.1 精車外圓工序的設計
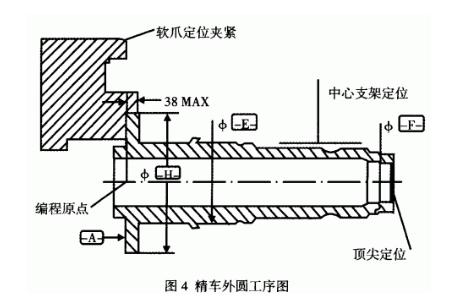
表1中25工序為精車外圓,為使設計基準與定位基準重合,定位采用夾(jiá)持基準H靠基準麵A,利用頂尖定位(wèi)右端(duān)麵,如圖4所示,由於右端錐孔中心線與外圓H的中心線的同(tóng)軸度較差,由此產(chǎn)生的過(guò)定位引起零件的圓度誤差明顯(xiǎn)超差,加工精度達不到設計要求(qiú)。通過反複實驗和調(diào)整,將(jiāng)精車工序的加工工(gōng)步最終確定為:夾持基準H靠基準(zhǔn)麵A定(dìng)位(wèi),以(yǐ)(0.15—0.25)mm的吃刀深度精車靠(kào)近右(yòu)端的一段外圓(圖4中心支架定(dìng)位處),用中心支架夾持這段外圓精加工右端內孔和60°的定位錐度(圖4頂尖定位處)。通過(guò)以上兩個工步(bù)使右端錐孔中心線與(yǔ)外圓H中心線的同(tóng)軸度達到重複定位的要(yào)求(qiú)。鬆開中心架,頂上(shàng)頂尖,精車(chē)外圓。
4.2 鏜內孔工序的設計
內孔加工方法對(duì)保證內孔相對外圓的跳動有很大關係。表1中30工序半精鏜(táng)采(cǎi)用分工步方式進行,每個工步的進刀深(shēn)度75mm。一次走刀的徑向吃刀深度約1.25mm,采(cǎi)用恒線速(sù)度107m/min,限製最(zuì)高(gāo)轉速1120r/min,進給量0.254mm/r。根據加工段的孔徑大小決定走(zǒu)刀次數,每(měi)工步完成後,鏜刀完全退出(chū),清理鐵屑,檢查刀片。根據內孔長度分若幹工步進行(見圖(tú)5、圖6),實際加工中還應(yīng)根據(jù)孔的大小深度,機床冷卻情況等因素進行實時微量調整。
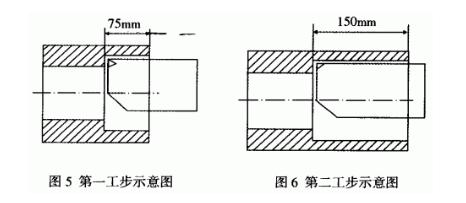
表1中(zhōng)35工序精鏜(táng),精鏜餘量為0.5mm。精鏜(táng)之(zhī)前采(cǎi)用恒線速度107rrgmim,限製最高(gāo)轉速1120r/min,進給量0.125nm/r,吃刀深度0.127mm用精鏜刀光整內孔,以確保0.5mm的精鏜餘量(liàng)均勻。精鏜分三次走刀(dāo),第一刀(dāo)吃刀深度為0.25ram,第二、三刀吃刀深度為0.1251rim,采用恒線速度107m/mira,限製(zhì)最高轉速1120r/min,進給量0.1mm/r,三次(cì)均由z軸的負方向向正方(fāng)向走(zǒu)刀。此走(zǒu)刀方式與由z軸正方向向負方向進刀相比較,加工後的內孔表麵粗糙度(dù)明顯前者高於後者。因為正向進刀時,團(tuán)狀切屑在(zài)刀(dāo)杆與已加工(gōng)內孔表麵之間受到擠壓(yā),容易刮傷已加工表麵,而由z軸的(de)負方向(xiàng)向正方向走刀時,切屑刮傷的為待加工表麵,所以負向走(zǒu)刀可以提高加工表(biǎo)麵的質量。
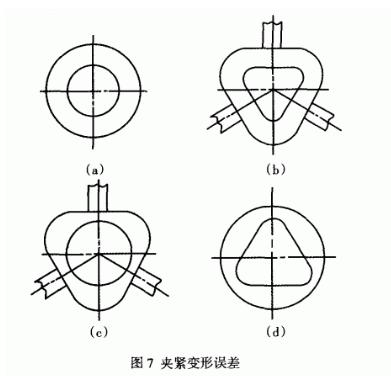
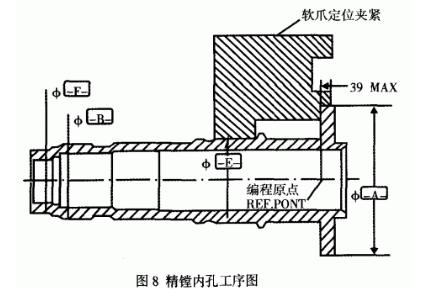
內孔表麵粗糙度要求高時,支承(chéng)方式不同對其的影響(xiǎng)也不一樣。最初工(gōng)序使用僅在軸中部軸頸處(圖1中Φ75.646~由Φ75.621處)用軟爪夾緊,由於工件為空心軸,夾持部分壁厚為(wéi)10.023mm,剛度較低,夾緊力的著(zhe)力點過於集中,工件產生相應變形,造成加工誤差,如圖7所示。加工後工件的尺寸精度及圓度均超出設(shè)計範圍;夾持長度較短,穩定性差,工件內孔表麵粗(cū)糙度在此加緊方式下隻能達到Ra3.2,零(líng)件內孔的表麵粗糙度設計要求為Ra0.8。為了保證(zhèng)產品的加工質量,本工序(xù)使用專用的軟爪,軟爪在大端法蘭和軸中部直(zhí)徑處同時夾緊(jǐn),如圖8所示,夾持長度的增(zēng)加(jiā)提高(gāo)了夾緊的穩定性,同時使夾緊力分散,消除工件(jiàn)的(de)夾緊變形。在采用相同的刀具和切削參數的情況下,采用專用的軟爪夾緊加(jiā)工(gōng)可以穩定保證內孑L的加工精度及表麵粗糙度要求。
5 程序編製
5.1 程序編製背景
產品的精車、半精鏜、精鏜工序是在德國(guó)Boehringer公司進口的VDF315 NC LATHE上完成的。機床的數控係統為FANUC-15Bm,它功能全。界(jiè)麵簡單,程序可由電腦編(biān)程、模擬後通過(guò)串口傳人數控設備。編程軟件用的是15.0版本的UG刑nigraphics),編程時先根據生成的刀軌輸出一個CLSF刀位原文件,經後置處理器(qì)生成機床數(shù)控係統能識別的G代碼。後置處理器有(yǒu)一個問答式的(de)設置文件,可根據機床數控係統的(de)類別和機(jī)床的結構、功能進行設置。對生成的刀軌,UG具有在屏幕上演示加工軌(guǐ)跡的功能(néng)。為檢查是否有幹涉產生,還可將(jiāng)刀具模型畫出來按加工軌跡進行三維虛擬加工演示。
5.2 數控程序的編製和零件族基礎庫
在整個零件的加工過程中,機(jī)械加工工序都是在數控車床(chuáng)上完成的,數控程序編製能否滿足產品設計要求,是否安全、適用十分重(chóng)要(yào)。
在公司生產(chǎn)的產(chǎn)品中(zhōng),高精度空心軸是一種典型的零件。零件及專用軟爪在加(jiā)工時(shí)都是在同一數控(kòng)設(shè)備上進行。為了能夠適合不同尺寸要求的同類(lèi)產品加工,以該零件為設計主樣件建立一個空心軸零(líng)件族基礎庫。
零件(jiàn)在數控程序編製過程中其關鍵(jiàn)之一是試切程序的編製。因為刀具受機床對刀係統精度的影響,對刀後不作調整加工出來(lái)的尺寸與程序裏的名義尺寸總存在千分之幾毫米的誤差。因此,必須采用先(xiān)試切,然後測量出誤差,再把測量得到的誤差輸入到刀具半徑(jìng)補(bǔ)償和長度補償,以保證最終尺(chǐ)寸得到有效控製。試切時的所有條件(如餘量和切削參數(shù)等)都(dōu)要與最後精加工時保持一致,以消(xiāo)除這些因素對加工精度的影響。每一批(pī)產品(pǐn)的首(shǒu)件(jiàn)都應進行試切,後續產品加工時可(kě)以可跳讀試切程(chéng)序(xù)。對尺寸公差(chà)小(xiǎo)的關鍵尺寸,在最終精加工(gōng)之前程序中應設置退刀和暫停指令,以便工人測量尺寸,按需要調(diào)整刀具半徑補償(cháng)和長度補(bǔ)償。外圓車(chē)刀的試切可加工一段外(wài)圓直徑和一個端麵,以(yǐ)分別調整徑向和軸向的(de)刀具補值,在試切程序模塊的基礎庫中外(wài)圓直徑和(hé)z向長度尺寸是關鍵參數。建立基礎庫後,隻要將新的參(cān)數輸入到基礎庫中的模塊化工藝流程(chéng),由工(gōng)藝流程將新的參(cān)數傳遞到原有(yǒu)的數控模塊化程序中,即可產生新零件的試切程序。本零(líng)件外圓精車刀(dāo)(5#)的試切程序略(程序內各參數單位采用英製)。
6 結束(shù)語
通過對螺旋槳軸(zhóu)關鍵尺寸的分析,製定(dìng)了一套合理的數控加工工藝,為關鍵工序設計了適用的夾具、精(jīng)選了刀具(jù)。該零件的數(shù)控工藝通過生(shēng)產實踐(jiàn),已經驗證其可行性,產品合(hé)格率達到99%。同時,以該產品為主樣件(jiàn)建立的零件(jiàn)族基礎庫,使加工同類零(líng)件時(shí)減少了重(chóng)複工作,縮短工作時間,提高生產效率(lǜ) 。
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機床產量(liàng)數據(jù)
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量(liàng)數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量(liàng)數據
- 2024年10月 軸承出口情(qíng)況(kuàng)
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據(jù)
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一(yī)台(tái)加工(gōng)中心精度的(de)幾種辦法
- 中走絲線切割機床(chuáng)的(de)發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的(de)技術工人都去哪(nǎ)裏了(le)?
- 機械老板做了十多(duō)年,為何還是小(xiǎo)作坊?
- 機械行業最新自殺性營(yíng)銷,害人害己!不(bú)倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造(zào),多談點(diǎn)製造
- 現實麵前,國人沉默。製造業的騰飛,要(yào)從機床
- 一(yī)文搞懂數控車床加工刀具補償功能
- 車床鑽孔(kǒng)攻(gōng)螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別