



數控車床梯形螺紋的加工方法及改進研究
2021-10-14 來源:常州科技經貿技工學校 作者(zhě):陳 靜
摘要(yào):本文以梯形螺紋 Tr36×6 的(de)加(jiā)工工藝作為(wéi)研究對象,針對梯形螺紋的結構(gòu)參數與直(zhí)進(jìn)法、斜進法、左右切削法、直槽法、階梯槽法、分層切削法(fǎ)等(děng)加工(gōng)方法進行詳細(xì)分析,並以常規加(jiā)工方法存(cún)在的(de)刀具磨損、排屑困難、生產(chǎn)效率低等工藝缺陷作為切入點,探討了實現高轉速粗車加工與低轉(zhuǎn)速精車加(jiā)工兩道(dào)工序間良好銜接的具體方法(fǎ)及程序設計思路。經多次調試與(yǔ)驗證後發現(xiàn),以每分鍾 560r 的轉速(sù)進行粗車加工,再將轉速下調至每分(fèn)鍾 25r 進行精(jīng)車加工(gōng),即可實現對梯形螺紋的變速加工,且保障梯形螺紋工件的質量達標(biāo),有效提高生產環節的效率(lǜ),為梯形螺(luó)紋副的批量化生產創(chuàng)設有利條件。
關鍵詞:數控車床;梯(tī)形(xíng)螺紋;變速(sù)車削
梯形螺(luó)紋主要應用於(yú)傳動機構中作為傳導螺紋(wén),梯形外螺紋與內螺(luó)紋以成(chéng)對方式呈現(xiàn),具有牙型深、螺距較大等特(tè)征,在采(cǎi)用(yòng)數控(kòng)車床進行加工(gōng)時易產生較大的切削力與振(zhèn)動問(wèn)題,加劇刀尖(jiān)磨損(sǔn)程度、易引發紮刀事故,影響到工件的質量與加工生產進度。基(jī)於(yú)此,本(běn)文擬針對梯形螺紋的常(cháng)規加(jiā)工工藝進行改進,並通過程序調試(shì)確保工藝具(jù)備可行(háng)性(xìng)。
1、 梯形螺紋(wén)結構與加工方法
1.1 梯形螺紋。
1.1.1 基本結構。
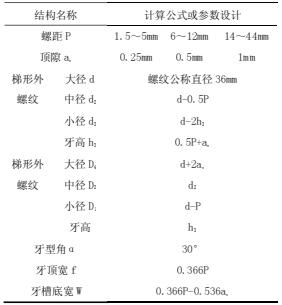
選取一對典型梯形螺紋副作為參照,在該梯(tī)形螺紋副的(de)左上方、右上方分別設有螺(luó)杆和螺套,兩類零件的外形、尺寸與螺紋精度將直接決定零件能否正常旋合。以梯形螺紋 Tr36×6 為例(各結構的(de)參數如表 1 所示),其(qí)牙型呈等腰梯形、牙型角為 30°,相較於其(qí)他螺紋在牙根強度、對中性(xìng)上占據良好性能優勢,其公(gōng)稱直徑為 36mm、螺距為6mm。左旋螺紋需在尺寸規格後加注“LH”,右旋螺紋(wén)則不標出。為保(bǎo)障(zhàng)梯形螺紋質(zhì)量達標,應在加工環節確保牙型的準確度,使螺紋中(zhōng)徑與基準軸保持(chí)同(tóng)軸(zhóu),以(yǐ)中徑尺寸定心,在車削加(jiā)工環節注意控製好中徑的尺(chǐ)寸公差與兩側表麵粗糙度[1]。
表 1 梯形螺紋的結構及計算公式
1.1.2 車刀材料。
在車刀材料選取上,主要選用硬質合金刀片進行梯形螺紋(wén)的高速車削,考慮到數控車床存在較嚴格的加工標準,因此選用材質(zhì)為 YT15 硬質合金的可轉位機夾刀(dāo)片,保(bǎo)障刀片在硬度、耐磨性與(yǔ)使用壽命等方麵具備良好的性能優勢。
在車削加工環節,應注重選用標準刀片,在安裝刀(dāo)具時控(kòng)製主(zhǔ)切削刃與工件軸線保持等高且平行,利用樣(yàng)板進行找正與糾偏處理,使刀頭角(jiǎo)平分線與工件(jiàn)軸線呈垂直關係,並且將車削深度控製在與牙型高度一致的位置(zhì),確保中徑尺寸達標。
1.2 加工方(fāng)法。
1.2.1 直進法和斜進法。
直進法(fǎ)指車刀沿水平(píng)方向間歇進(jìn)給至牙(yá)深部位(wèi),考慮(lǜ)到在車(chē)削梯形螺紋需利用車刀三刃同時切削,由此將產生較大的切削力、加劇刀具的磨損情況(kuàng),並(bìng)且無法(fǎ)保障及時排屑,易(yì)出現紮刀問題。斜進法指以牙型角方(fāng)向為基準,將車刀沿斜向間歇進給(gěi),能夠(gòu)有效減少切削力及(jí)產生(shēng)的排屑量,但針對螺距較大的梯形螺紋(wén)進行加(jiā)工時(shí),仍麵臨刀具磨損(sǔn)與牙型角存在偏差等問題,缺乏良好適用價值。
1.2.2左右切削(xuē)法。
該(gāi)方法指以牙型角(jiǎo)反向為基準,將車(chē)刀錯位進給、實行單刃切削,借此有效規避多刃切削引發的紮刀問題,既有助於提升螺紋的車削精度,同時也可優化梯形(xíng)螺紋表(biǎo)麵質量,但也存(cún)在編程複雜的問題,無法保障加工(gōng)效率。1.2.3 直槽法和階梯槽法。采用直(zhí)槽法進行螺紋(wén)加工(gōng),應確保切槽刀的刀頭寬度(dù)不超過牙槽底(dǐ)寬,以小徑為參考沿橫向直進切至指定的直(zhí)槽深度,並且留(liú)足 0.2mm 餘量,隨後改用梯形螺紋刀沿(yán)斜向進行加工。
該方法將數控(kòng)編程進行簡化,但(dàn)同(tóng)樣(yàng)不適用於(yú)大螺距的螺紋加工,影響到排(pái)屑效果,加之刀(dāo)頭較(jiào)長影(yǐng)響到梯形螺紋刀的強度,極易在(zài)加工(gōng)過程中產生刀頭(tóu)折(shé)斷的(de)問題。采用階梯槽法進行加工時,通常需先(xiān)完成牙槽的分層,控製切槽刀(dāo)沿左右方向移動切削出階梯槽,再改用梯形螺紋刀沿斜向進(jìn)行加工(gōng)。該方法具有良好的排屑效果,可(kě)實現梯形螺紋的批量(liàng)化加工,但在將切槽刀更換為梯形螺紋刀時無法保障刀體對準螺旋直槽,易引發倒牙問題。1.2.4 分(fèn)層切削法。該方法主要將直進法與左右切削法進行整合,先利用切槽刀(dāo)將牙槽劃分為多個(gè)梯形槽,再依(yī)照直進、左右移動的順序進行各層梯形槽的車削加工。該(gāi)方法適用於大螺距的梯形(xíng)螺紋加工,能夠有效提高車削質量與效率,避(bì)免產生紮刀問題,並且可采(cǎi)用宏程序(xù)進行編程處理,在(zài)梯形螺紋任意結(jié)構參數發生變化的條件下仍可保障螺紋加工精度。
2、 數控車(chē)床變速車削梯形螺紋的加工流程優化設計
2.1 常(cháng)規加工方法存(cún)在的(de)缺陷。
通過針對四類梯形螺紋車削加工方法進行綜合分析,提煉出保障螺紋質量的最優方法的基礎上,還應基於生產效率與加工精度(dù)層麵進行工藝流程的創新。
通常利用數控車床以高轉速(sù)車削梯形螺紋時,往往麵臨螺紋表(biǎo)麵粗糙度不達標的問題,同時多個刀刃將產生較大的切(qiē)削(xuē)力與振(zhèn)動效應,易縮短切槽刀的(de)使(shǐ)用壽命;在以低轉速車削梯形螺紋時,往往導(dǎo)致生產效率大幅下(xià)降,並且當速度驟然(rán)變化時易引發(fā)螺紋(wén)亂牙問題[2]。基(jī)於(yú)此,本文(wén)擬采用變速(sù)車削這一新型加工模式,首先利用(yòng)粗車刀以高轉(zhuǎn)速進行工件外形的車削,保障工件的(de)大徑、中徑和小徑數值均符(fú)合標準值要求;隨後再(zài)改用精車刀以低轉速進行工件的精(jīng)車、修光處理,確(què)保牙型角(jiǎo)、牙頂寬與牙槽底寬等指(zhǐ)標均符合要求。在(zài)此過程中,需注意控製好高轉速、低轉速與粗車、精車間的銜接過渡,保障梯(tī)形螺紋的加工質量(liàng)。
2.2 變速車(chē)削加工方法的應用。
2.2.1 加工方案分析。
基於GSK980TD 數控車床進行梯形螺紋 Tr36×6 的變速車削加工方案設計,考慮到該梯形螺紋的螺距為 6mm、保(bǎo)持(chí)中(zhōng)等水平,因此可選用斜進法與左右切削法配合加工,基於 G76 指令進行切削加工,依次完成粗車、精車環節的編程設計,注(zhù)意留(liú)足餘量。
2.2.2變速車削加工程序(xù)設計。
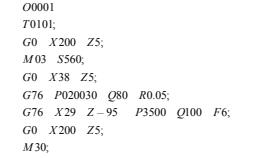
在粗車前,首(shǒu)先以 X 方向為基準留出精(jīng)車餘(yú)量 X0.5,將車床轉速設為每分鍾 560r 的高轉速水平,待完成粗車後倘若(ruò)直接將轉速調低進行精車,極易產生牙槽亂牙問題,並且(qiě)易引發撞刀、刀片(piàn)折斷等問題,因此(cǐ)需(xū)重點做好粗車(chē)後的速度調(diào)節與工序控製。粗車程序設(shè)計如下:
在粗車完成後,首先將粗車刀停放的位置設為 X200 Z5,隨後進入(rù)對刀界麵在磨(mó)耗欄中(zhōng)輸入 U8 刀(dāo)補(bǔ),使坐標係上(shàng)的原點朝 X 軸右側移動 4mm 的距離(lí),此時刀尖較先前提高約一個 h3的距離;隨即將數控(kòng)車床的轉速降低至每分鍾 25r,再次運行粗車程序,在此(cǐ)環節精車刀將位於靠(kào)近(jìn)梯形(xíng)螺紋表麵的平麵移動,確保(bǎo)不會接觸到梯形螺紋表麵(miàn)。此時觀察梯形螺紋車刀可(kě)發現(xiàn),車(chē)刀所處位置(zhì)較牙槽存在一定(dìng)的(de)偏移,應通過調試使車刀重(chóng)新回到牙槽內,在(zài)此可將粗車程序中的(de)起始點 Z0 調整為- 1,再次運行粗車程序,並(bìng)同(tóng)時校對(duì)車刀與(yǔ)梯形螺紋槽間的偏(piān)差值,調整至二者保持完全對正為止。接(jiē)下來需針對偏移後的坐標係進行調整,在對刀(dāo)界麵磨(mó)耗欄內輸入 U- 8 並執行(háng)程序,即可使坐標係重新恢複至粗車加工模式下的坐標係,隨後再次運行粗車程序,倘(tǎng)若發現精車刀在車削加(jiā)工過(guò)程中觸碰到牙槽,則需重新進行梯形(xíng)螺紋(wén)的粗(cū)車加(jiā)工(gōng),直至精車刀與牙型保持一致、無表麵接觸為止。最後需針對梯形螺紋的小徑尺寸進行調節,選用左右切削法進行(háng)切削調(diào)試,確保精車螺紋兩側麵的(de)偏移量(liàng)符合標準(zhǔn)件設計要求;通過進入對刀界麵調整磨耗(hào)欄中的 U 值,即可實現(xiàn)對中徑、小徑等尺寸的精(jīng)確調整(zhěng),並配合三針測量(liàng)法進行測(cè)量,計算得出梯形螺紋左(zuǒ)右兩側麵的偏移值均(jun1)為 0.26mm,確保最終加工(gōng)出的梯形螺紋工件(jiàn)尺寸與精度達標(biāo)。
2.2.3 調試結果。
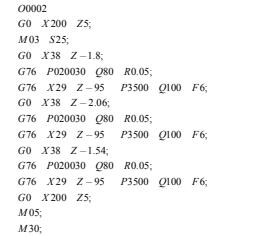
通過針對變速車削加工的程序與具(jù)體參數進行多次驗證,最終確定標準化加工方案,即先以每分鍾 560r 的高轉速運行粗車程序、完成粗車加工,再將轉速調整至(zhì)每分鍾 25r的低轉速水平(píng),將定位坐標調整為 G0 X38 Z- 1.8,運行(háng)精車程序、利用精車刀(dāo)進行工(gōng)件左右兩側麵的精修(xiū)處理(lǐ),最後針對中徑、牙頂寬、牙槽底(dǐ)寬等指標進行測量,以(yǐ)此判斷加工精度是否(fǒu)符合質量要求,提升梯形螺紋加工效率[3]。精車程序設計如下:
2.3 工藝優化的注意事項。
在采用數控車床(chuáng)變速車削工(gōng)藝時,還應注意以(yǐ)下問題:首先是在切削(xuē)過程中需補充足量(liàng)切削液(yè),在刀(dāo)頭處增設頂尖,用於防(fáng)止切削刀具在車削工件環節產(chǎn)生大幅振動,保障梯形螺紋副表麵具備良好的粗糙度,並且在數控車床執行車削作業過程(chéng)中做好(hǎo)操(cāo)作人員的安全教育工作(zuò),禁止采用棉紗擦拭工件(jiàn)表麵,避(bì)免引發安全事故或設備損壞問題。其次應注意在精車前做(zuò)好中心孔的修正工作,針對螺紋同軸精度進行嚴格校正(zhèng),並且做好精車刀質量的檢查,確(què)保兩側刃磨平直且鋒利,保(bǎo)障後續加工環節的(de)精車質量。再次是在車削(xuē)加工梯形螺紋的(de)過程中,應盡量調低(dī)切削用量,防(fáng)止在後續切削(xuē)環節因疏於管控造成工件變形問題;在裝夾工(gōng)件環節,應注意控製好(hǎo)尾座套筒的伸長量,避免因套筒過短(duǎn)導致車刀退刀環節尾座碰撞床鞍(ān)。最後還應加強對梯形螺紋技術參數的把控,例如檢查梯(tī)形螺紋的中(zhōng)徑是否與基準軸位於相同軸線上,
中徑(jìng)尺寸公差(chà)是否符合設計標準,大(dà)徑尺寸是否控製在標準尺寸以內,梯形螺(luó)紋牙(yá)型角是否為 30°,梯形螺(luó)紋左右兩側的表麵粗糙度數值是否達標等。在利用數控機(jī)床加工梯形螺紋時,還應注意做好(hǎo)機床設(shè)備剛度、工件與刀具材料等指標的調節,並針(zhēn)對編程進行精細化(huà)設計(jì),實現工(gōng)藝優化目標。
3、結論
當前(qián)在采用數(shù)控車床進行梯形螺紋加工環節,常麵臨(lín)粗加工吃刀深、切削餘量大、生產效率低、表麵粗糙度大以及(jí)編程複雜程度高(gāo)等問題。對此需針對一般加(jiā)工方法做出改進,引入變(biàn)速車削工藝進行加工方法的(de)優(yōu)化,做好粗車與精車(chē)加(jiā)工銜接環節轉(zhuǎn)速的調(diào)節(jiē)、實(shí)現(xiàn)平穩(wěn)過渡,避免(miǎn)刀具觸碰工件表麵影響到加工質量,並完善程序設計與調試工作,保障提升梯形螺紋加工精度與效率,實現零部件批量化生產目標。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界(jiè)視點
| 更多(duō)

行(háng)業數據(jù)
| 更多
- 2024年11月 金(jīn)屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數(shù)據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月(yuè) 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更多