
深(shēn)孔加工技術已在國防工業、石(shí)油采掘、航空航天、機床、汽車等行業獲得相當廣泛的應(yīng)用, 且由於其高效、高精度等優越性, 深孔加工技術也(yě)在某些零件的淺孔加工中得到應用。近年(nián)來, 深孔加工技術的發展很快, 我國機械製造(zào)加工業對深孔加工技術的研究也取得了長足的進步, 如將深孔鑽削與低頻振動切削結合起來形(xíng)成的深孔振動鑽削技術; 噴吸鑽(zuàn)係統、單管內排屑噴吸鑽( SED) 係統(tǒng)、槍鑽係統、BT A 鑽削係統、深孔套料鑽削係統等也都有相應的研究和創新。我所多年為一直致力於深孔加工技術的研究, 在(zài)深孔(kǒng)機床和鑽、鏜(táng)削刀具的設計製造(zào)方麵, 在深孔鑽削(xuē)技(jì)術(shù)的改進和排屑係統方麵均作出了較為滿意的成果, 現僅對內排屑小深孔加工技術(shù)的發展和我們所獲得的成果介紹如下。
國(guó)內外小深孔加工技術的發展現狀
據情報檢索, 目(mù)前世界上利用外(wài)排屑( 如(rú)槍鑽)深(shēn)孔鑽削技術, 可鑽(zuàn)削的孔徑小到Φ2 mm。而內排屑深孔鑽削的孔徑很少(shǎo)有小於(yú)Φ16 mm 的, 且多數仍(réng)采用傳統的BT A 鑽削係統。由於槍(qiāng)鑽結構為不對(duì)稱形狀, 質(zhì)心偏離中軸, 這給製造、重磨都帶來一定的困難, 也使(shǐ)造(zào)價增高。
另外, 其結構剛度和扭轉強度低( 同直徑的圓形鑽杆扭轉剛度是槍鑽的2. 3 倍) , 使其使用的鑽削速度降低, 進(jìn)給量小。采用單管內排(pái)屑噴吸鑽( SED) 鑽削係統, 鑽削小深孔直(zhí)徑可小到Φ3. 7 mm。我工藝所采用SED 技術, 進行了孔徑( mm) 16、 12、Φ10、Φ8、Φ7. 62、Φ5. 7、Φ3. 7 的(de)小(xiǎo)深孔鑽削加工, 鑽削過程平穩, 排屑流暢, 孔的尺寸形狀精度和孔壁表(biǎo)麵粗糙度均能滿意, 在上述孔徑(jìng)範圍內, 完全可以替代槍鑽對小深孔進行鑽削加工。由於其剛度好, 可加大進給量和鑽削(xuē)速(sù)度, 使生產效率、鑽孔質量和經濟效益均有所提高, 顯(xiǎn)示了一定的技術優勢。
小深孔加工技(jì)術的難點和對策
深(shēn)孔鑽削加工就有相當的難(nán)度, 內排屑小深孔鑽削(xuē)的難點就(jiù)更加突出, 主要表現在以下幾個方麵:
1. 排屑困難
內排屑小深孔鑽削時的切屑, 要經過鑽杆內的排(pái)屑通道排(pái)出, 孔徑越小, 其排屑就越困難。例如, 要(yào)鑽削Φ8 mm 的深孔, 鑽杆外徑是(shì)Φ5. 2 mm, 鑽(zuàn)杆內徑僅有Φ4~4. 2 mm, 而鑽杆長一般達500~1 500mm。因此, 在鑽削過程中, 發生堵屑是經常的。為使排屑(xiè)流暢, 鑽頭切削刃上設計出合理的斷屑和分屑台, 保證可靠斷屑十分重要。但小深孔的進給量很小(xiǎo), 實現C 形斷屑對於某些韌性材(cái)料是不可能的,鑽屑常常是柔軟的小帶狀, 鑽削過程中作為冷卻和衝刷切屑(xiè)的切削液壓力產生波動或壓力下降時, 切屑瞬時滯(zhì)流、折(shé)疊而堵塞, 進而導致鑽刃損壞和鑽杆扭斷。為徹底(dǐ)解決這一問題, 可以從斷屑和排屑兩方麵采取措施。最有效的斷屑方(fāng)法是采用振動斷屑技術[ 1] , 能穩定地得到所需要的切削形狀。
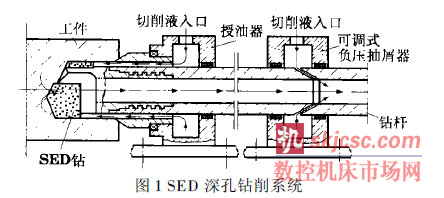
增加切削液對鑽屑的排屑作用力, 是SED 鑽削係統的特點, 如圖1 所示, 高壓切削液(yè)一路進入授油器, 潤滑冷卻鑽削區和刀具, 並以3 MPa~4. 5 MPa的壓力迫使切屑進(jìn)入(rù)排屑通道(dào), 並將切(qiē)屑推出; 另一路切削液進(jìn)入可調式負壓(yā)抽屑裝置, 形成負壓, 對切屑產生吸力, 吸出切屑。切屑在(zài)推和吸的(de)雙(shuāng)重作用下能順(shùn)利排出。實踐證明, 即使(shǐ)鑽屑呈帶(dài)狀, 且(qiě)從鑽削開始(shǐ)到加工結束一直保持連綿不斷, 都能保(bǎo)證排屑流暢順利。
2. 鑽杆(gǎn)剛度不足
深孔鑽削的鑽杆(gǎn)細而長, 小深孔鑽削的鑽杆更是細長, 其剛度很低, 因此, 在設計(jì)小深孔刀(dāo)具時, 應當盡可能(néng)提高(gāo)刀具( 包括鑽頭和鑽杆) 整體的剛度。在傳統設計中, 鑽杆與鑽頭采用了(le)方牙螺紋聯接(jiē)方式( 見圖2) 。這要在管壁很薄的鑽杆上切出方牙螺紋, 勢必更使細長鑽杆的強度和剛度下降。如鑽削Φ5. 7mm 深孔, 鑽(zuàn)杆外徑(jìng)隻能取Φ4mm, 在壁厚不足1mm 上再挖去一個(gè)方牙螺紋的深度0. 25 mm, 螺紋聯接處的強度和剛度大大下降, 在鑽削中, 鑽杆常在螺紋聯接處扭斷(duàn)。即使用小進(jìn)給量以降低鑽削扭矩, 也不能防止扭(niǔ)斷事故(gù)。為解決這一問題, 對(duì)於鑽削孔徑Φ12mm 以下孔的鑽杆和鑽頭的聯接, 可采用圖3 所示的3 種方法。
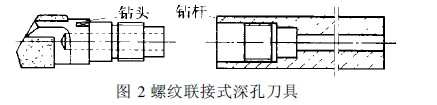
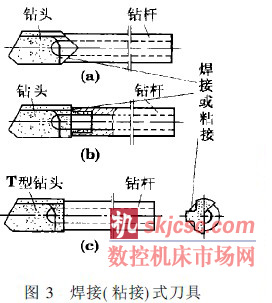
圖3a 是將鑽頭(tóu)和鑽杆做成(chéng)90°鈄(tǒu)口, 用低溫銀焊( 有時也用銅焊) 或粘接將鑽頭和鑽杆聯接。圖3b 是將鑽頭(tóu)的鑽柄直徑車小(xiǎo), 鑽杆聯接處的孔徑鏜大與鑽柄裝配成一體, 再在接縫處用(yòng)低溫焊接或用粘接固定。圖3c則將(jiāng)硬質合(hé)金刀(dāo)片做成(chéng)了“T ”型端麵, 而在(zài)鑽杆(gǎn)上相應銑出“T ”型溝槽,將刀片插入粘接(jiē)固定。這3 種方法經多次試(shì)驗(yàn), 均(jun1)比方牙螺紋聯接的強度和剛度要好, 可適當加大小深(shēn)孔鑽削時(shí)的進給(gěi)量, 生產效率也得到相應的提高(gāo)。
3. 製造困難(nán)
鑽杆和(hé)鑽頭若采用傳統的螺紋聯接, 要在鑽削(xuē)小深孔的刀具鑽杆孔(kǒng)內車製方牙內螺紋, 螺紋(wén)車刀要比鑽杆內徑還要小, 並且要刃磨出有嚴格尺寸的刀刃; 方牙螺紋的螺距大, 車製時又不能直觀(guān)加工狀況, 操作很困難。鑽頭部的製造更為困難, 除在柄部車削出方牙螺紋外, 還要在直徑(jìng)不大的刀頭上銑削出供裝焊硬質合金導條和刀片的凹(āo)槽和一個(gè)排(pái)屑通道。之後, 硬質合金導條、刀(dāo)片與刀頭體的高溫焊接還會引起過(guò)熱、變形。因此, 製造出合格的小深孔鑽削刀(dāo)具在工藝(yì)、操作上是有相當(dāng)技術難度的。采用圖3 所示的措施後, 使製造工藝相對簡單多了。鑽頭部的製造全部改用粉末冶金硬質(zhì)合金小鑽(zuàn)頭, 隻(zhī)要一次性投資, 製作出一個粉末冶金小鑽頭的模具, 就可得到鑽(zuàn)削(xuē)小深孔的硬質合金鑽頭(tóu)的刀坯, 工藝簡單, 且刀具的重磨性(xìng)好, 正常使用能(néng)重磨3~4 次, 在總體上使刀具成本下降。我們把(bǎ)這種全(quán)新結構的小深孔刀(dāo)具(jù)稱為單管內排屑噴(pēn)吸鑽(zuàn)。
4. 小深孔鑽削時的切削速度和機床
使(shǐ)用硬質合金加工刀具切(qiē)削一般合金鋼材的切(qiē)削速度最低在70m/ min, 而我國過去生(shēng)產(chǎn)的小深孔加工機(jī)床, 一般最高轉速為2 500r / min, 且不能進行無級變速和無級進給, 顯然不(bú)能適應小深孔鑽削的工藝技術要求。1992 年我所自己設計並組織生產了ZK2116 ×2 型數控雙軸深孔鑽床( 內、外排屑) 和ZK2112 型數控深孔鑽床, 最高轉速達到6 000~10000 r/ min。尤其是ZK 2112 型數控鑽(zuàn)床(chuáng), 具有深孔鑽削加工的3 種運動方式: 1) 工件(jiàn)轉動, 刀具進給; 2) 工件轉動, 刀具轉動並進給(gěi); 3) 工件不動, 刀具轉動並進給(gěi)。這種機床(chuáng)還帶有負壓抽吸裝置。這種新型機床的開(kāi)發, 拓寬了深孔加工的範圍(wéi), 也可把深孔加工技術提高到一個新的水平。
GT 、CAD 技術在深孔(kǒng)加工中的應用
利用當代計算機工(gōng)具發展(zhǎn)起來的成(chéng)組技術 ( GT ) 和計算機輔助設計(jì)( CAD) , 大大推動了機械加工技術的進步。在推進小(xiǎo)深孔加工技術的進步和發展方麵, 成功地采用GT 、CAD 的報導也(yě)很多。如對深孔刀具及其輔具利用GT 技術建立分類編(biān)碼係(xì)統, 並在此基礎上開展相應的CAD 係統(tǒng)軟件(jiàn)的研製開發, 為深孔刀具的(de)係列化、標準化奠定基礎。同時, CAD 軟件的研製和應用, 使深孔鑽的設計過程通過計算機實現, 不僅大大提高了設計(jì)速度, 還避免和減少了設計中的錯誤。我院工(gōng)藝研究所在利用(yòng)GT 和CAD 技術方麵也取得了很好的成果, 成功地開發出了設計深孔刀具的CAD 係統, 能利用(yòng)CAD係(xì)統對槍鑽、單管內排屑噴吸鑽、機夾(jiá)深孔鏜刀等等深孔加工刀具進行設計和選型(xíng)。
如果您有機床行業(yè)、企業相關新聞稿(gǎo)件發表,或進(jìn)行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








