
在CAPP20多年的發展曆史中(zhōng),發表(biǎo)的論文已有數(shù)百篇,但其中大多(duō)數(shù)是介紹(shào)某一特(tè)定的CAPP係統。在這些(xiē)係統中大多數屬(shǔ)於派生式係統,隻是最近幾(jǐ)年半創(chuàng)成式和創成式係統才(cái)較多地開發出來。工藝(yì)設計自動化是當前CAPP研究熱點之一。本文針對滾動軸承的工藝設計過程進行分析,給出一種實現工藝設計自動化的方法。
1 滾動軸(zhóu)承工藝設計的特點
滾動軸承工藝設計具有以下幾個特點:
(1)加工工藝(yì)相對簡單相對於其他機械產品,滾動軸承的產品結構相當簡單,主要的結構就是4大件:內圈、外圈、滾動體(tǐ)和保持架,外形亦不複雜。這4大件的加工工藝(yì)比較簡單,工藝種類(lèi)不多,也不複雜。主要的工藝包括鍛造工藝、材料定額工藝、車削工藝、磨削工藝、熱(rè)處理工藝、工裝設計、夾具設計和量具設計。
(2)加工(gōng)工藝相似度較高軸承從形狀(zhuàng)、功能和結構來看相當簡單,並具有很大的(de)相似性。但實際(jì)上其種類不少,從規格和品種來看卻非常繁雜。所幸其係列化標準化程(chéng)度高,生產工藝比較成熟(shú)和規範,同一係列的同一類軸承件,其工藝過程基本相同。
(3)工藝(yì)設計(jì)過程簡單滾動軸承工藝設計最主要的工作就是工藝參數的計算,並且所有參數都(dōu)可以根據標準或經驗公式和規則來確定。工藝卡片模式統一(yī)化程(chéng)度高。
2 滾動軸承工藝設計自動化
2.1係統原理(lǐ)
鑒於滾動軸承工藝設計(jì)的特點,完全可以實現滾動軸承的(de)工藝設(shè)計自動化。滾動軸(zhóu)承工藝設計的主要工作是工藝參數計算、工藝方案製定(dìng)、設備選取、工裝(zhuāng)的選用和工藝卡片的繪製。其中,工藝參數可以通過查表或(huò)者公式計算得到。而在滾動軸承的工(gōng)藝設(shè)計中,查表的規則種類不多,參數的計算公式亦不複雜,所以實現(xiàn)把參數計算的方法存儲到數據庫中並在使用時取出並進行計算的(de)過程並不困難。滾動軸承的加工工藝方(fāng)案種類不多,並且每種工藝方案的加(jiā)工步驟都比較固定,一般變化的隻是加工的(de)參數。加工方案的選擇是根據零件的結構和(hé)外形尺寸來進行的。因此可以把所有的加工方案(àn)和選用規則(zé)存儲(chǔ)到數(shù)據庫中,並在適當的(de)時候根據規則來選取。設(shè)備的選取與(yǔ)加工方案的選用比較類似,很容易建立加工設備和選用規則庫。工(gōng)裝的選用是根據加工方案以及外形尺寸來確定的,所以可以建立工裝的選用關係庫來存儲工裝的選用規則。對於工藝卡片的繪(huì)製,滾動軸(zhóu)承的工藝卡片種類不多,並且每類卡片的形式比較固定,所以可以為每類卡片製作一個模板,保(bǎo)存到模板庫中,然後在繪製(zhì)的時候(hòu)把工藝信息填到模板(bǎn)中相應的地方就可以得到完(wán)整的工藝卡(kǎ)片。
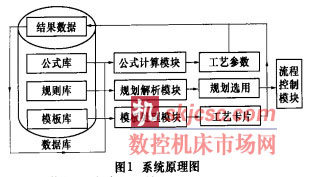
綜(zōng)上所述,可(kě)以通過(guò)建立公式庫、規則庫以及模板庫的方法,把滾動軸承的工藝設計過程信息化。配合適當(dāng)的公式計算(suàn)和規則解析(xī)模塊,就可(kě)以實現滾動軸承工藝設計自動化(huà)。圖1為係統的原理圖。
2.2工藝(yì)知識庫建立和使用
公式庫(kù)、規則(zé)庫和模板庫統稱知識庫,是工藝設計自動化係統的核心部分。知識庫的建立和使用是係統的關鍵。
知識庫中的規則表示方(fāng)式有很多種,IF-THEN規則就是一種常見的表示方式。這裏使用(yòng)的方法為IF-THEN規則(zé)的擴展(zhǎn)規則(zé),使用與計算機高級語(yǔ)言兼容(róng)的表達式來定義。定義計算(suàn)公式使用的是支持函數的四(sì)則運算表達式,而定(dìng)義規則使用的是(shì)邏輯表達式(shì)。同時,為了方便係統程序的處理,使用的參數變量的命名方法和一般高級語言的命(mìng)名規則相同,而不是用中文來表示。使用與高級語言兼(jiān)容的表達式,可以使用很多現(xiàn)有的表達式求(qiú)值庫來對知識庫進行處理,從而降低了開發的工作(zuò)量,也可以提高(gāo)知識庫的可讀(dú)性。
例如,預先定義零件外徑的名(míng)稱為(wéi)Dw0,鍛件外徑為(wéi)dgDw0,鍛件(jiàn)外徑留量為dgLLw,則在(zài)公式庫(kù)中,鍛件外徑的計算公式為Dw0+dgLLw。計算公式中可以包括常見的數學函數和自定義函數。利(lì)用自定(dìng)義函數(shù)可(kě)以(yǐ)實現一些特殊的功能。例如把(bǎ)查表的規(guī)則分(fèn)類,為每一類規則定義一個自定義函數。在某(mǒu)項數據(jù)需要查表(biǎo)的時候,隻需把相(xiàng)應的表名、列名和條件等信息傳給相應的查表函數,就可以返回查表的結果。通過這種方法,可以把查(chá)表(biǎo)操作融合到計算公式中,方便知識庫的定義。把所有工藝參數的計算公式保存到公式庫中,在(zài)適當的(de)時候把公(gōng)式提取出來並求值,就(jiù)可以(yǐ)得到所要的結(jié)果。並把結果保存到工藝設計結果庫中,即可自動完(wán)成所有工藝參數的計算(suàn)。在待確定信息和確定方法一一對應的時候,可以使用公式定義的方式定義到公式庫中。但如果某項信息在不(bú)同的條件下會有不同的結果時,就要用到了規則庫(kù)。例如滾動軸承套圈鍛造工藝(yì)的工藝(yì)方案的確定,一般是根據套圈的外(wài)徑(Dw0)、內徑(Dn0)、厚度(B0)和重量(Q0)來確定。這(zhè)時可以為每一種工藝定義一個適用條件和一個優先(xiān)級(jí)。使(shǐ)用條件為(wéi)一條邏輯表達式,如果表達式的值為真的(de)話(huà),則表(biǎo)示該方案適合(hé)使用。優先級是用來在有多個方案都滿足條件的時候優(yōu)先采用的方案。表1為(wéi)示意的滾動軸承套圈的鍛工工藝方案選擇規則表。

通(tōng)過解析適用條件的邏輯表達式,即可自動確定應該采取的加工方案。
模板庫中保存的是各種(zhǒng)工藝卡片的(de)模板。模板可以使(shǐ)用各種格式的文檔,如Word文檔或AutoCAD的DWG文檔。模板實際上就是一張空(kōng)白的工藝卡片。把模板文檔和(hé)該模板對應的使用條件保存到模板庫(kù)中,在需要輸(shū)出工藝卡片的時候,根據所要輸出的卡片(piàn)的信息選擇合適的模板(bǎn)。並把已經設計(jì)好的工藝數據填入到(dào)模板中相應的地方,就可以得到所需的工藝卡片。這個過程也可以在不須人工(gōng)幹預的條件下自動完成。
2.3係統(tǒng)結構
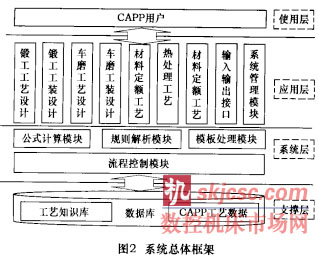
係統是采用創成式原理進行(háng)設計(jì)。當(dāng)獲取到相(xiàng)應的零件信息之後,係統根據存儲在(zài)數據庫內的工藝數據庫和工藝規則庫,應用各種工藝決策邏輯並(bìng)自動生成該零(líng)件的工藝規程,同時也可通過人機交互的方式對工藝規程進行編輯修改。係統總體框架如圖2所示(shì)。
3 應用實例
在西北軸承集團的NXZ-CAPP工藝設計係統的開發過(guò)程中,充分利用了這項技術,並(bìng)取得了較(jiào)好的效果。通過知識庫管理界麵定義和創建知識庫之後,係統根據從CAD中獲取的(de)零件信息,自動創建零(líng)件的(de)相應工藝設計任務。工藝人員通(tōng)過向導的(de)模(mó)式,一步一步(bù)地完成各項工藝的設計。在設計的過程中(zhōng),各項數據的計算工作都是(shì)自動完成(chéng)的,工藝(yì)人員可以看到各(gè)項計算的結果,也(yě)可以手動修改各項結果。
下麵通過(guò)具體的實例來說(shuō)明關鍵(jiàn)技術的實現。以套圈的鍛工工藝為例,圖3為工藝設計流程圖。
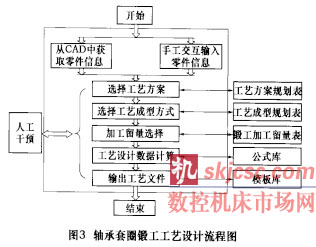
用表1中的工藝方(fāng)案規則,方案"半胎膜自由鍛"和(hé)"0.5t錘-Ф250輾環"都符合條件。但方(fāng)案"0.5t錘-<250輾環(huán)"的優先級(jí)較高,所以使用加工方案是/0.5t錘-<250輾環"。
在計算很多(duō)工藝數據(jù)的時候,除了(le)要使用從CAD係統中(zhōng)得到的數據之外,還要使用到其他工藝設計的數據。所以計算的時(shí)候要根據先後順序來進行,先計算都已知的工(gōng)藝參數,再利用(yòng)已(yǐ)經計算出來的工藝(yì)參數去計算其(qí)他未知的工藝參數。在建立知識庫的時候應該指定參數的計算順序。例如鍛件外徑的計算公式為Dw0+dgLLw,Dw0已知,要(yào)計算就要先確定鍛件外徑留量dgLLw。而dgLLw是通過查表得到的。得到dgLLw後(hòu),就可(kě)以計算鍛件外徑。
4 結語
本文針對滾動軸承工(gōng)藝設計(jì)的特點(diǎn),探討了實(shí)現工藝設(shè)計過程自動化的方法,並開(kāi)發出了實用的CAPP係統。采用該係統,可以實現滾動軸承鍛工、材料定額、車加工、磨加工(gōng)、熱處理和工裝等工藝的自動(dòng)化設計,自(zì)動完成(chéng)工藝規程。應用工藝設計自動化(huà),提高了工藝設計的效率(lǜ),產生了良好的經濟效益(yì)。不足之處是工藝知識庫(kù)是各個企業的秘密,需要為每個企業建立各自的(de)知識庫。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com








