機床")



薄壁保護罩加工工藝
2018-1-15 來源: 中國電子科技集(jí)團公司第二十七研究(jiū)所 作者(zhě):楊偉偉
摘要:根據某型薄壁保護罩的結構(gòu)特點,分析了其加工難點,並結(jié)合現有加工設備,對加工方法進行分析,給出了加工路線及具體}DII藝過程。
關鍵詞:薄壁:工藝
1、零件結構
我單位生產的(de)某型保護罩是一種典型的薄(báo)壁曲麵罩(zhào),如圖l所示(shì),零件壁厚(hòu)隻有1.5 mm。由於零件(jiàn)壁很(hěn)薄,導致剛性差,且零件內外表麵均為圓弧麵及錐麵,采用普通車床加工有一定難度,生產效率也(yě)不高,因此采用數控車床加工。
2、加工難(nán)點分析
1)由圖1可(kě)以看出,罩內孔(kǒng)深度為98.5 mm。加工時刀杆伸出較長,容易引起刀振,零件上極易留下(xià)振紋,導致產品報廢。
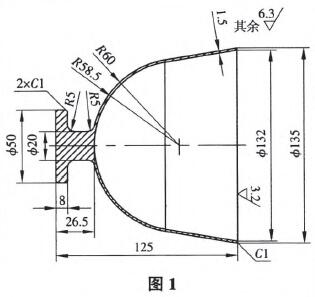
2)罩壁厚為1.5 mm,薄(báo)壁零件剛性差,加工(gōng)時極易發生變形,也是加工的難點之一。
3)加工右側薄壁處外形麵時,由於零件內部已掏空,很容易產(chǎn)生共振現象,影響加工精(jīng)度和表(biǎo)麵質(zhì)量。
4)罩左側擊20圓柱麵與R60曲麵連接部分(fèn),由於(yú)直徑相(xiàng)差較大,普(pǔ)通(tōng)外圓車刀不易達到,這裏采(cǎi)用切斷刀(dāo)加工,由(yóu)於刀片伸出較長,也容易引起(qǐ)刀(dāo)振。因此加(jiā)工時,切深不宜太大(dà)。
綜上所述,問(wèn)題的關鍵在於零件壁薄(báo),給零件的裝夾和加工(gōng)都帶來困難。
3、工藝路線(xiàn)分析(xī)
1)毛坯選擇。由於零(líng)件加工以車削為主,顯然毛坯(pī)類型選擇圓鋁型材較為(wéi)合理,故選擇(zé)吊160牌(pái)號為2A12T4的硬鋁棒料作(zuò)為毛坯。
2)工藝路線分析。由於零件壁薄,加(jiā)工時去除餘量很大,很難一次加工成形,故采用先粗加工(gōng)去(qù)除大餘量,再半精加工、精加工至尺寸。中間合理安排熱處理工序,以便
降低硬鋁(lǚ)材料的硬度,並消除加工應力,有(yǒu)利於(yú)穩定尺寸。
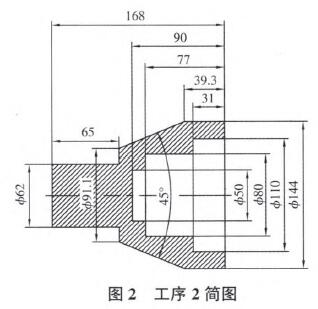
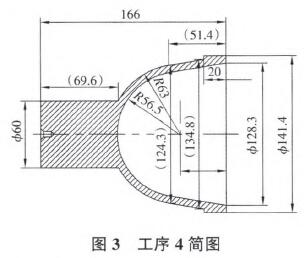
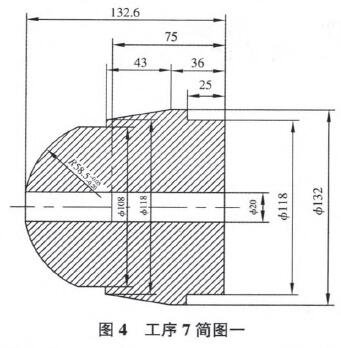
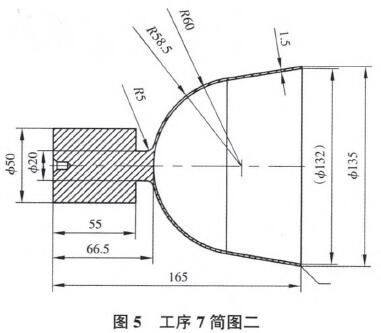
表1保護罩的加(jiā)工工藝過程



即工(gōng)藝路線安排為:
粗車—熱處理一半精車一熱處理一精車。
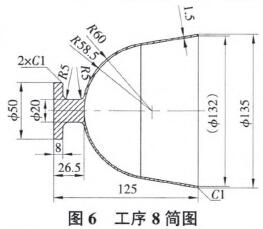
3)工藝過程。該保護(hù)罩的加工工藝過程(chéng)如表1所(suǒ)示,相關工序簡圖如圖2~圖6所示。
4、結語(yǔ)
采取上述工藝路線及具體工藝過程(chéng),解決了薄壁保護罩易變形難加工的問題,用此(cǐ)方法加工出的工件,各項指標均滿足圖樣要求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息
州(zhōu)金馬")
業界視(shì)點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機(jī)床產量數據(jù)
- 2024年(nián)11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎(jiào)車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台(tái)加工(gōng)中心精度的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控係統和(hé)數控機床何去何從?
- 中(zhōng)國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還(hái)是小(xiǎo)作坊?
- 機械行(háng)業最新自殺性營銷,害人害己!不倒閉(bì)才
- 製造業大(dà)逃亡(wáng)
- 智能時代,少談點智造,多談點(diǎn)製造(zào)
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂(dǒng)數控車(chē)床加工刀具(jù)補償功能
- 車床鑽孔攻螺紋(wén)加工方法及工(gōng)裝設計
- 傳統鑽(zuàn)削與螺旋銑(xǐ)孔加(jiā)工工藝的區別