


摘要
近年來,隨著機床行業的飛速(sù)發展,市場競爭越來越激(jī)烈,國內各家機床企業不(bú)斷的推出(chū)自己的(de)新產品來滿足市場的需求。在推陳(chén)出新的同時,機床性能質量的提升成為各個公(gōng)司努力的方向。我公司新研發的動梁龍門移動式加工中心,其機床(chuáng)總(zǒng)體布(bù)局為龍門框架移(yí)動、滑枕升降、工作台固定的布局形(xíng)式。橫梁夾緊機構裝置是動梁龍門移動式加工中心的重要組成部分,其(qí)零部(bù)件的質量直接影響橫梁在立柱上的定位穩定性和主軸的加工(gōng)精度。通過質量管理方法(fǎ),分析了夾緊機構質量的主要影響因素並有針(zhēn)對性的改進結(jié)構設計和加工(gōng)工(gōng)藝(yì),從而大幅度地提升了機床(chuáng)整體性能表現,同(tóng)時也提升了產品的市場競爭力。
關鍵詞(cí):提升、夾緊裝置、各(gè)構件、加工質量
引言
目前國內各家機床行業都在展示自己(jǐ)的最新產(chǎn)品,如寧波海天精工機械有限(xiàn)公司製(zhì)造的HTM-30GLEX橫梁升將龍門五麵加工中心,其橫梁與立柱導軌副兩側設夾緊機構,采用杠杆式強力夾緊,滿足強力切削要求。隨著汽車工業、航(háng)空航天、模具、造船等行業的迅速發展,各種板類、機架類、模具等(děng)大型零部件的(de)加工需求越來越多,適用於加工這些零件的動(dòng)梁龍門加(jiā)工中心機床有著廣闊的市場前景。一些國際先進的技術都在動梁龍門式加工中心上有了運用,如雙伺服軸同步驅動(dòng)、滾滑動(dòng)複合導軌和液壓(yā)油(yóu)缸自動平衡補償係統。這些先進的技術(shù)的運用,提高了機床的加工精(jīng)度和剛度。所以,各家機床企業對自己的產品(pǐn)質量要求也越來越高。
一、先介紹一下橫(héng)梁夾緊機構構件總成及其(qí)工作原理
(一)橫梁夾緊機構構件總成(chéng)簡(jiǎn)介(jiè)
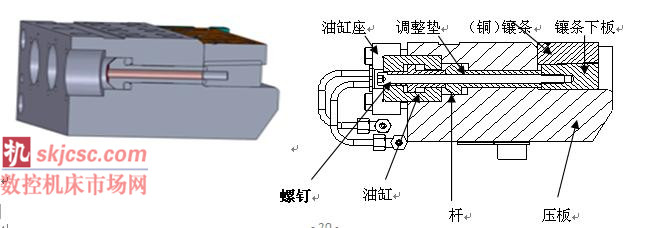
(圖一)
(二)橫(héng)梁夾(jiá)緊機構工作原(yuán)理簡介
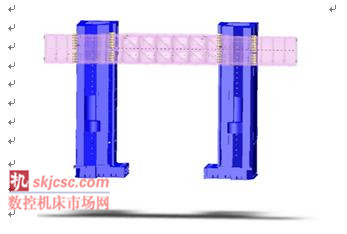
(圖二)
二(èr)、 夾緊裝置各構件質(zhì)量不合格出現如下現象
動梁龍門產(chǎn)品橫梁夾緊機構如上圖,在裝配過程中當液壓夾緊時,螺釘拽動鑲條下板與杆移動,出(chū)現(xiàn)壓板與鑲條下板接觸(chù)麵翹(qiào)縫0.1㎜以上,不滿足0.02㎜塞尺不(bú)下要(yào)求,不合格。通常是小件車間加修杆,將直徑φ25f7配合外徑車小,減少(shǎo)外徑的導向作用,同時配(pèi)磨鑲條下板與壓板接觸麵,每台8組夾(jiá)緊器,主要(yào)零件返修率93%,裝配配製時間約(yuē)25-45天左右,嚴(yán)重製約裝配周期,因零件精度(dù)不合格,使橫(héng)梁夾緊機(jī)構可靠性降低。因此,提(tí)高夾緊裝置各構件的加工(gōng)質量,滿足裝配要求。
三、 夾緊機構(gòu)各構件(jiàn)質量不合(hé)格調查及解決目標
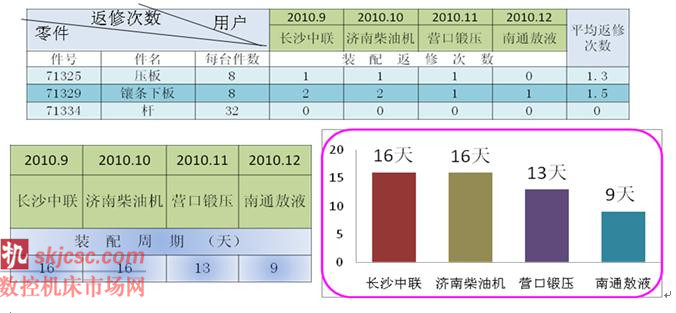
(1)2010年2月至2011年6月期間給用戶組裝(zhuāng)的4台動梁龍門機床夾緊裝置(zhì)調查發現,夾緊裝置中的壓板平均返修數8次,鑲條下(xià)板平均返修次數14次(cì),杆(gǎn)平均返修次數(shù)15次(cì),鑲條平均返(fǎn)修2次,返修次數如下圖。
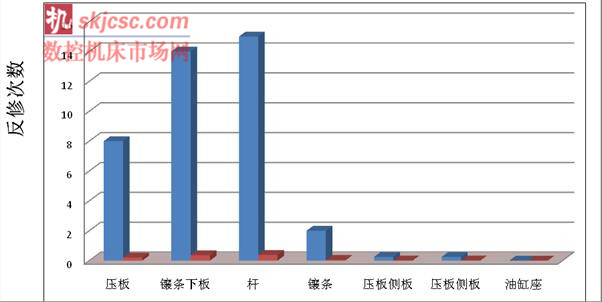
對裝配過程中返修率較(jiào)高的三種件壓板、鑲(xiāng)條下板、杆質量不合格率進(jìn)行統(tǒng)計,一次質量不合格率為:(20.3%+38%+35.4%)÷3=31.23% , 其中(zhōng)壓板占問題的20.3%,杆占問題的38%,鑲條下板占問題的35.4%。
(2)、解決目標:
根據統計的質量不合格率占的百分率我們確定的目標:
解決壓板問題降低(dī)質量不合格品率 :(100%-31.23%)X20.3%X10%=1.4%
解決杆問題降低質(zhì)量不合格品率: (100%-31.23%)X38%X10%=2.62%
解決鑲條下板問題(tí)降低質量不合格品率(lǜ): (100%-31.23%)X35.4%X10%=2.44%
預計降低質量(liàng)不合格品率:31.23%-1.4%-2.62%-2.44%=24.77%
四(sì)、對夾(jiá)緊裝置各構件質量不合格進行(háng)原因分析
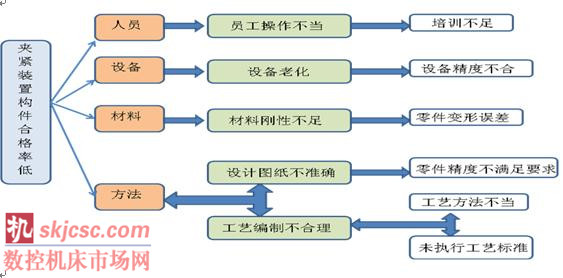
1、小裝後的夾緊裝置各構件沒有達到裝配要求,進而(ér)對各構件進行原因分析,並得出以下6個末端因素,如下樹圖所示(shì)。
2、根據得出的末端因素製定了確定影響夾(jiá)緊機構各構件加工質量的確認表,如下。
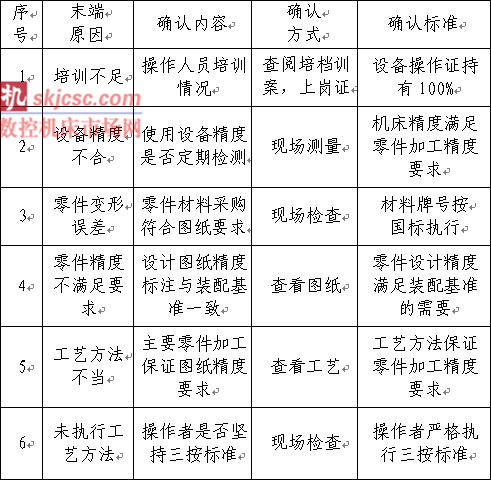
因素1、2、3、6經過現場調查(chá),不是影響夾緊裝置各構件加工質量不合格的原因,最後經過現場分析、討論後認為:因素4、因素5均可(kě)能有影響夾緊裝置各構件加工質量不(bú)合格的因素,需進行(háng)相關驗證確(què)認(rèn)。
1)、因素4確認方(fāng)法
先查看圖紙,看圖紙給的基準是否符合裝配基準要求(qiú),見下圖紙.
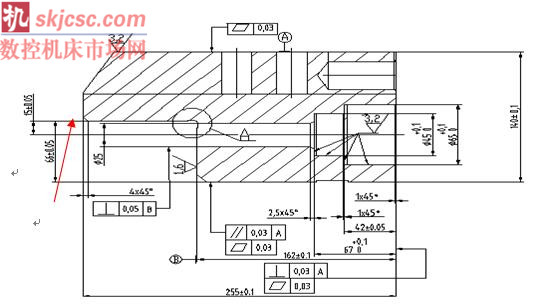
箭頭指的位置為裝配基準麵,裝配基(jī)準麵上(shàng)放鑲條下板,要求基(jī)準麵與鑲條下板之間0.02mm塞尺不入,當把(bǎ)杆和鑲條下板連在一(yī)起後,用(yòng)0.02mm檢查了鑲條下板和基準麵之間(jiān),塞尺(chǐ)進去,有0.1mm以上的縫隙,證明不符合裝配要求,這時(shí)查(chá)找(zhǎo)原因為什麽螺釘沒把鑲(xiāng)條下板時,鑲條下(xià)板和(hé)裝配基準麵(miàn)之間下0.05mm塞尺,把上後下塞尺數值更大了呢?看看圖紙,圖紙中穿杆的(de)孔(kǒng)沒有與裝配基準麵有任何要求,導(dǎo)致杆和鑲條下板把上後,裝配基準麵與鑲條下板之間下0.02mm以上緣(yuán)故。同(tóng)時(shí)把鑲(xiāng)條下板的杆由於加工時無法控製杆端麵到軸肩麵8件尺寸一(yī)致性的要求,導致杆個個件需要裝配出數,加工車間配磨。由此得出(chū),零(líng)件精度(dù)不滿足要求,確定為質量(liàng)不合格的重要因素之一。
2)、因素(sù)五確認方法(fǎ)
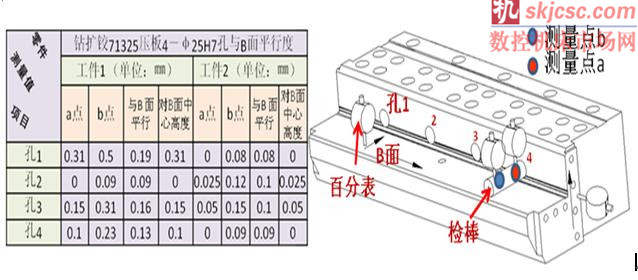
工藝安排的(de)加工方法是采用鑽、擴、鉸的加工方法加工4-φ25H7孔,先用φ23鑽頭鑽孔,由於工件4-φ25H7孔長162mm,沒先鑽導向孔後直接鑽、擴、鉸孔,導致加工後的孔出現錐度。對現場加工完2件進行檢查,4-φ25H7孔加工(gōng)後有錐度,前麵孔大後麵孔小,而且件1與B麵平行度0.5;件2與B麵平(píng)行度0.15,不符合裝(zhuāng)配要求,確定為要因,如下表。
3)、對確定影響(xiǎng)夾緊裝(zhuāng)置質量的因素如下表
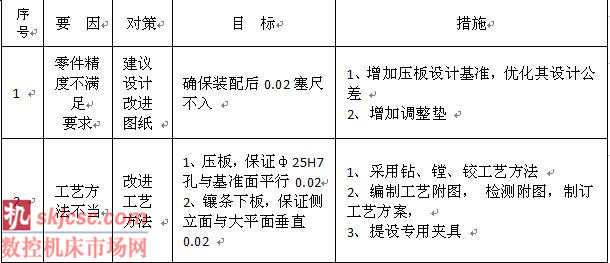
采取措施一
要求設計進行(háng)零件圖紙改進,使設計基準與(yǔ)裝配基準統一。
壓(yā)板增加基準麵,孔4-φ25H7增加與基準麵平(píng)行度要求;增加(jiā)調整(zhěng)墊,減少杆軸端麵的(de)配磨(mó)。
改進工藝方法:
1.4-φ25H7孔原采用鑽、擴、鉸加工方法現改為鑽、鏜、鉸孔(kǒng)的加工方法,加工後的孔粗糙度達到1.6以(yǐ)下,與基準麵平行度0.03以(yǐ)內(nèi), 保證孔的精(jīng)度。
2.通過對返修壓板的規律總結,孔Φ25H7與基(jī)準麵成0.04度夾(jiá)角,保證(zhèng)裝配精度要求。
3.工藝提設專用斜向墊鐵(tiě),將工件放在斜向墊鐵上(shàng),無須找正(zhèng),加(jiā)工零(líng)件,保證裝配夾緊機構組件時不再出現0.02mm塞尺下的(de)現象。
4.同時增加調整墊零件,使軸再也不(bú)用加修了(le)。
5,鑲條下板工藝嚴格控製氮化前(qián)後的留量,保證螺紋孔至B基準麵距離尺寸精度15±0.05。B基準麵0.02塞(sāi)尺不下,A、B基準麵垂(chuí)直度不大於0.02。
4)、對改(gǎi)進後的圖紙及工藝進行實施驗證(zhèng)
通過上表可以看到,零件不合格返修率由平均31.23%下降至7.9%。裝配周期從原平均45天下降(jiàng)至12天。橫梁夾緊機構構件加工質量問題得(dé)到顯著提高。
(2)對一次加工壓板件共8件及鑲條(tiáo)下板件共(gòng)8件跟蹤加工及檢測。
壓板件工(gōng)藝改進後,用訂購專用(yòng)半精鏜刀轉速S=500,進給量F=50,代替擴孔鑽,再鉸孔後孔粗糙度達到1.6以下,檢(jiǎn)查4--φ25H7孔與B麵平行(háng)度0.03以內。鑲條(tiáo)下板的熱處理氮化前(qián)後的工藝控製,加工(gōng)後(hòu)2.5度斜麵平麵度0.02塞尺不入。
5)、取(qǔ)得的經濟效益(yì)和成就
(1)、零件質量不合格返修率由平均31.23%,下降至(zhì)平均7.9%(每台構件總數96件),裝(zhuāng)配周期從原平均45天下降至平均12天。
(2)、大幅減少了裝配過程中返修件的頻次,提高了裝配效率,同時通過(guò)質量(liàng)控製,在加工環節中也大大提高了工人素(sù)質,實現(xiàn)了產品質量和(hé)裝配效率同時提高。
6)、為了確保今後零件加工保證質量,我們製定如下鞏固措(cuò)施
標準化工藝,編製數控工藝及零(líng)件裝夾立體附圖,圖示化零件裝夾找正(zhèng)位置,固定刀具,給定切削參數,計算零件節拍時間,固定程序。
為了保證夾緊裝置在小裝後各零(líng)件之間的尺寸鏈要求,編製了可視化工序圖,張貼在車間公視板上,強化操作者及檢(jiǎn)查員注(zhù)意(yì)關鍵件特(tè)殊尺寸重要性,嚴格控製零件精(jīng)度(dù)。
五、總結
隻有總結我們才可能(néng)有(yǒu)進步,所(suǒ)以在總結中進步,在進步中總結,本論文用質量的思(sī)路去(qù)解決實在的質量問題,用最普通最簡單的質(zhì)量管理工具把問題的要因找到並繼而(ér)快速的解決。
今後,立(lì)足車間一線生產,不斷(duàn)發現問題(tí),探索最佳解決方案,在(zài)工作(zuò)中一(yī)如既往的用先進的質量管理方法和質量技術方法,對零件加工的質(zhì)量不斷(duàn)提高。 (文自:中捷機床有限(xiàn)公司)
如果(guǒ)您有機(jī)床行業、企業相關(guān)新聞稿(gǎo)件(jiàn)發表(biǎo),或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月(yuè) 基本型乘用車(轎車)產(chǎn)量(liàng)數據
- 2024年11月 新能(néng)源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情(qíng)況
- 2024年10月 分地區金(jīn)屬切削機(jī)床產(chǎn)量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)