



模塊化設計在複合型(xíng)機床(chuáng)設計中的應(yīng)用
2023-7-4 來源: 北(běi)京機科國創輕量化科學研究(jiū)院有限公司 作者:侯明鵬
一、引言
隨著工業技(jì)術的快速發(fā)展,數控機(jī)床已經從原有單功(gōng)能型加工設備向多元化複合型加工設備轉變。車銑鏜磨(mó)多功能複(fù)合型機床是近年來機床設計製造的主(zhǔ)流,主要分為 : 一、以(yǐ)中小型機(jī)床(chuáng)主機結構為基礎,複合(hé)車銑鏜磨多種(zhǒng)加工類型(xíng)的產品係列,此類產品的特點為加工效率高,配合自動送(sòng)料機,可以實現(xiàn)黑燈工廠。二、以大型機床主機結構為基礎,車銑鏜磨齒輪加工(gōng)兼備的複合型(xíng)加工設備,此類設備結構複(fù)雜,部件多(duō),複合性強,精度高,對設計製造都提出了很高的要求。國內(nèi)外主流廠商(shāng)均采用模塊化設計理念(niàn),以滿足大型複合機床的設計製造要求
二、模(mó)塊化設計涵義
模塊(kuài)化設計(jì)的涵(hán)義就是要(yào)劃分並設計一係列的模(mó)塊,通過模塊的選擇和組合構成不同的產品,滿足市(shì)場的不(bú)同需求。所謂模塊就是 “一組具(jù)有同一功能和結合要素(指聯接部位的(de)形狀、尺寸和聯(lián)接件之間的配合參數等),而有不同(tóng)用途(或(huò)性能)和不同結構且能互換的各個單元(零件、組件、部(bù)件或係統),或是能增加機床功能的單元”。模(mó)塊化設計方法不僅僅局限於金屬切削機床,還可以應用於砂型件切削和晶圓切割等新興機械領(lǐng)域(yù)。
選用不同的模塊(kuài)組合,可以組成(chéng)不同要求的單台機床,還可以在進一步組合成生產線,例如(rú)龍門類機床可以組(zǔ)合回轉(zhuǎn)工作台模塊、車削頭模塊、立式磨頭模塊、滾齒頭模塊等實現車、磨(mó)、滾齒(chǐ)等多種加工。
三、模塊化設計的特點
模(mó)塊化設計區別於傳統(tǒng)設計主要在於其具有模塊化結構和可重構能力,即能夠通過對機床組成部件或模塊的重組與更替,調整其加工功(gōng)能和(hé)某些性能(néng),及時、高效地滿足(zú)被加工零件的各種變化需求,同時也為機(jī)床部件(jiàn)在其壽命周期內反複(fù)重用,最大限度地實現(xiàn)設備(bèi)改(gǎi)造、更新的節約化、高效化提(tí)供了一條有(yǒu)效途(tú)徑。機床模塊化的本質是基於幾何、物理的相似性,同時考慮了幾何 / 物理相(xiàng)似性的拓撲性,以及基於(yú)組合拓撲概念的廣義相似性,而且引入了極為重要的模塊特性—接口整(zhěng)合(hé)理(lǐ)念,以實現模塊集成的 “相乘效果”。設計目(mù)標是使機床作為一種製造資源在其整個壽命周期內(nèi)的使用功能與性能的組合化、柔性化,設計製造綠色化、節約化。
接口整合理念(niàn)的(de)應用是為了使模塊間更具互換性,因而要求模塊與聯接件(jiàn)之間的結構要素應有(yǒu)一(yī)致性。接口整合理念最易在(zài)機床橫係(xì)列(同類產品)的變型品種中加以實現,但是對於全係列產品(不同規格(gé)產品、複合機床)方麵,隻要基本(běn)功能相同,運動參數和動力參數相當,也可以實現模塊的接口(kǒu)整合,尤其是一些帶有獨立(lì)性的功(gōng)能單元(yuán),如主軸係統或(huò)輔助係統(tǒng)的(de)模塊,更易於實現(xiàn)各模塊(kuài)間的(de)接口整合。
四、模塊化設計關鍵技術
1、模塊的劃分
機床模塊的劃分是機床(chuáng)模(mó)塊化設計的關鍵問題,對於大型常規金屬(shǔ)切削機(jī)床(車、銑、磨、鏜、滾(gǔn)齒)及其他類(lèi)似加工設備(bèi)而言,模(mó)塊可(kě)以劃分為 : 常規機械模塊、通用智能模塊、電氣控製模塊、輔助功能模塊(kuài)四大類。
常規機械模塊(kuài)共分為 12 大類,包含 : 床身(shēn)及進給模塊、直線運動工作台模塊、滑(huá)座模塊、立(lì)式回轉運動工作台模塊(轉台或回轉工作台)、臥式回轉運動工作台模塊(kuài)(主軸箱及尾座)、立柱模塊、橫(héng)梁及進給係統模塊、核心功能模(mó)塊。核心功能模塊包(bāo)含溜板模塊及進給係統模塊、鏜銑削模塊、車(chē)削模塊、磨削模塊、滾齒加工(gōng)模塊。通用智能(néng)模塊一般為目前較為先進的機器視覺、智(zhì)能感應、機床工作狀態監控等模(mó)塊,此類模塊一般選(xuǎn)用專業廠家生產的成熟產品(pǐn),結合數控係統模(mó)塊共同使用。輔助模塊一般為排屑器、自動上料機等成熟輔助設備,按(àn)需求選(xuǎn)用即可(kě)。
2、模塊的設計方法
常規機械模塊是(shì)模塊(kuài)化設(shè)計的核心部分環節,各個模塊均有(yǒu)設計特點和難點。下文中著重論述典(diǎn)型模塊的設計方法。
床身及進給模塊主要為機床(chuáng)的床身(shēn)部分,是整個機(jī)床的基(jī)礎(chǔ),是機床主要部件運(yùn)動及切削過程中(zhōng)使機(jī)床具有足(zú)夠的(de)剛度和(hé)精度的重要保障。大型機床床身及進給模塊一般考慮三個基礎要素 : 第一為承(chéng)載量,第二為單體(tǐ)零件的長度,第三為進給(gěi)係統的選擇。承載量主要取決於床身模塊的導軌條數、導軌寬度和床身總(zǒng)體截麵,在設計規劃(huá)時要具有現實(shí)性(xìng)和前瞻性,綜(zōng)合幾(jǐ)類(lèi)大型機(jī)床床身的(de)共同點進行統籌設計,例如 : 龍門移動式(shì)鏜銑床、單柱移動式立式車(chē)床、落地鏜(táng)銑床三(sān)類(lèi)機床在床(chuáng)身模塊具有通(tōng)用性,規劃設(shè)計時可以統籌進行。大型機床床身(shēn)一般為分段式設計(jì),單體零件長(zhǎng)度滿足數(shù)列優先級的同時,可根據毛(máo)坯鑄造能力和零件加工能力進行設計,並(bìng)根據用戶要求組合成其需要的長度(dù)。進給係統方麵,隨著行星齒輪減速機的廣泛應用,雙電機消除間隙的齒輪齒條驅動技術簡化了直線軸進給(gěi)運動的設計,為模塊化設計的(de)應用創造了條件。床身(shēn)模塊基本采用鑄鐵或鋼板焊接兩大類(lèi),鑄鐵床身一般采用灰鑄鐵 HT250,此類鑄鐵具有高的抗壓強度、優良的耐磨性和消振性,低的(de)缺口敏感性,適(shì)用於承受壓力及振動的(de)機床(chuáng)床身。如圖 1、2、3 所示。
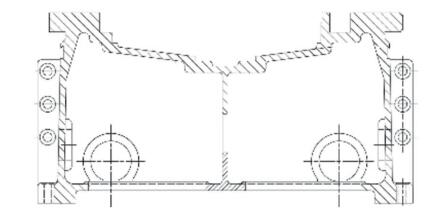
圖 1 小規格床身截(jié)麵圖
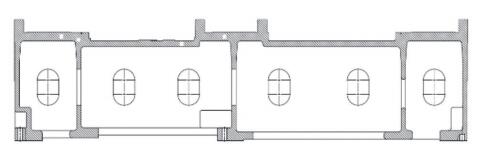
圖 2 中(zhōng)規格床身截麵圖
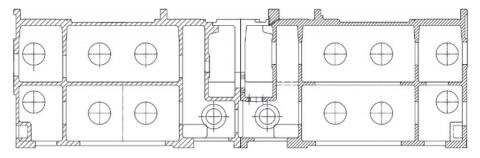
圖 3 大規格床身截麵圖
立(lì)式回轉工作(zuò)台模塊可以(yǐ)分為主運動類和進給運動類兩種,主(zhǔ)運動類一般為立式車床中應(yīng)用的回轉工作台,其設計思路與床身模塊類似。進給運動類應用於落地鏜銑床和滾齒機中,主要區別在於二者的工作台麵外形不同,落地鏜銑(xǐ)床為矩形,滾齒機為圓(yuán)形。雖然外形不同,但是也(yě)可以(yǐ)應用模塊化設計理念,對回轉係統、底座係統、定位係統等采用(yòng)模塊化設計。
立柱模塊主要應(yīng)用於龍門鏜銑床(chuáng)、立式車床、落地(dì)鏜銑床三類機(jī)床中,設計時參照床身模(mó)塊的設計思路,確定導(dǎo)軌形式、跨距、截麵等要素,同時可以在鑄造(zào)或(huò)焊接毛坯時應用模塊化設計理念,以 500mm長度為單位,製作鑄件模(mó)型和砂芯,保證用戶要求的零件長度快速實現。如圖(tú) 4、5 所示(shì)。
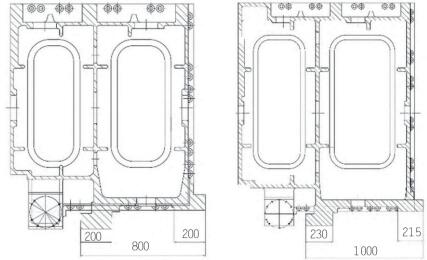
圖 4 小規格立柱截麵圖 圖 5 中規格立柱截麵圖
橫梁模塊是龍門(mén)鏜銑(xǐ)床和立式車(chē)床(chuáng)的核心部件,對於橫梁截麵(miàn)的(de)模塊化設(shè)計規劃尤(yóu)其重要,應根據橫梁載荷不同(tóng),設計導軌形狀、跨距、進給係統位(wèi)置等。如圖 6、7 所示。
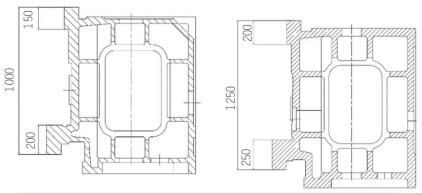
圖 6 小規格橫梁截麵圖 圖 7 中規格橫(héng)梁截麵圖
核(hé)心功能模塊是各類(lèi)機床的重點設計環節。其中溜板模塊是橫梁與銑削模塊、車(chē)削模塊(kuài)、磨削模塊的連接樞紐。溜板模塊設計主(zhǔ)要考慮與各種功能模塊的連(lián)接,要根據實際需求進行調(diào)整。
銑削、車削、磨削、滾齒模塊要根據機床(chuáng)核心功能要求設計。例如複合機床中,以銑功能為主車功能為輔的,可以在鏜銑頭模塊上增加車(chē)削附件頭模塊,以擴展車削功能。如果是車削為主銑削為輔,就是在車削頭增加銑削附件頭。此外近年來國際知名廠商開發了適應龍門車銑(xǐ)複合(hé)機床使用(yòng)的滾齒加工模塊,通過銑頭模塊(kuài)、轉台模塊(kuài)、滾齒(chǐ)模塊完成超(chāo)大齒圈加工的功能模塊。在核心功(gōng)能模塊設計過程中要貫徹模塊化設計理念,例如在銑(xǐ)削(xuē)模塊的主軸組件設計中,在達到(dào)相同載(zǎi)荷和轉速(sù)的軸承配列形式中,要優先選擇能夠適應同係列銑削模(mó)塊的配列形式(shì)。
3、模塊化設計的應用
模塊化設計的應用(yòng)主(zhǔ)要分為橫係列應(yīng)用、全係列應用、全(quán)生(shēng)命周期應用。
(1)模塊化設計橫係列應用
橫係列模塊化設計是指在(zài)不(bú)改變機床主參數(shù)的條件下,利用模塊的變化和組合(hé)發展為變型機床。此方法應(yīng)用最為廣泛,它大都是在基型(xíng)品種礎上用更(gèng)換或添加模塊的(de)方法形成很多(duō)變型品種。例如較為常見的(de)小型臥式車銑複合機床就是典型應用。
(2)模塊化設計全係列應用
這種模塊化設計涉及的因素較多,較為複雜,主要應用於功能模塊根據用戶要求組合成跨係列(liè)產品上。例如轉子(zǐ)槽銑床,主要(yào)由臥式主軸箱、尾座箱、落地鏜銑床基本模塊(kuài)和專用附件(jiàn)銑頭模塊組成,滿足車、銑、磨加工需求,特(tè)別是轉子聖誕樹槽(cáo)的加工,專用附件銑頭模塊可以提高加工精度和效率。
(3)模(mó)塊化設計在機床全生命周(zhōu)期內應用
模塊化設計在機床全生命周期內(nèi)的應用主要是近年來機床綠色再製造理念的提出,機床全生命周期內的再製造是節約(yuē)資源,促進生產(chǎn)的重要體現。再製造(zào)可以根據實際情況(kuàng)分(fèn)為兩類。第一類為較大規模的機床(chuáng)再製造,是指通過更換機床主(zhǔ)要功能模塊,使原有機床功能大大增加的再製造(zào)。例如整體更換溜板滑枕功能部件組、進給係統、液壓係(xì)統等關鍵核(hé)心模塊。第二類為一般(bān)規模機床再製造(zào),此類機(jī)床再製造主要包括 : 一、根據機床的實際情況(kuàng),更換主軸電動機、進給電動機、液壓站等完善(shàn)機床已有功能的(de)機床再製造(zào)。二、針對機床實際使用過程中表現出的突出問題進行改進並增加一些新功能的再製造,如給龍門鏜銑床橫梁(liáng)進給係統增加(jiā)雙邊(biān)電動機(jī)拖動、雙邊位置檢測、液壓(yā)站(zhàn)雙通道單獨過濾、冷卻等功能(néng)。
五、結語
本文以複合型數控(kòng)機床產品(pǐn)為研究(jiū)對象,對產品(pǐn)模塊化設(shè)計的理論、方式與(yǔ)一般過程、實現的方法(fǎ)和關鍵技術進行論述(shù),特別是(shì)模塊化設計方法(fǎ)在(zài)具體功能模(mó)塊中(zhōng)的設計應(yīng)用和注意要點,有(yǒu)助於企業實現係統的產(chǎn)品模塊化戰略,快速響應市場需求(qiú)。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資(zī)訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資(zī)訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多

行(háng)業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車(chē)銷(xiāo)量情況
- 2024年8月(yuè) 新(xīn)能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據