



自適應控製係統在數控機床閉(bì)環控製中的應用研究
2019-4-29 來源:廣東鬆山職(zhí)業技術學院 作者:楊秀文
摘(zhāi) 要:利用自適應(yīng)控製係統(tǒng),實現在線檢測數(shù)控加工過程中引起加工誤差的隨機因素參數及工件的精度指標,實時調(diào)整切削加工參數(shù),提高加工零件的精度。研究適應當前數控機床的“PC+自適應控製器”結構,實現數控機床自適應閉環控製,提高數控加工過程(chéng)的自(zì)適應控製(zhì)能力、加工精度及(jí)加工效(xiào)率。
關鍵詞:數控機床;自適應控製係統;閉環控製
1、數控機床伺服控製係統
數(shù)控機床伺服係統(tǒng)控製(zhì)方式(shì)可分為開(kāi)環(huán)控製係統、全閉環控製係統、半閉環控製係統。數控機床(chuáng)半閉環控製係統的檢測裝置為編碼器等,檢測元件安裝在進(jìn)給伺服電機軸端或滾珠(zhū)絲杠軸端,通過測量電機軸或絲杠軸的轉角及角速度並與CNC裝置的指(zhǐ)令值進行比較,用差值進行控製(zhì),間接控製工作台(tái)的實際(jì)位移(yí);數控機床全閉環控製係統的檢測裝置可采用光(guāng)柵尺或者磁尺(chǐ)等,安裝在機床(chuáng)工(gōng)作台上,直接測量工作台的線位移和線速度,並與CNC裝置的指令值進行比(bǐ)較,用差值進行控製。
2、自適應控製係統
自適應控(kòng)製係統是指在隨(suí)機變(biàn)化環境中,對工作(zuò)過程(chéng)中監控參數實時在線監測,參照(zhào)給定評價指標或最佳條件不斷地對當時的工作狀(zhuàng)態(tài)做出(chū)判斷,並以閉環控製方式對工作(zuò)狀態的判斷結果按照一定的處理邏輯(算法)進行調節,使係統達到最佳綜合效果的(de)控製係統(tǒng)。
3、數控機(jī)床全閉環自適應控製係統工作分析
數控機(jī)床全閉環自適(shì)應控製係統是在數控(kòng)係統本身的速度和(hé)位置伺服控製之外,利用自適(shì)應控製係統在線實時監測切削速度、切削進給(gěi)量、主軸轉速、機床變形(xíng)量、刀具(jù)磨損量、切削力等各種隨(suí)機加(jiā)工(gōng)過程參數,將在線(xiàn)檢測到的數據通過信號采集裝置和數據處理模塊,經過自適應(yīng)控製係統運算評價,分析實(shí)時加(jiā)工的尺寸誤差是否超過了零件精度指標所規定的閾值,並實時校(xiào)正加工(gōng)參(cān)數(shù),傳送到數控係統,數控係統(tǒng)進而自動調整加工過程(chéng)參數,消除機床加工過程中機床(chuáng)各種狀態變(biàn)化和外界擾動因素(sù)引起的影響,從而減小(xiǎo)加工(gōng)誤差,優化加工過程。數控機床全閉環(huán)自(zì)適(shì)應控(kòng)製係統加工流程(chéng)如圖1所(suǒ)示。
數控機床常用的全閉(bì)環自適應控製係統分為約束自適應控(kòng)製(ACC)和(hé)優化自適應控製(ACO)兩類。
約束自適應控製(ACC)是在切削過(guò)程中以功率(lǜ)、切削力(lì)、切削速度等一個或幾個參(cān)數為約束,預先設置參數的約束值(zhí),並(bìng)在切削過程中在線檢測並比較規(guī)定變量的實際值與約束值之間的差值,進而實時(shí)調整切(qiē)削進給量(liàng),使規定的(de)過程參數變量控製在規定的約束值範圍內。約束自適應控製係統需要在線檢測的參數較少,是數控機床粗加(jiā)工過程中適宜采用的自適應控製係統。
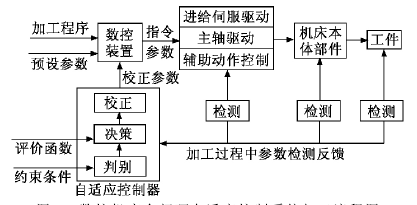
圖1 數控機床全閉環自適應控製係統加(jiā)工流(liú)程(chéng)圖
優化自適應控製係統(ACO)是指在加工過程中一(yī)個或幾個參數受過程(chéng)和係統的約束條件控製,在加(jiā)工過程中,規定過程變量的約束條件,建立(lì)約(yuē)束評(píng)價函數(shù)fn=f(x,y,z,…),根據檢測到的可控變量和過程變量的實時數據,得(dé)到約束條件下對應最優f值的可(kě)控參數變量的最佳組合,使加工過程在保證(zhèng)精(jīng)度的條件下獲得最大生產率和最(zuì)低(dī)生產成本。優化自適應控製係統(tǒng)可保證每個函數都達到最優而不超過約束,以使切削過程(chéng)達到最優(yōu)化為目標,是一(yī)種較高級的自適應控製,但控製過程中需要在線辨識的參數(shù)較多,計算(suàn)量(liàng)大,結構複雜,適宜用在數控機床自動加工模式,如DNC、FMS、CIMS中。
4、數控機床全閉(bì)環自適應控製係統的實現
數控係統(tǒng)全閉環自適應(yīng)控製(zhì)具有延(yán)長刀具壽命、提(tí)高加工精度、提(tí)高工作效率、穩定係統、適應非線性和(hé)時變性等顯著優點。但是自適應(yīng)控製係統控製(zhì)器參數調整(zhěng)算法複雜,計算量(liàng)大,檢測(cè)係統中傳感器及(jí)檢測裝置一般需要安裝(zhuāng)在機床工作台的下方,影響正常的(de)加工作業,且可靠性不(bú)高。目前自適應控製係統在數控加工中的應用(yòng)不(bú)是很普及。隨著計算機技術的迅速發展,控製理論、數學建模的推廣深化完善和在線檢測技術的發展,數控係(xì)統自適應控(kòng)製技術必將進(jìn)入迅猛發展的實用階段。目前自適(shì)應控製在(zài)數(shù)控機床控製(zhì)係統中的實現主要有以下方式:
4.1 人工自適應控製過程
人工(gōng)自適應控製工作(zuò)過程是(shì)在數控加(jiā)工過程中由操作人員對加工過程中(zhōng)需要控(kòng)製的過程(chéng)參數進行(háng)監測和數據采集,依據事先建立的切削過程數學模型(xíng)或數據庫及操作人員的知識和經驗得出調整參數,由操作人員將(jiāng)調整參數輸入給機床控製係統,對需要控製的切削參數進行校正。該係統(tǒng)的控製效果主要取決於操作人員的判斷和經(jīng)驗知識,加工過程中狀態變化的獲取和調節適應的工作主要由人(rén)工完成,其主觀性較(jiào)強,不具有實時性,但繞過了自(zì)適應控製(zhì)過程(chéng)中(zhōng)在線測量、計算量大的(de)難點。已(yǐ)有文獻(xiàn)說(shuō)明,人工自適應控製技術可使生產效率明顯提高,是目前(qián)適合我國國情的一種技術方(fāng)案,隨著控製效果及智能控製技術的應用,這種(zhǒng)控製係統將逐步退出市場。
4.2 基於單片機控製的數控機床自適應控製係統(tǒng)
基於單片機控(kòng)製的數控機床自適應控製(zhì)係統的抗(kàng)幹擾性強、可靠性高、指(zhǐ)令係統效率高,適用(yòng)開放型數控係統。該係統(tǒng)通過光柵、磁柵等檢測(cè)單元檢出刀具的絕(jué)對(duì)坐標,即工件瞬(shùn)時直徑,由自適應(yīng)控製係(xì)統得到最佳切削速度和最佳轉速,驅動變頻器(qì)實(shí)現數控機床主軸電機實(shí)時轉速調整控製,從而實現恒切削速度自適應控製。
4.3 基於PC的數控機床自適應控製全閉環控製係統
基於PC的數控機床(chuáng)自適應(yīng)控製(zhì)全閉環控製(zhì)係統可以在Windows平台下(xià)自行(háng)開發。借助插入(rù)控製板的編寫軟件程序,實現數控機床自適應控製的全閉(bì)環控製,該(gāi)係統具有工業機的柔性和(hé)CNC係統的穩定性和可靠性。基於PC的(de)數控機床自適應控製全閉環控製係統結(jié)構框圖如圖2所(suǒ)示。
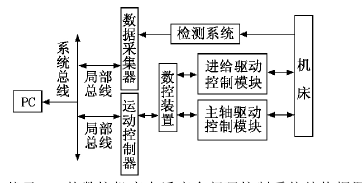
圖(tú)2 基於PC的數控機床自適應全閉環(huán)控製係統結構框圖
4.3.1 數據(jù)采(cǎi)集器
“PC+自適應控製模塊”控製係統的數據采集器模塊可以直接接收由檢測係統處理好(hǎo)的數字量,也可(kě)以通過傳感器等檢測裝置對工作過(guò)程信號進行(háng)數字采樣、組合,並快速傳輸給PC進(jìn)行分析和後期處理。數據采集器工作過程包括信號采集、信(xìn)號調理、A/D轉換、信號觸發控製和數據采集器與局部總(zǒng)線接口的通信處理等。
4.3.2 運動控製(zhì)器(qì)
運動控製器是控製電動機運行方式(shì)的專用(yòng)控製器(qì)。運動控製器是決定數控(kòng)機床自動控製係統性能的主要器件(jiàn),在數控機床自適應全閉環控製係統中,對於簡單控製(zhì)係統,采用單片(piàn)機(jī)設計的運動控製器即可滿足要求,且性價比較高。為(wéi)提高(gāo)加工精度及加工效(xiào)率,數控機床對加工過(guò)程中的實時隨機參數在線檢(jiǎn)測要求很高,在數控機床(chuáng)自適應控製係(xì)統中可以采(cǎi)用基於PC總線的以DSP和FPGA作為核心處理器的(de)開放式運動控製器(qì),PC與運動(dòng)控製器采用上、下位機模式,將運動控製器嵌入PC機,由(yóu)運動控(kòng)製器實現運動(dòng)參數計算(suàn),PC機完成信息(xī)處理,提供數控(kòng)係統多軸協調運動控製和複雜的運動軌跡規劃(huá)、實時插補運算、誤差補(bǔ)償、伺服濾波算法。為實現數據快速(sù)通訊(xùn)和控製,PC和(hé)運動控製器之間可以通過ISA工業標準(zhǔn)總線形式進行通訊(xùn)。
5、結束語
數控機(jī)床已經廣泛應(yīng)用於加工生產,數控機床的精度和(hé)效率已(yǐ)經成為決定生(shēng)產效率的主要因素,采用全閉環自適應伺服控製係統,能夠(gòu)通過在線檢測引(yǐn)起加工誤差(chà)的隨機因素(sù)參數,實(shí)時調整切削加工參(cān)數,實(shí)現數控加(jiā)工過程的在線監測、實(shí)時控(kòng)製,提高加工零件的精度。研究適應當前數控機床的“PC++自適應控製器”自適應閉環控製係統,對提高數控係統的自動(dòng)化程度和自適應控製能(néng)力具有非常重要的意義(yì)
投(tóu)稿箱:
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年(nián)11月 新能源汽車產量數據
- 2024年(nián)11月 新(xīn)能源(yuán)汽車(chē)銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車(chē)銷量情況
- 2024年8月(yuè) 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用(yòng)車(轎(jiào)車(chē))產量數據(jù)
博文選萃(cuì)
| 更多
- 機械加工過程圖示
- 判斷(duàn)一台加(jiā)工中心精度的(de)幾種辦法
- 中走(zǒu)絲線(xiàn)切割機床(chuáng)的發展趨勢
- 國產數控係統和數控機床何去何(hé)從?
- 中國的技術工人都去哪裏(lǐ)了?
- 機械老板做了十多(duō)年,為何還是小作坊?
- 機械行業最新自殺性營(yíng)銷(xiāo),害人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智(zhì)能時(shí)代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造(zào)業的騰飛,要從機床
- 一文搞懂數控車床(chuáng)加(jiā)工刀具(jù)補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工(gōng)工藝的區別