
飛秒(miǎo)激光開始應用到微納加工領域始於20世紀90 年代(dài)初[1]。正是由於飛(fēi)秒激光具有持(chí)續時間短及高脈衝功率密度的特性(xìng),使得其與物質相互作用時具有許多獨特的優點:確定的燒蝕閾值,規則的加工邊緣(yuán),層(céng)層微加工以及可加工任何材料等[2~5]。最近(jìn)研究結果表明:飛秒激光微細加工在微光學、微電子、微機械、微生物、微醫學等多個領域具有(yǒu)潛在的應(yīng)用價值[2~10]。不同學科、不(bú)同實驗具有不同的具體要(yào)求,這(zhè)就需要采取相(xiàng)應(yīng)的加工手段來實現特定加工目的,因此飛秒激(jī)光深孔加工(gōng)技術等加工(gōng)工藝開始引起(qǐ)越來越多研究者的重視[5,9,10]。
激光整形技術是指在激(jī)光腔內或腔外采用光學元件改變(biàn)光束形態實現光束整形。飛秒激光脈衝整形有別於傳統整形概念,主要是(shì)在保留原有高峰值功率特性基礎上,在光(guāng)路中引入擴束器、濾波器以及衍射模板等光學器件,達到縮小聚焦尺寸、去除高斯光束周圍(wéi)熒光成分、減(jiǎn)少脈衝形變(biàn)及多種形狀(zhuàng)加工等目的。常用的是空間濾波(bō)和掩模(mó)控製技術[11,12]。空間濾波是實現對光束邊緣熒光的屏蔽效用,實現聚集點光學質量的改善,掩模控製是通過掩模形狀來實(shí)現對脈衝(chōng)的調製,以達到確定的加工目的。
本文采用聚焦物鏡與接收(shōu)材料同步運(yùn)動的方法,可以很(hěn)容(róng)易地將焦點前後脈衝的空間形態在材料表麵以二維平麵圖形式表(biǎo)示出來。在(zài)聚焦物鏡前加小孔掩模板,通過小孔直徑及小(xiǎo)孔前後脈衝能量的變化,可直觀觀察到光束空間形態的改變。最後(hòu),實驗選取(qǔ)合適參數,成功(gōng)刻劃出(chū)邊緣光滑的透射型金屬光柵。
1 實(shí)驗裝置(zhì)及方法
實驗設備采用的是Clark 公司飛秒激光加工工作台(UMW-2110i,Clark-MXR Inc.)。激光具體參數為:中心波長775 nm,脈寬148 Fs,重複頻率1 kHz,最大單脈衝能量1 mJ,在光路上加衰(shuāi)減片可以調整脈衝(chōng)能量,聚焦前光斑直徑5mm;掩模小(xiǎo)孔直徑可(kě)調(diào)範圍為0.5~10 mm;接收材料為噴濺法鍍在溶石英基片上的金膜(厚度約為300 nm)。飛秒激光經掩模(mó)小孔(kǒng)後由5×顯微物鏡(有效焦距為40 mm)聚焦金膜表麵。采用物鏡與接收平台同(tóng)步運動的方法,將焦點前後脈衝的空間形(xíng)態以二維平麵圖形式在金膜表麵顯示出來;加工結果采用透射式光學顯微鏡和SEM進行分析測試。實驗裝置如圖1 所示。
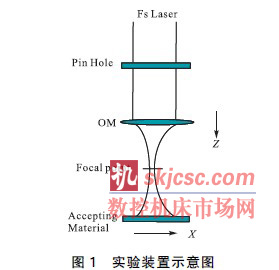
物鏡由平台承載做軸向(Z 軸(zhóu))移動,材料由X-Y 軸承載,同步運行(háng)Z 軸和X 軸就能夠將焦點附近軸向範圍內達到(dào)材料閾值的長度在(zài)金膜上記(jì)錄下來,焦點位置是從材料表麵之上移到材料內部,與此相對應,圖像中是由右到左。結果可以和(hé)瑞利長度相比較進行分析。
2 實驗結果分析
通常的,如果知道激光中心(xīn)波長0λ ,透鏡的(de)焦距f 和入射光在透(tòu)鏡前表麵處的束腰半徑ω ,就可以得到(dào)瑞利(lì)長度R z ,瑞利長度的(de)表達式為:
2zR = nπω0 /λ0 (1)
式中: 0 0 ω = λ f / πω ,為焦點處束腰半徑。由於實驗采用(yòng)的是物(wù)鏡,從有效工作距離較難推出真正的(de)束腰半徑,實驗(yàn)中0ω 采用刀口法測量了焦點處束腰半(bàn)徑值為11.5 μm[13],所以5×顯(xiǎn)微物鏡瑞利長度約為0.54 mm。
而焦點附(fù)近軸向範圍內光束半徑ω(z)的變化是與瑞利長(zhǎng)度和(hé)焦點處束腰半徑有關的函數,如圖2 所示,其表達式為:
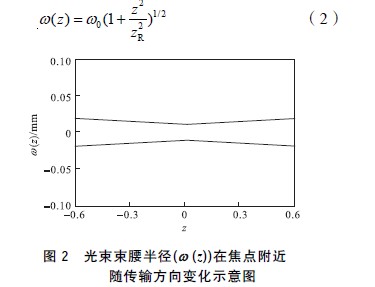
實驗通過改變(biàn)圖1 中針孔直徑大(dà)小,觀察焦(jiāo)點附近光軸方向所能實現(xiàn)燒蝕(shí)區域的變化情況,分別采用保持(chí)針孔前(qián)和針孔後脈(mò)衝能量不變的兩種(zhǒng)情形,在金膜表麵(miàn)記錄下焦點附近光束傳輸形態。圖3 為上述兩種情形(xíng)下顯微圖像。其中,Z 軸和X 軸運行速度均為0.3 mm/s,單脈衝能量(liàng)在小孔前後分(fèn)別為91.7 μJ,Z 軸(zhóu)和(hé)X 軸行程均為600μm,圖中由上至下針孔直徑依次為∞、4 mm、3mm、2 mm。
從圖3(a)可以(yǐ)看出,不加針孔(開孔)時,燒(shāo)蝕區域(yù)在焦點附(fù)近基本為(wéi)對稱分布(bù),且偏離焦點位置時,燒蝕線寬(kuān)迅速增加,成紡錐型分布。隨著小孔加入,通光尺寸變小,燒蝕區域(yù)線性尺度逐漸(jiàn)降(jiàng)低,聚焦點位置(zhì)與(yǔ)兩翼燒蝕線寬差異明顯減少,甚至有遠離透鏡跡象(見針孔直徑為2 mm 的情況)。改(gǎi)變脈衝能量而保證小孔後(hòu)的能量一致,燒蝕現象沒有明顯(xiǎn)差異(見圖3(b)),隻是(shì)燒蝕(shí)線寬有所加大。上述現象通(tōng)過(guò)式(1)和(2)可(kě)以很好的解釋(shì):加入小孔後,由於孔徑的限製,使得照射到(dào)透(tòu)鏡表麵束腰半徑ω 減小,造成(chéng)焦點處的束腰半(bàn)徑(jìng)0ω 有所增加,瑞利長度R z 變大,因而在式(2)中(zhōng),焦點附近束腰半(bàn)徑(jìng)ω(z)隨z 的變化比不加小孔(kǒng)時減弱,宏觀上就得到了圖3 中比較平緩的加工結果。

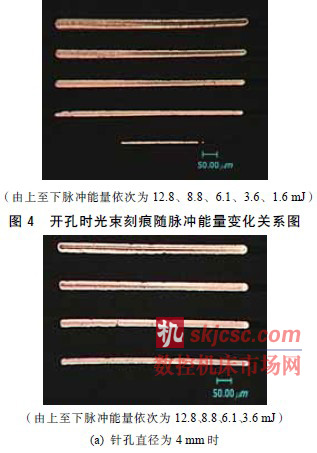
圖 4 和圖5 分別給(gěi)出了開孔以及小(xiǎo)孔直徑分(fèn)別為4 mm、3 mm、2 mm 時不同脈衝能量下(小(xiǎo)孔前測得)焦點附近燒蝕形態的變化,Z、X 軸行(háng)程仍為600 μm。隨著(zhe)小(xiǎo)孔直徑的減小(xiǎo),透過小孔後(hòu)的脈衝能量將會低於材(cái)料燒蝕閾值。因此,在(zài)圖(tú)5(a)和圖5(b)中隻有4 條燒蝕痕跡,甚至圖5(c)中(zhōng)隻存在3 條燒蝕線。
從圖4 和圖5 中可以(yǐ)看出,單脈衝能量較低時,不管是開孔還(hái)是一定針孔(kǒng)作用下(xià)焦(jiāo)點(diǎn)附近脈衝形狀不存在明顯紡錐型(xíng)分布(bù),但加針孔後焦點附近光束半徑變化還是舒緩了很(hěn)多,較(jiào)利於(yú)進一步做深孔加工與切割方麵的研究;隨(suí)著(zhe)針孔直徑的降低,能夠實現燒蝕的區域在明顯減小(小於瑞利長度),這主(zhǔ)要是針孔限製了大部分能量到達材料表麵;小孔直徑為4 mm 時,脈衝傳輸形狀(zhuàng)受激光能量的影響相對較(jiào)小;與圖3 類似,實驗另一個現象就是(shì)隨著針孔孔徑的減小,聚焦區域的最(zuì)小束腰半(bàn)徑處(chù)向靠近透鏡方向移(yí)動,這一點可以用聚(jù)焦束腰半徑(jìng)與聚焦前束腰與透鏡前表麵距離的變化關係來(lái)很(hěn)好(hǎo)解釋(shì)[14]。

利用上述實驗結果,實驗采用開孔(kǒng)與針(zhēn)孔直徑為4 mm(單(dān)脈衝能量為90 μJ)兩種情況(kuàng)分(fèn)別對金膜和不鏽鋼板進行打孔加工,得到的圖像如圖6~10 所示。

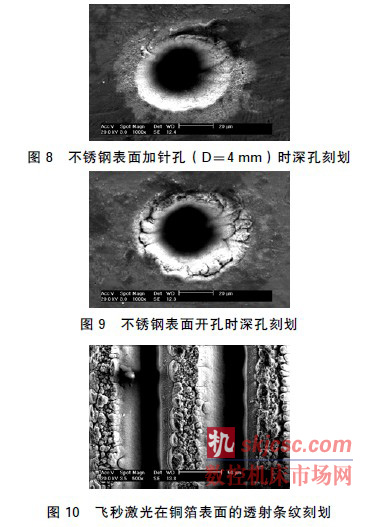
圖6、8 與圖7、9 比較可知:采用(yòng)加小孔後使得焦(jiāo)點附近激光束腰半徑或(huò)激光痕跡變化舒(shū)緩特性加工出(chū)的結果燒蝕邊界更加清晰、無裂痕。圖10 給出的是在(zài)銅箔表麵刻劃的邊(biān)緣相對光滑兩條光柵條紋。這一技術利於飛秒激光進行高縱深比深(shēn)孔微(wēi)器件(jiàn)加工應用,實驗(yàn)的進一(yī)步應用研究工作正在進行中(zhōng)。
3 結束語
本文從飛秒激(jī)光加工工(gōng)藝研究出發,分析了針孔掩模加工技術(shù)對聚焦點處飛秒激光(guāng)空間傳輸(shū)特性的影響。發現聚焦物鏡前加小孔時,激(jī)光刻痕或焦點附(fù)近束腰變化趨緩;脈衝能量大小隻影響刻痕線寬大小。本(běn)研究得到了飛秒激光深孔加工的優(yōu)化參數,利用該方法可實現在銅箔(bó)表麵進行透射型金屬(shǔ)光柵器件的刻(kè)劃。
如果(guǒ)您有機床行業、企業相關新聞稿件發(fā)表,或(huò)進行資訊合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com








