


CNC 打孔中心與多排鑽的異同點分析
2015-12-17 來源:數控機床市場 作者:查歡歡(huān), 關惠元(yuán)
摘要: 由於木(mù)工(gōng)機械的不斷改進創新,現代(dài)板式家具企(qǐ)業發展迅猛。作為板式家具孔加工設備, 多排鑽與CN C 打孔中心的突出貢獻不可或缺: 家具企業在兩者(zhě)之間如何取舍, 取決於其(qí)是否符合企(qǐ)業生產及產品體係, 是否有(yǒu)利於降低成本,提高生產率。分析比較木工多排鑽與CNC打孔中心的優劣,可以更好地在生產中選用合適的設備, 保證生產順利且高效的完成
1 設備分(fèn)析(xī)
生產中常見的排(pái)鑽主要有3 排鑽、6 排(pái)鑽等。其中, 六排鑽是大批量生產的最典(diǎn)型設備, 必要時可(kě)以兩台家具的(de)接合與固定主(zhǔ)要依靠在家具相應部位六排鑽聯機(jī)工作, 實現一次調(diào)機兩(liǎng)次定位打孔, 生產中打孔並安裝五金件或(huò)榫頭來(lái)實現(xiàn)。因此,家具打孔生產效率(lǜ)非常高
打孔是一項非常重要的工作(zuò), 其工藝設備和加工質量六排鑽主要由控製麵板、送料裝(zhuāng)置、軌道、夾緊對家(jiā)具的品質而言至關重要。在(zài)現代家具生產中(zhōng),裝置、垂(chuí)直排鑽架和水平排鑽架組成( 圖1) 。垂(chuí)直打(dǎ)孔設備主要(yào)有排(pái)鑽和CNC 打孔中心。鑽(zuàn)架可(kě)以以數字(zì)形式(shì)調(diào)整定位並沿著精密的導軌

圖一:六排鑽
1 .1 多排鑽
六排鑽上的鑽頭間距為3 2 m m 。僅六排鑽是木家具加工過程中打孔的(de)專業設備, 生有少數國家使用(yòng)其(qí)它模數的鑽頭間距。通常(cháng)水平鑽座由多個鑽座組成. 垂直鑽(zuàn)座由兩段獨立排座構成。多排鑽的(de)排(pái)鑽鑽(zuàn)座數量一般由3 排到1 2 排( 特殊需(xū)要時還可再添加鑽座),是由水平(píng)鑽座和下部垂直(zhí)鑽座構成,如圖二所示。排鑽上所(suǒ)使用的鑽頭主要有階(jiē)梯鑽、中心鑽、自動換刀(dāo)裝置由刀庫、機械(xiè)手和驅動機構等部件組成, 可(kě)以實現電機和液壓或氣動機(jī)構驅動刀庫和機械手實現刀(dāo)具的選(xuǎn)擇與交換。常見換刀裝置麻花鑽(zuàn)、定心鑽、锪鑽等、鑽頭的結構決(jué)定了它的是帶有(yǒu)刀庫的自動換刀係統。CNC 打孔中心的換工(gōng)作條件, 即相對於纖維的切削方向、鑽孔直徑(jìng)、鑽刀過程、選刀方式、刀庫結構、機械手類型, 均須在孔深度以及所要(yào)求的加工精度和生產效率。多排數控(kòng)裝置及可編程序控(kòng)製器控製下, 由(yóu)電機和液壓鑽加工時(shí), 定位後設置好參數, 主軸向(xiàng)固定(dìng)在工作或氣動機構(gòu)驅動刀庫和機械手實現(xiàn)刀具的選擇與台上的工件做進給移動, 以實現鑽削加工。如圖4 所示。鑽(zuàn)台可移動,也可鑽軸不動, 工作台帶動工件向鑽頭位於打孔中心內部的數控裝置計算機對以數做進給運動。字和字符編碼方式所記錄的信息進行一係列處理。
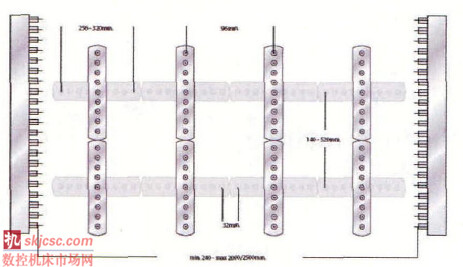
圖二:六排鑽鑽架結構
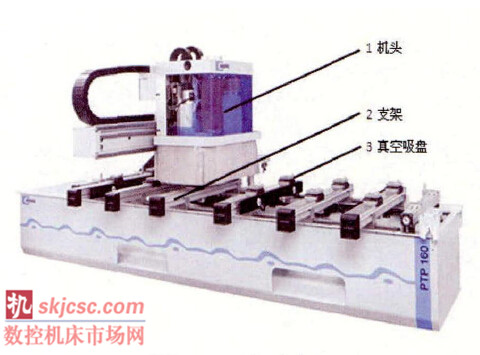
圖三:cnc打孔(kǒng)中心
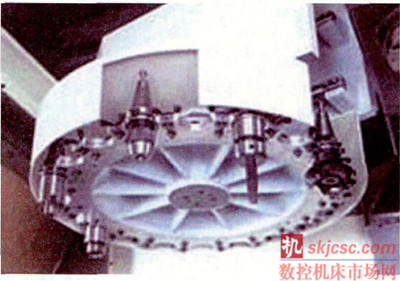
圖4 自動換刀刀庫
1 .2 CNC打孔中心
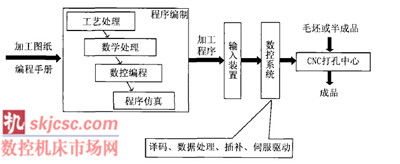
CNC打孔中心也即計算機數控打孔中心(xīn), 是由按其命令對加工所需各種動(dòng)作, 如刀具相對於工件,基礎部件、主軸部件、控製係統、伺服係統、自動換的運動軌跡、位移量和速度等實現自動(dòng)控製,如圖3所示。完成工件的加工, 即C N C 打孔中心的加(jiā)工原理。
2 加工方(fāng)式分析
2 .1上料與下料方式分析
排鑽的上下料有人工上下料和自動送料裝置上(shàng)下料兩(liǎng)種(zhǒng)。人工上下料的優勢是機動性強, 適用情況廣泛, 但(dàn)速(sù)度慢、效率低, 且費時費力。而采用自動送料裝置上下料, 可以以高速度、高效(xiào)率,高精度等(děng)優點滿足大批裏加(jiā)工, 其劣勢在(zài)於能耗高(gāo)、占(zhàn)用空地等。
自動送料裝置依靠檢測裝置和送料裝(zhuāng)置, 將帶加工工件運輸至排鑽上,當工件到達鑽床加工(gōng)位置時(shí)’ 送料裝置即收到指令鬆開送料棍輪。排(pái)鑽依靠數字傳感(gǎn)器和顯示器自動定位(wèi)並加(jiā)以鎖緊, 無漂移無幹擾保證(zhèng)鑽孔位置的精度。如圖5所示。
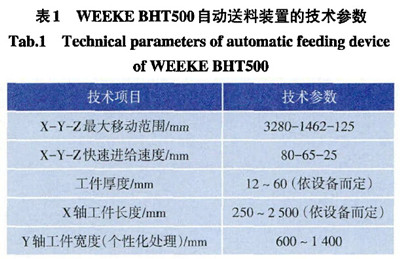
圖6 中所示為VITAPS i gm a C e nt er 使用的兩款自動送料裝置, 采用(yòng)壓縮空氣作為動力, 最大送料尺寸為2 5 0 0 m m x 6 5 0 mm >< 7 0 0 mm , 最小送料尺寸為4 0 0 mm x 3 0 0 m m x 7 0 0 m m 。該設(shè)備外形尺寸為2 8 0 0 mm x l 5 0 0 mra x l3 0 0 mm , 最大送料高度為7 0 0 mm , 送料(liào)速(sù)度為1 5  ̄ 2 5 塊/分鍾(zhōng)。C NC 打(dǎ)孔中心自動送(sòng)料裝置, 可(kě)配合打孔(kǒng)中心實現自動送料, 通過數字控製保證送料精度, 從而提高設備的加工效率(lǜ)和自動化(huà)程度。通過自動送料係統, 操作者隻需(xū)在計算機係統裏設(shè)置好送料進給量, 伺服係(xì)統會自動按照設(shè)置好的數值確定每次送料的進給長度, 如表1 。
自動上下料技術是綜合了計算機、控製係統信息和傳感技術、人工智能等(děng)多學科而形成的高新s術。在現代家具自動化生產中(zhōng)’ 機床的上下料實現自靴針分必翻。自動上下料裝置提高產品(pǐn)的(de)質量, 提高了生(shēng)產效率, 降低了生產成本。

圖5 VI TA P S ig ma 打孔中心(xīn)

圖六:壓縮空氣送料機
2 .2 加工方法
2.2.1 排鑽加工方法
用排鑽(zuàn)進行打(dǎ)孔加工時, 首先需要檢查設備是否正常以及待加工的工件是否符(fú)合圖紙要求(qiú), 然後定位調機, 力卩(dān)工出第一(yī)件部件( 即首件) 時, 認真核對加工加圖紙要求,核實無誤後,方可進行(háng)批量加(jiā)工(gōng)。進行打孔加工的工件必須選幽工,確保見光麵無破損、劃傷、崩邊(biān)等現象出現。打好孔的部件, 孔位不能有(yǒu)發黑、爆裂(liè), 孔沿(yán)不可以有毛刺,且孔距誤差、孔位深(shēn)淺需在允許(xǔ)範圍內打孔加(jiā)工後的部件需用紙皮進行墊護, 擺放高度離地麵不得過高。此外, 在加工過程中,還必(bì)須嚴格執行首件確認製度(dù), 以確保加工質(zhì)量, 並(bìng)在加工(gōng)過程中不斷加強(qiáng)自檢力度
首(shǒu)件確認(rèn)是(shì)產品的標準及依據, 是殘次品的判定點。其(qí)主(zhǔ)要內(nèi)容有如下(xià)四點
(1) 工藝文件是否完整、正確,並能指導(dǎo)生產(chǎn);
(2) 產品造型結構是否合(hé)理、適合批量生產
(3) 生產工藝安排是否合理可行
(4) 首件產品是否符合合同、客戶確認樣及安全標準要求。
2 .2 .2 CN C 打孔中心加工方法
選用CNC 打孔中心進行打孔加工(gōng)時, 首先要將機(jī)床歸原(yuán)點(diǎn), 加工前要先看(kàn)清楚程式單和2 D 散件圖, 確(què)認與加工工件字碼相同、尺寸大小相同。如果是精料, 應檢(jiǎn)測工件的平行度、垂直度(dù)和水平度。
CN C 打孔(kǒng)中心進行孔加工時的關鍵在於PLC控製, 即可編程控製, 如上(shàng)圖所示。P LC 控製是對機床動作的“ 順序控製”。即以CNC 內部和機床各行程開關、傳感器、按鈕、繼電器等開關量信號狀態為條(tiáo)件, 並按預先規定的邏輯順序對諸如主軸的起停、換向,刀具的更換,工件的夾緊、鬆開, 冷卻、潤(rùn)滑(huá)係統等的運行等進(jìn)行的控製。如圖7 所示
圖(tú)7 CN C 打孔中心控製過程
與多排鑽打孔工藝相比,C N C 打孔中心具有如下優點
( 1 ) 與多排鑽相比, C N C 打孔中心省略(luè)了調機(jī)、重複定位以及首件確認等時間, 從而提高了(le)生產效率, 且能夠提高準(zhǔn)確率;
( 2 ) C NC 打孔中心需要事先把Auto C AD 文件存儲(chǔ)成(chéng)DXF 文件, 打孔中心識別後即可(kě)進行加(jiā)工。所錄入的若幹(gàn)個(gè)加工信息, 可重(chóng)複調用, 適合(hé)柔性化生產;
( 3 ) CNC 打孔中心定位有激光定位和物理機構定位。其中(zhōng)激光定位是定(dìng)原點, 而物理機械定準是指用機構定位原點, 兩者均需要物理支持工件和真空吸盤固定。
3 經濟(jì)性分析
3 .1 零件尺寸規格
多排鑽多用於板式(shì)家具中係統孔的加工, 且幅麵平整, 同一批的板件規格劃一(yī), 尺寸公差小(xiǎo)的板件, 調機定位容易,一次加工多個孔位, 孔位品質穩定。而CNC 打孔中心(xīn)則適用於多(duō)種規(guī)格尺寸板件的孔加工(gōng)工序, 尤其是加工異形工件, 更能凸顯出(chū)C N C 打孔中心的優勢。
3 . 2 零件孔位分布
零件的孔位分布關乎設備的選用和打(dǎ)孔的(de)效率’ 零件孔位的數量、分布(bù)規律都會決定選用哪種設備加工效率高(gāo)、成本低多排鑽(zuàn)適合孔位分布比較均勻、規律性強的板間係統孔的加工。但多次調機定位也可實現其它情況的孔加工。對(duì)於孔(kǒng)位分布較零亂、隨意, 甚至是毫無規律(lǜ)可(kě)言的板件, CNC 打孔中心的優勢更突出
3 . 3 加工效率
多排鑽尤其是六排鑽, 是大批量生產的典型(xíng)設備。如果(guǒ)同一批次(cì)零件數(shù)量大, 可實(shí)現兩台六排鑽聯(lián)機工作, 即一次調機兩次(cì)定(dìng)位打孔CNC 打孔中心省去了反複調機、重新定位以及首件確認等時間, 生產效率高。但如果零件批次數(shù)量大, 加工效率不如多排鑽
多排鑽和C N C 打孔中心對(duì)於不同情況的打孔加(jiā)工有不同的優(yōu)勢, 如何根據具體加工條件選用適當(dāng)的加(jiā)工設備, 其經濟性對產品成本的影響至關重要。因此, 在加工中, 應將(jiāng)形狀、尺寸和工藝相似的(de)工件分類成組, 分別選擇不同(tóng)的加工設備, 按生產工藝實施成組加工, 可以減少浪費的時間和費用提高產量, 充分發揮設(shè)備的優勢
4 新(xīn)技術的應用
目前, 最先(xiān)進的(de)多排(pái)鑽多產自歐洲國家, 如德國、意(yì)大利等製(zhì)造業水(shuǐ)平較高的國家。德國的H 0 AM G ( 豪邁集團) 、意大利的BI ESS ( 比亞斯) 及V ITAP 等, 都是著名的木工多排鑽生產產商(shāng), 旗下生(shēng)產的多排鑽實現了排鑽與(yǔ)計算機相結合的生產效率及(jí)精度都非常高。德國(guó)豪邁旗下W EEKE ( 威利) 自動送料多排鑽, 可以實現自動複位; 定位係統設置一自動加(jiā)緊裝置; 計(jì)算機全程控製(zhì)、T FT 顯(xiǎn)示器; 自帶加工編程係統等; 意大利的V ITAPS i gmC e nt e r 排鑽, 可以實現(xiàn)上下料流水線完成。
C N C 打孔中心同樣來自德國和意(yì)大利的居(jū)孔中心, 允許在不停機的情況下加工不同尺(chǐ)寸的麵多。著(zhe)名德國豪邁旗下的WE EKE ( 威利) 的CNC 打孔中心, 允許在不停機的情況下加工不同尺寸的麵(miàn)板; 意大利BI ESS ( 比亞斯) 的應用軟件bi es s e wa rks ,能夠實現輔助圖形編(biān)輯器, 用於編程加工操作; 導人的(de)C AD 並掃描成D XF 文件和(hé)CI D 3 格式; 3 D 模(mó)擬(nǐ)刀具(jù)路徑等。
5 總結(jié)
多排鑽適合於孔位繁雜、數量多的板(bǎn)式家(jiā)具部成板式零(líng)部件的鑽孔要求。因(yīn)此,多排鑽的孔(kǒng)位精度(dù)高, 生產效率髙, 是較大規模板式家具常見的鑽孔(kǒng)設備。隨著家具木工機械化、自動化程度的提高, 多排鑽的發展呈現出如下的趨勢:
( 1 ) 精度高: 為適應家(jiā)具產業機械化大扣: 量生產的需求,零部件或產品(pǐn)的互換(huàn)性要求越來越高,這就要(yào)求木工(gōng)排鑽要提高加工精度;
( 2 ) 生產率高: 目前木工排鑽每分(fèn)鍾能夠(gòu)加工2 0  ̄3 0 塊板材(cái)速度非(fēi)常(cháng)快.
( 3 ) 自動化:汽動、液(yè)壓、電子等各種新技(jì)術在多(duō)排鑽上(shàng)得到了(le)廣泛應用, 機械化、自動化程度(dù)斷提高, 不僅在一個工(gōng)序位置上可以完成所有孔的加工, 而且還可以與其他(tā)的木工(gōng)機床連接, 組成流水線或自動化生產線
( 4 ) 多功能:一台多排鑽除了完成打孔工序外(wài)還與(yǔ)其他機床組合(hé)成高效多功(gōng)能機床
(5 ) 專(zhuān)用性強: 各種專用於椅子、抽屜等的多排鑽, 能夠實現半自動或全自動(dòng)生產, 生產效率(lǜ)極高
相比較多排鑽而言,C NC 打(dǎ)孔中(zhōng)心(xīn)的使用情況則更為廣泛
(1) 工件結構複(fù)雜, 內封(fēng)閉或外封閉曲線形狀尺寸公差小, 精度要(yào)求高, 鑽削(xuē)條件多變時宜采(cǎi)用CNC 打孔中心;
(2) 周期性、小(xiǎo)批量輪(lún)番生產, 市場需求變化快, 價格高(gāo), 受流(liú)行趨勢變(biàn)化(huà)影響的工件加工, 也適宜采用C N C 打孔中心
投稿箱:
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊(xùn)合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊(xùn)合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
金馬")
業界視點
| 更多
調(diào)查")
行(háng)業數據
| 更多
- 2024年11月(yuè) 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床(chuáng)產(chǎn)量數據
- 2024年9月 新能(néng)源汽車(chē)銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據(jù)
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切(qiē)割機床的發展趨勢(shì)
- 國產數控係統和數控機床何去何從?
- 中國(guó)的技術(shù)工人都去哪裏了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺(shā)性營銷,害人害己!不倒閉才
- 製造業(yè)大逃亡(wáng)
- 智能時代,少談點智造,多談點製造
- 現(xiàn)實麵前,國人(rén)沉默(mò)。製造業的騰飛(fēi),要從機床
- 一文搞懂(dǒng)數控車床加工刀具補(bǔ)償功能(néng)
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑(xǐ)孔加工工藝(yì)的區(qū)別