



【數控機床應用】 雙線蝸杆在臥式車床的切削和加工技巧
2020-12-18 來源:中(zhōng)地裝張家口探礦機械有限公司 作者(zhě):錢寶國
摘要:為解決(jué)雙線蝸杆在普通臥式車(chē)床加工難的實際情況(kuàng),本文針(zhēn)對蝸杆的導程大、齒形(xíng)深、分線難(nán)等特點,從刀具的選用(yòng)、刃磨、機床的調(diào)整、加工(gōng)技(jì)巧及測量方法等方麵做了全麵闡述,製定了合理有效的加工方案,並取得了良好(hǎo)的效果。
數控機床的應用大大提高了生(shēng)產(chǎn)效率,降低了(le)工人的勞動強(qiáng)度,但是在單件加工和配件生產(chǎn)時,臥式車床又以其(qí)快捷、方便及可控性強而備受青睞(lài)。因此數(shù)控(kòng)機床始終無法完全取代臥式(shì)機床。本文將重點介紹雙(shuāng)線蝸杆在臥式車床上切削的加工技巧。蝸杆蝸輪傳動常用於減(jiǎn)速運動的機(jī)械傳動機(jī)構中,蝸杆蝸輪的兩軸相互(hù)交叉垂直,蝸(wō)杆轉動帶(dài)動(dòng)蝸輪轉動,因此蝸杆各部分尺寸的精度等(děng)級要求嚴格,齒形符合圖樣,表麵粗糙度值小,徑向(xiàng)圓(yuán)跳(tiào)動更(gèng)不得大於公差範圍。且雙線蝸杆要求其螺(luó)旋(xuán)線沿軸向等距分布來增加(jiā)蝸杆的耐磨性和使用壽命,所以雙(shuāng)線蝸杆的分線精度尤為重要。由於蝸杆的螺紋(wén)升角較大,這在生產中受到了很大的限製,筆者通過多年生產一(yī)線的實踐工作,得出了(le)一些有利於切(qiē)削的加工技巧。
1. 車削(xuē)蝸杆刀具的刃磨和裝夾
在車削中 ,由於蝸杆的螺距大、齒型深及切(qiē)削麵積大(dà),因此車削蝸杆刀具必須刃磨(mó)合理,裝夾正確。蝸杆車刀一般選用切削刃鋒利、韌性好且耐衝擊的高速鋼材料車刀,在刃磨時一定要保證車刀的刀尖角(jiǎo)度及兩側(cè)刀刃光潔平整。雙線蝸(wō)杆分軸向直廓蝸杆和法(fǎ)向直廓蝸杆,蝸杆的粗車刀(見圖1)徑向後角一般為(wéi) 6°~ 8°,縱向前角為8°~10°,刀頭寬度應小於齒(chǐ)根槽寬(kuān),兩切削刃之間的夾角略小於兩倍齒形角,這(zhè)樣有(yǒu)利於增加車刀的(de)強度,使排屑通暢。蝸杆精車刀左右切削刃的夾角必須等於(yú)兩倍齒形角。車削軸向直廓蝸杆的(de)精車(chē)刀(見圖2)其順走刀方向的後角為3°~5°,相(xiàng)應(yīng)加上螺紋升角(jiǎo),其背走刀方向後角為3°~5°, 必須相應減去螺紋升角,縱向前角為0°,這樣可獲得(dé)較高的齒形精度和較低的表麵粗糙度值。
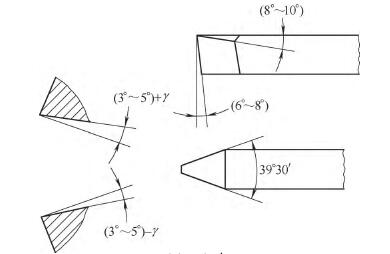
圖(tú)1 粗車刀(dāo)
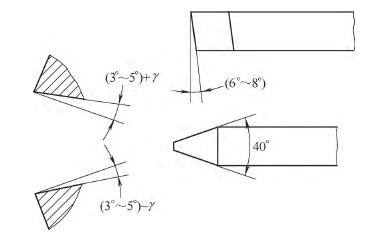
圖2 精車刀
裝夾刀具采用水平裝刀法,通常采用萬能角度器找正車刀刀尖角位置(zhì),如出現偏差,可轉動刀架或重新裝(zhuāng)夾,來調整刀尖角位置。車削法向直廓(kuò)蝸杆的精(jīng)車(chē)刀兩(liǎng)側後角相等,均為3°~5°,縱向前角為0°,這樣加工精(jīng)度最高。但裝刀時必須用可轉動式刀杆裝夾車刀,裝夾刀具采用垂直(zhí)裝刀法,把可轉動式刀(dāo)杆的零位刻度線對準基線(xiàn),然後裝正車刀刀尖角,使(shǐ)其高於車床主軸軸線0.5mm左右並堅(jiān)固,再根(gēn)據螺紋升角的大小來確定車刀轉過的角度。
2. 工件的裝夾和機床(chuáng)的調(diào)整
因蝸杆的齒型較深、導程(chéng)較大,這(zhè)就要(yào)求在裝夾工件時蝸杆與卡盤之間的距離應合理選擇,如過小,車削時車刀容易碰到卡盤,過大會減弱工件的剛性,造成切削時的“紮刀”或“讓刀”等不利於加工(gōng)的因素。卡盤卡量不要過長,卡位要放在外徑較大的部位以加大卡盤對(duì)工件的夾緊(jǐn)力(lì)。
粗車采用夾一端、頂一端,目的是為了增加工件(jiàn)的剛性,使(shǐ)其能夠承(chéng)受(shòu)較大的切削力矩。精車采用兩頂並用死頂尖來保證工件的(de)基準統一原則,最大限度地一次裝夾加工出多個外(wài)圓和端麵。在車削蝸杆前(qián),為保證加工精度要(yào)先調整好主軸和絲杠的軸向竄動。調整主軸軸向竄動(dòng)的方法是把短檢(jiǎn)驗棒插入主軸錐孔,檢驗棒中心(xīn)孔內放一鋼珠,將(jiāng)百分表架固定在滑板上,百分表測量頭壓在鋼球上,主軸緩慢轉動,測得百分表讀數的最大差值(zhí)就是主軸的軸向竄動誤差,如圖3所示。調整絲杠軸向竄動的方法是將鋼(gāng)珠放(fàng)入絲杠中心孔內,讓開合螺母在絲杠中段處閉合,旋轉絲杠,百分表讀數的最大差值即為絲杠的軸向(xiàng)竄(cuàn)動誤差(chà),如圖4所示。調整所有滑(huá)板鑲條的鬆緊(jǐn)度,增大移動(dòng)時的摩擦力,減小滑(huá)板竄動的可(kě)能性,防止切削時出現“紮(zhā)刀”現象。
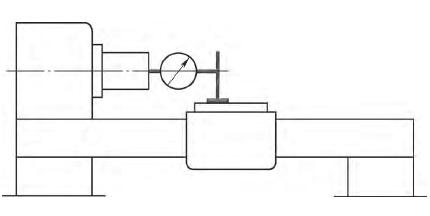
圖3 檢測主(zhǔ)軸的軸向竄(cuàn)動
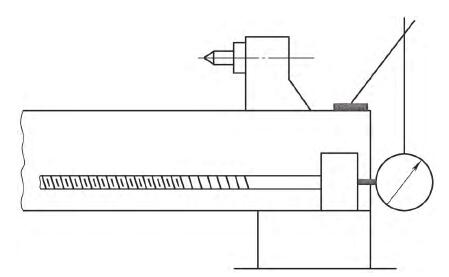
圖4 檢測絲杠的軸(zhóu)向(xiàng)竄動
為保證分線的精度 , 必須校對小滑板的有效行程對床身導軌(guǐ)的平行度,其方法是利用已車好的工件外圓(其錐度應在0.01m m/100m m範圍以內),將百(bǎi)分表安裝在刀架上,使百分(fèn)表測量頭在水平方向與工件外圓接觸,手搖小滑板觀察(chá)百分表針,使其(qí)不超(chāo)過0.01mm/100mm,則機床(chuáng)調整完成。
3. 蝸杆的切削方法
車削時應采用開正反車切削,粗車時為提高生產效率,要選用大的切削用量和切(qiē)削深度,減少停車測量的(de)次數(shù),應在蝸杆表麵劃出4條螺旋線,如圖5所示。首先將小滑板(bǎn)刻(kè)度調整零位,用三(sān)角螺紋車刀在蝸杆部位(wèi)表(biǎo)麵上車出一條很淺的螺旋線,用卡尺校驗其導程,正確後再將小滑板向前位移一個齒(chǐ)頂(dǐng)寬的距離,在蝸(wō)杆部位表麵車出(chū)第二條很淺的螺旋線。再向(xiàng)前移(yí)動(dòng)小滑板使其位移一個螺距減去齒頂寬的距離,車出第三條螺旋線,再向前移動小滑板位移一個(gè)齒頂(dǐng)寬(kuān)的距離,車(chē)出第(dì)4條螺旋線,最後是以小滑板零位向前(qián)移(yí)動兩個螺距(jù),校驗刀尖是否與第一條螺旋線(xiàn)重合(hé),以確定螺距和分線是否(fǒu)正確,如不重合(hé)說明螺(luó)距或分線不正確,找出原因並解決。確定(dìng)分線正確後裝夾刀具移動小滑板使蝸杆車刀至劃好(hǎo)的螺旋槽內,開始粗車蝸(wō)杆。眾所周知,在蝸杆加工中切削深度越大,切削(xuē)麵就越大(dà),切削力增大(dà),切削就越困難,極易產生打刀現象(xiàng),如果采用(yòng)分層左趕刀法,就能有效避免這個現象。粗車時先用直(zhí)進法車削一定的深度(dù),再(zài)左右(yòu)趕刀至兩邊所劃的(de)螺旋線,然後再往深車削,直至加工達到深度尺寸,第一(yī)條螺旋(xuán)槽粗加(jiā)工完成,把車刀(dāo)移至第二條所劃的螺旋槽內(nèi),按加工第一條的方法加(jiā)工第二條螺旋槽並留0.2~0.4mm的精車餘量,則蝸杆粗車完成。精車時應采用兩頂的裝夾方法(fǎ),將小滑板刻度調整零位,先加工(gōng)第一條螺旋槽的底徑達(dá)到深度後,向前趕刀切(qiē)削螺旋槽的左(zuǒ)側麵(miàn),使其表麵整體切(qiē)削後,記住中滑板刻度。移動小(xiǎo)滑板加工(gōng)另一(yī)條螺旋(xuán)槽的底徑,用直進法切削使中滑板刻度與精車第一條螺旋槽的刻度相同,然後向前移動小滑板車削左側麵,直至小滑板向前移動為一個螺距(也可在小滑板上壓一塊百分表,根據百分表的讀數值來確定小滑板的移動量,以保證(zhèng)分線的精度更高),則蝸杆螺旋槽的左側麵加工完畢。然後以同樣方法(fǎ)加工螺旋槽右側麵,這樣就能清除分線或(huò)趕刀時所產生(shēng)的誤差。
用高速鋼車刀精車蝸杆時要(yào)低速車(chē)削,由於切削深度和切削麵積大,加工(gōng)中極易產生“啃刀”現象,所以應仔細觀察切削情況,合理選擇切削用量,避免三(sān)麵吃刀。控製主軸低速旋(xuán)轉要采用“晃(huǎng)車”的方法,通常也叫“抖車”,即開車(chē)瞬間就停車,利用主軸轉動(dòng)的慣性,但不能停住,用腕力(lì)控製離合器手柄反複開車、停車,這(zhè)樣可以有效地避(bì)免刀、啃刀”現象,使蝸杆的尺寸精度及表麵粗糙度達(dá)到(dào)理想的效(xiào)果。同時(shí)在(zài)切削中(zhōng),切削液的正確(què)選擇可以減小切削變形,降低切削力,提高刀具壽命。粗加工時,為了降(jiàng)低(dī)切削溫度,一般選用以冷卻性能(néng)為主的切削液,如3%~5%的乳化液或合成切削液。精加工時,為保證(zhèng)表麵粗糙(cāo)度,提高加工精(jīng)度(dù),一般選用以潤滑性(xìng)能為(wéi)主的切削液,如極壓切(qiē)削油(yóu)或高濃度的極(jí)壓乳(rǔ)化液。
4. 蝸杆的測量方法
蝸杆的測量一般用齒厚測量法,即用齒厚(hòu)遊標卡尺測量(liàng)蝸杆中徑(jìng)齒厚。測量前先計算出蝸杆中徑處的法向齒厚值和(hé)一齒(chǐ)的一個麵與另一齒的相(xiàng)反麵中徑處的距離,即相鄰兩齒中徑處的法向距離值。在半精車和精車的切削過程中要(yào)隨時停(tíng)車測量(liàng),根據測量結果(guǒ)計(jì)算出分線(xiàn)和齒厚的誤差,通常會出現以下4種情況。
1 )第一(yī)種:測得兩齒(chǐ)厚相同,相隔兩組麵的法向距離相同,這(zhè)說明分(fèn)線和齒厚均(jun1)正確。可根據測(cè)得尺寸與計(jì)算尺寸的差值,分別車削兩槽內的相同麵,去掉(diào)多餘量,按精車蝸杆的方法加工至中徑處的(de)法向齒厚,符合圖樣要求。
2 )第二種:測得兩齒厚不(bú)相(xiàng)同,相(xiàng)隔(gé)兩組麵的法向距離(lí)相同,則說明分線正確,齒厚不正確。分別車削較厚齒的兩側麵,切記去掉的多餘量為兩齒厚差值的一半,保證齒厚相(xiàng)同後,出現第一種情況,然後利用第一種方法保(bǎo)證最後尺寸。
3 )第三種:測得兩齒厚相同而相隔兩組麵的法向(xiàng)距離不相同,說明分線偏差而齒厚正確。則車削齒厚遊標卡尺測量兩麵尺寸值較大(dà)的兩個麵。切記分別車掉與另一(yī)較(jiào)小(xiǎo)尺寸差(chà)值的(de)一半,保證相隔兩組麵的法向距離相等(děng),則出現第一種情況,仍利用第一種方法(fǎ)車削保證(zhèng)最後的尺寸要求。
4 )第四種:測得(dé)兩齒厚不相同且相隔兩組麵的法向距離也不相同,說(shuō)明分線和齒厚(hòu)均不(bú)正確。則車削較厚齒的一個(gè)麵且這個麵是測(cè)量相隔組兩麵距離尺寸較大時,齒厚(hòu)遊標卡尺卡(kǎ)爪所接觸的那個麵。在車削測(cè)量時,將會得到一組尺寸相等(děng),即兩齒厚相同或相隔兩組麵法(fǎ)向距離相同(tóng),則會出現第二種或第三(sān)種情況,此時就可以按照(zhào)上麵的方法進行加工,直到保證尺寸(cùn)。
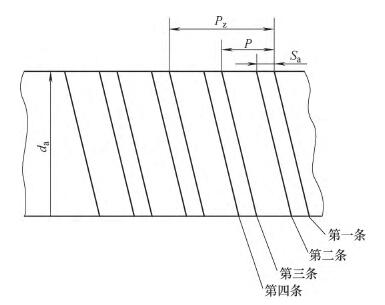
圖5 蝸杆切削劃線
以(yǐ)上幾種情況是在測量法向(xiàng)齒厚尺寸和相隔兩麵之間法向距離的分線尺寸(cùn)都大於或等於其圖樣(yàng)要求尺寸完成加工要求的,如果測得的尺寸有一個尺(chǐ)寸(cùn)小於其圖樣(yàng)要求尺寸,則說明(míng)蝸杆已經作廢,不可以再(zài)進行加(jiā)工。
5. 結語
實踐證明,此加工方法不僅可以用來加工雙線蝸杆(gǎn),改變(biàn)刀具的角度和形狀,也可以用來加工雙線梯形螺紋。因(yīn)此,生產(chǎn)中積累的一些小發明、小改進(jìn)是達到生產目(mù)的(de)和保證產(chǎn)品質量非(fēi)常
有效的方法(fǎ),在行業中具有(yǒu)極強的可選用性和推廣(guǎng)性。
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)
")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘(chéng)用車(轎車)產量數據
- 2024年11月(yuè) 新能(néng)源汽車產量數(shù)據
- 2024年11月 新能源汽(qì)車(chē)銷量情況
- 2024年10月(yuè) 新能源(yuán)汽車產量數據(jù)
- 2024年10月 軸承出(chū)口情況
- 2024年(nián)10月 分地區金屬切削(xuē)機床產(chǎn)量數據
- 2024年10月 金屬(shǔ)切削機床產(chǎn)量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘(chéng)用車(轎車)產量數據
博文選(xuǎn)萃
| 更多