


[摘 要]台尾體芯軸深孔改為兩段短孔、解決了深孔(kǒng)和交叉孔加工困(kùn)難的難題,改善加工工藝(yì)性和裝配工(gōng)藝性(xìng),芯(xīn)軸(zhóu)與台(tái)尾體用漲套(tào)連接並采用雙端鎖緊、提高了台尾支撐剛度,同時實現了台尾芯軸裝配的互換(huàn)性,為數控(kòng)機床沿用傳統台尾結構的(de)設計模式探索一條新的途徑(jìng)。
[關鍵(jiàn)詞] 直線度;配合間隙;互換性;切削震紋。
1、前言(yán)
近年來,我國數控(kòng)機床發(fā)展(zhǎn)迅猛、整(zhěng)體設計水(shuǐ)平不斷提高,然而;數控車床的“台尾”部件大部分依(yī)然沿用普通車床台尾的結構模式。傳統台尾在數控機床中應(yīng)用其工作性能已不能符合數控機床的精度要求,切削工作中(zhōng)發現;靠近台尾支撐(chēng)端的加工表麵質量遠不如(rú)床頭端的表(biǎo)麵質量好、有時會(huì)出現明(míng)顯的切削震紋,工件兩(liǎng)端的加工質量產(chǎn)生明顯差異(yì),這是傳(chuán)統台尾因補充普通車床的(de)加工功能(néng)而造成的工作剛性缺陷所致。
在普(pǔ)通車床中、為了具(jù)備鑽、擴、餃的加工功能、台(tái)尾芯軸設計需有較大的行程來滿足鑽孔、擴孔、較孔的(de)工作進給,台尾芯軸與台尾體有較長的滑動配合麵積、因深孔(kǒng)的直線度、圓度、錐度的(de)精度加工難度大、配合間(jiān)隙控製不能過小、芯軸與孔壁貼合率較差、在單端(閘塊)結構鎖緊的狀態下、台尾的支撐剛度(dù)已大打折扣、在切削過程中台(tái)尾芯(xīn)軸六個(gè)自由度控製不良,產生震動、影響零件加工的表麵質量,製造上為了保證心(xīn)軸滑動的配合間隙(xì)、多以配做工藝完成、限製了零件的互換(huàn)性裝配和(hé)生產效率、在台尾僅作為工件支撐的單一功能的數控機(jī)床(chuáng)上、可以(yǐ)進行改進和優化。
2、 傳統台尾缺陷分析;
2.1、台尾芯軸與台尾(wěi)體為小間隙(xì)滑動配合結構、由於深孔加工直線精度控製(zhì)困難、加工難度大(dà),在設計公差內台(tái)尾芯軸裝配(pèi)中經常出現芯軸無法通過深孔的問題、造成返修。(見圖一)。
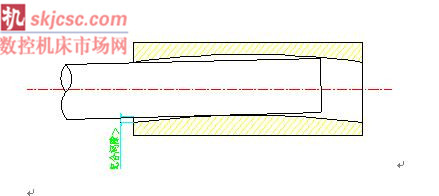
(圖一)
2.2、傳(chuán)統台尾為前端閘塊鎖緊結構、當閘塊鎖緊時、芯(xīn)軸(zhóu)被頂(dǐng)靠在一側孔壁上,壓點與支點呈對(duì)稱(chēng)壓緊、芯軸兩側約70%圓周存在懸空間隙、芯軸定位接觸麵積小,抗震性不良。(見圖二)。
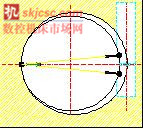
(圖二)
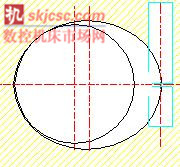
2.3、台尾芯軸(zhóu)在前端一點鎖緊、芯軸兩(liǎng)端可繞鎖緊點在間隙內擺動,芯軸抗彎性能較差、切削中(zhōng)芯軸極易產生顛(diān)覆震動,是造成台(tái)尾端支(zhī)撐剛度不足因素主要之一。(見三)
![]()
(圖三)
2.4、台尾芯軸和台尾(wěi)體孔徑磨損後間隙不能補償、增大的間隙無法修複、工作精度壽命短。(見圖四)
(圖四)
3、 新型台尾(wěi)結構探討,
◆新(xīn)型台尾對傳統台尾結構存(cún)在的缺陷和工藝性不良等問題進(jìn)行了研(yán)究和(hé)改進;在數控車床上台尾(wěi)僅是工件的支撐機構(gòu)、完全可以簡化掉鑽(zuàn)、擴、餃任務的多餘功能、重(chóng)點提高數(shù)控車床支撐剛性和優化工藝性為設計目標。
◆新型台尾優點
1.台(tái)尾體中的深孔改(gǎi)為前後兩(liǎng)段短孔,加工工藝性好。
2.取消十字交叉孔結構(gòu)、將單端鎖緊的閘塊改為雙端鎖緊,確保台尾芯軸六個自由度(dù)固定,剛(gāng)性強。
3. 縮短芯軸的工(gōng)作行(háng)程、能滿足數控車床工(gōng)件支撐和退出的距離為度(可比傳統台尾芯軸行程縮短2/3)。
4. 減少製造工(gōng)藝中的配作環節(jiē)、實現零件裝配互換性。
◆本新型結構是將台尾芯軸(zhóu)兩端用鎖緊漲套緊(jǐn)固在台尾體短孔中、明顯提高心軸抗彎剛度,漲緊套(tào)鬆開、芯軸可以輕鬆移動。(見(jiàn)圖五)
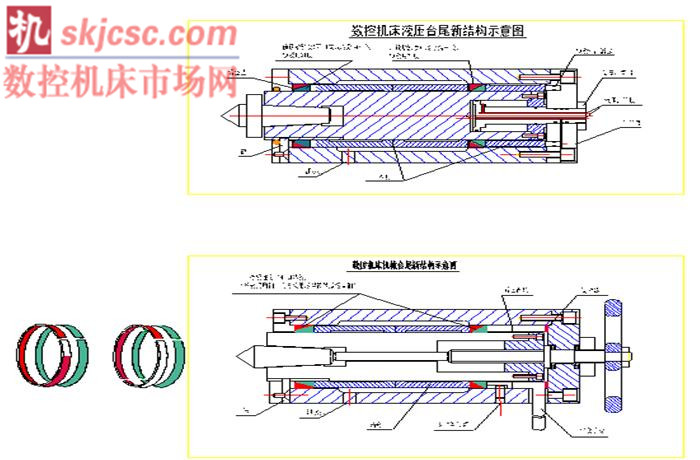
1. 台尾體①改為前後兩段短孔、芯軸②通過前錐套③和後(hòu)錐套④與台尾體鎖緊固(gù)定(紅色為外錐(zhuī)套、藍色為內錐套),液(yè)壓油缸活塞⑥推動隔套組⑤同時壓緊前後錐套、芯軸被(bèi)錐套漲緊在台尾體上,當(dāng)油缸活塞(sāi)反向移動、漲套壓力撤銷鬆動芯軸可軸向移動,此時芯軸位置由隔套起到支撐功用。
2.前後鎖緊套③和④為薄壁彈性開(kāi)口錐套、鎖(suǒ)緊錐套為(wéi)21度、保證(zhèng)鎖緊力撤銷後(hòu)錐套能有效脫開、(采用三瓣分開的錐套效果較(jiào)好),內(nèi)錐套與芯軸滑動(dòng)摩擦材質硬度應(yīng)低於芯軸表麵硬度。
3. 鎖緊套(tào)工作行程約0.5mm。鎖(suǒ)緊動(dòng)力行程較短,凸輪、杠杆、氣動、液壓等機構(gòu)均可采(cǎi)用,本文是以液(yè)壓油缸(gāng)作為鎖緊動(dòng)力。
4. 改變調(diào)整(zhěng)墊⑦厚度可以調整油缸行程,鍵⑧阻止芯軸轉動。
5. 經生產(chǎn)樣機試驗:鎖緊牢固、重複鎖緊精度(dù)穩定、製造工藝性有較大提高。(圖五)
4、 漲緊套鎖緊力計算
受力分析(見圖六)所示,
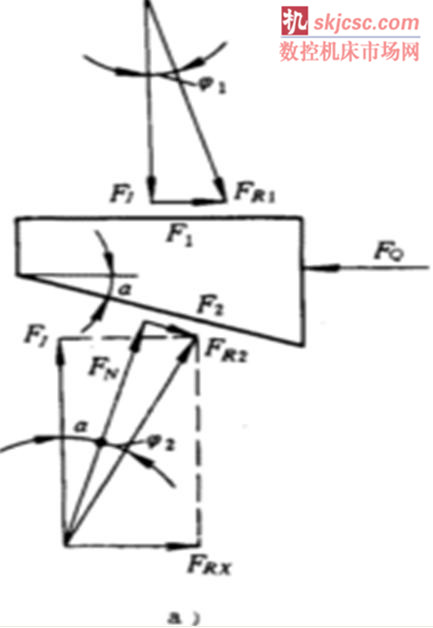
(圖六)
漲套斜楔角度為20度 —21度 為好(經過樣機在生產線上數月工作(zuò)試驗、精度穩定)。漲套斜角的裝配方向按上(圖五)所示、芯軸退出時有利於漲套(tào)分離脫開(kāi)。
5、 改進結構的(de)性(xìng)能及特點
(1) 台(tái)尾芯軸為雙(shuāng)端錐套結構鎖(suǒ)緊、提高了支撐剛度,定位穩(wěn)定、抗彎性(xìng)好,有利改善切削震紋
(2) 極大改善了台尾體(tǐ)零件加工工藝性、生產成本(běn)低、有(yǒu)利批(pī)量生(shēng)產、
(3) 實現了台尾芯軸(zhóu)與台尾體(tǐ)的互換(huàn)性安裝、有利製造、裝配、維修,
(4) 台尾零件易實現模塊設計、形成通用係列標準。
(5) 零(líng)件磨損可(kě)以實現補償、始終保(bǎo)證正常工作剛度。
6、結 束 語
為了提高數控機床產品的性價比,需要尋找加工簡單、裝配(pèi)方便、零件通用的(de)設計思路。數(shù)控機床台尾主要功用是支撐工件,芯軸行程(chéng)應比普通車床(chuáng)台尾短的多、僅滿足頂(dǐng)尖頂(dǐng)入和脫開距離即(jí)可,可以簡化(huà)和縮小工作結構。芯軸的雙端鎖緊、明顯提高(gāo)了台尾的支撐剛度、是縮小(xiǎo)台尾與主軸箱(xiāng)抗震差距的較好途徑,順著此思路;將(jiāng)數控機床台尾設計(jì)成整體結構將會進一步接(jiē)近主軸箱的工(gōng)作剛度、目前在國外產品中已有類似結構。
本文所述僅是個人在工作實踐中體驗出(chū)的一點淺顯認識,定有疏漏和缺陷、僅供(gòng)參考(kǎo),希望廣(guǎng)大同仁多(duō)提寶貴意見(jiàn)、共同探索、為實現中國機床產品的優質優價而努力(lì)。(沈陽機床集團 沈一車床廠(chǎng) )
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
馬(mǎ)")
牌調查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削(xuē)機(jī)床產量數(shù)據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年(nián)10月 分(fèn)地區金屬切削機(jī)床產量數(shù)據
- 2024年10月 金屬(shǔ)切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽(qì)車產(chǎn)量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據