



回轉窯(yáo)托(tuō)輪現場車削
2019-6-4 來源:四川(chuān)啟明星鋁業有限責(zé)任公(gōng)司 作者:王國強
摘(zhāi)要:我公司回轉窯托輪因磨損後表麵異常,影響托輪的調整及大窯正常運行。通過對托(tuō)輪現場車削車床的設計、加工製(zhì)作(zuò)及對托輪(lún)表麵的車削加工,在不停窯對(duì)托輪表麵進行了修複(fù),節約了(le)大(dà)量的備(bèi)件成本及停窯經濟損失,確保回轉窯(yáo)的正常運行。
關鍵(jiàn)詞:回轉窯;托輪;車床;車削;修複
回轉窯是鋁用炭素工藝中的關鍵設備,它主要完成鋁用炭素的第一步工序(xù)即(jí)石油焦的(de)煆燒,它(tā)的性能(néng)和運轉情況在很大程(chéng)度上決定了鋁用炭素陽極成品的質量和成本,從設備維護和(hé)正確使用方麵來說,回轉窯托輪與輪帶接(jiē)觸的(de)好壞決定(dìng)了回轉窯的安全(quán)穩定運行,因此托(tuō)輪表麵異(yì)常(cháng)磨損後必須及時(shí)修複。
1、現狀
我公(gōng)司煆燒車間有三條煆後焦產能(néng)為5~6t/h的(de)回轉窯生產(chǎn)線。回轉窯規格為(wéi)φ2.2m×45m圓柱形筒體,帶三檔托輪支(zhī)撐,回轉窯(yáo)投(tóu)入運行以(yǐ)來來,托輪表麵多次(cì)出(chū)現以下異常情(qíng)況(如圖1所示):①托(tuō)輪兩端(duān)部分高、中間部分低(dī),呈鞍形度,使回轉窯不能上下竄動(dòng),長時間在同一位置擠壓運行,容易使托輪形成橢圓,引起回轉窯振動。②托輪一端(duān)高、一端低,呈錐(zhuī)形度,迫使回轉窯隻能朝一個方向竄動,導致(zhì)回轉窯擋輪因超負荷而損壞,回轉(zhuǎn)窯滑出運(yùn)行軌(guǐ)道(托輪)。

圖1 托輪(lún)上產生的缺陷
按設備正常使用要求,托輪(lún)更(gèng)換一般來講在以下情況下更換:①托輪磨損出現裂紋;②托輪局部崩塊較大、較深;③托輪磨損量(liàng)超過原托輪直徑8%以上;④設備計劃檢修(大修)維護確需更換。
未達(dá)到更換標準而磨損(sǔn)異常(cháng)的托輪拆下外委加工修複,費用約10000元/個,不僅降低了設(shè)備的運行效率,同時增加了設備的檢修和維護(hù)成本,不(bú)利於車間的連續生產,因此,對於(yú)異常磨損的托輪現場修複尤(yóu)為重要。
2、技術方案確定(dìng)
我們通(tōng)過分析可知托輪滿足現場車削(xuē)條件,可(kě)對托輪進行現(xiàn)場車削修複:①托輪(lún)材質為ZG340-640高碳鋼,硬度為210HB左右;②回轉窯轉速為1~3r/m,正常運行為2.3r/m,輪帶直(zhí)徑2.7m,托(tuō)輪直(zhí)徑0.9m,托輪外圓線速度為0.35m/s;③托(tuō)輪安裝場(chǎng)地空曠,兩支撐軸承之間有600MM空間。
3、移(yí)動車床的製作
現有車(chē)床尺寸無法滿足現場安裝條件,根據車床工作原理設計一套如圖2所(suǒ)示的簡易車床。
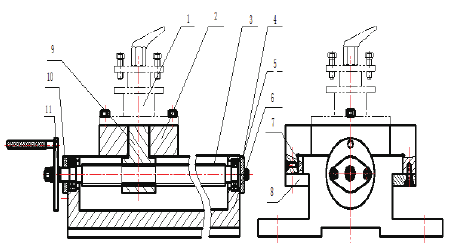
圖2 移動車床(chuáng)結構
車床主要由小托架、大托板、傳動絲杆、滑塊及固定底座五部(bù)分組成。小托(tuō)架帶刀架部分用我車間(jiān)現有的CD6140,車床床身用20MM鋼板製作,傳動部分采用Tr36*4梯形螺杆組合。由於托輪軸線與回轉窯(yáo)軸線夾角根據回轉(zhuǎn)窯運(yùn)行情況不斷調整,為保證托輪現場車削的圓柱度,車床底座安裝(zhuāng)孔如圖3所示。
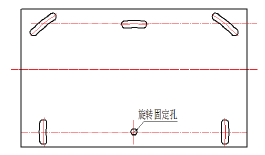
圖3 底座調節孔示(shì)
4、車床現場安裝
(1)焊接車床基座。用δ20mm的鋼板(bǎn)按車床底座安裝(zhuāng)尺寸製作基(jī)座,基座上帶螺紋安裝孔,根據車削有效距離及回轉窯安裝斜度焊接在相應托(tuō)輪台板上。
(2)車床安裝找正。由於托輪兩側端麵已磨損,無法作為找正基準(zhǔn),因此將托(tuō)輪與(yǔ)軸承座之(zhī)間的軸表麵作為車床軸線(xiàn)與托(tuō)輪軸線平行找正的基準(zhǔn),用大角尺(chǐ)長邊靠在車床導(dǎo)軌水平麵,另外一垂邊靠(kào)在軸上,用直尺測(cè)量調整車床兩端(duān)頭使(shǐ)兩邊距離基本一致後鎖緊底座螺栓固定。
(3)車(chē)刀選擇。托輪材質為ZG340-640高碳鋼(gāng),硬度210HB左右,托輪在(zài)運行中(zhōng)有振動和軸向竄動,選擇YG8 20×20 45° 焊(hàn)接合金(jīn)車刀。
5、托輪現場車削加工要點
(1)車刀安(ān)裝注意事項。①刀頭(tóu)不宜伸出太長,否則(zé)切削時容易(yì)產生振(zhèn)動,影響工件加工精度和表麵粗糙度。一般刀(dāo)頭伸出長度不超過刀杆厚度的兩倍,保證能順利排削(xuē)即可。②刀尖應與車床主軸中心線等高。車刀裝得太高,後角減小,後刀麵與工件加劇摩擦,裝得太低,前角減少,切削不順利,會使刀(dāo)尖崩碎。刀尖的(de)高低,可根據(jù)托輪(lún)主軸中心高低來調整(zhěng)。③車刀底麵的(de)墊片要平整,並盡可(kě)能用厚墊片,以減少(shǎo)墊片(piàn)數(shù)量影響刀具剛性。調(diào)整好刀尖高低後,至少(shǎo)要用兩個螺釘交替(tì)將車(chē)刀刀(dāo)柄擰緊。
(2)試車。手動(dòng)操作刀架小拖板調整進刀(dāo)量,頭次進刀速(sù)度要慢,進刀量要少,進刀(dāo)量調好後再手動操作(zuò)大拖板的操(cāo)作(zuò)手柄進行試車削,試車完一刀後,再測(cè)量托輪兩(liǎng)頭尺寸是否一致再做相應調整,試車合格後方可進行托輪的正式車削工作。
(3)車削。①在車削回轉(zhuǎn)窯左側正轉托輪時(shí),切削力由上向下,進刀量可適當大些,車削深度約3mm~4mm。②車削回轉窯右側反轉托輪時,切削力由下向上抬,進刀量(liàng)要減小(xiǎo),車削深度約2mm~3mm。③為防止因切削力過大造(zào)成刀具崩裂,走刀速(sù)度要緩慢(màn)均(jun1)勻,托輪每轉一圈(quān)進給量要小於0.25mm,如果托(tuō)輪竄動量過大視情況改(gǎi)變吃刀量。④為保證車削托輪表麵的(de)粗糙度,在最後還有1mm左右車削深度時,改(gǎi)變進刀量,切削(xuē)深度調整為0.5mm進行精車(chē)。⑤當托輪切削量超過5mm,必(bì)須對所車削(xuē)的托輪平行頂進調整,以保證(zhèng)回轉窯的中心高度,同時還要注意觀察(chá)回轉(zhuǎn)窯的運行狀態,當窯體快速上竄或下滑時(shí),要及時通過歪斜托輪調整法確保回轉窯(yáo)正常運行(háng)。
6、結(jié)語
回轉窯托輪現場車削(xuē)修複後,托輪與輪帶接觸麵由20%增大到50%以上,托輪能正常調整控製(zhì)回轉窯的正常上下竄(cuàn)動,振動消(xiāo)除,運行平穩,滿足生產使用要(yào)求。
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點(diǎn)
| 更多

行業(yè)數據
| 更多
- 2024年(nián)11月(yuè) 金屬切削機床(chuáng)產量數據(jù)
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據
- 2024年11月 新(xīn)能源(yuán)汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產(chǎn)量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車(chē))產量數據