
杆類球麵零件旋風(fēng)切削的加工計(jì)算和調試
2014-3-13 來(lái)源: 作者:鄭州煤礦機械集團公司 傅廣義 楊民
在實際(jì)生(shēng)產中經(jīng)常碰到車削圓球(qiú)麵, 除了單件生產采用雙手控製法加工(gōng)外, 大都采用旋(xuán)風(fēng)切削法加工。用旋風切削圓球麵時, 需要根據工(gōng)件(jiàn)球麵的形狀計算出(chū)刀具盤旋轉軸(zhóu)線應與(yǔ)工件旋轉軸線的夾角(jiǎo)α、以及刀具盤(pán)上兩刀(dāo)尖間(jiān)的距離AB 。
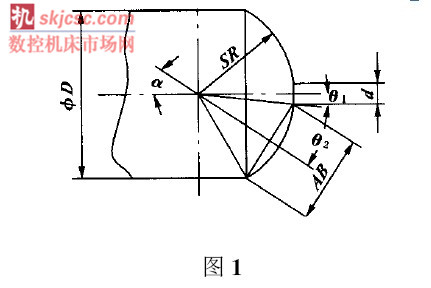
如圖1 、圖2 、圖3 中所示各類型杆類球麵零(líng)件有一顯著特(tè)點, 即球麵頭部有一中心孔, 做為各工序基準, 為保證後序工序加(jiā)工, 在加工球麵時, 應予保留(liú), 這樣就等於在(zài)該處有一小球缺, 此時, 若加(jiā)工如圖1 、圖2 、圖3 所(suǒ)示各類型零件(jiàn)的球麵時, 其刀具盤旋轉軸線與工件旋(xuán)轉軸線的夾角α和刀具盤上兩刀尖間的距(jù)離AB 的計算公式(shì)分(fèn)別為
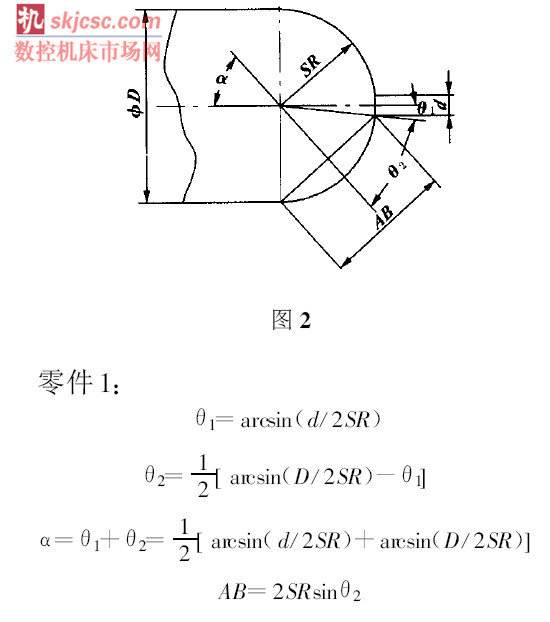
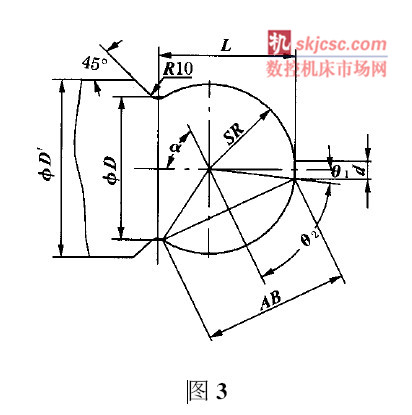
式中 d ———右端小球缺直(zhí)徑
D ———球麵(miàn)工件左端尺寸
SR ———球麵半徑
α———刀具盤辶回轉中心與工件軸線夾角
AB ———刀具盤上(shàng)兩刀尖距離
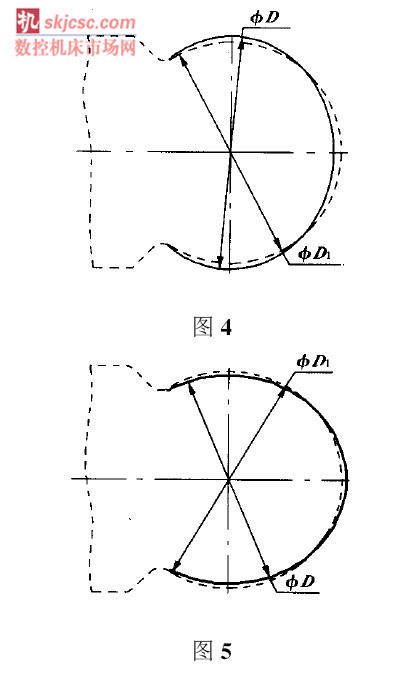
按計算的α角(jiǎo)將刀具盤(pán)旋轉軸線(xiàn)與(yǔ)工件旋轉軸線的(de)夾角α調整(zhěng)好(hǎo), 並按計算(suàn)出的AB 尺寸將兩刀尖(jiān)調正好, 並(bìng)保證(zhèng)兩刀尖在同一旋轉平麵內, 其所在旋轉平麵垂直於刀具盤旋轉軸線, 然後試切球麵,測量球麵外徑的橢圓度, 按(àn)其橢圓度誤差調整刀盤旋轉軸線與球麵中心(xīn)的軸向位置。
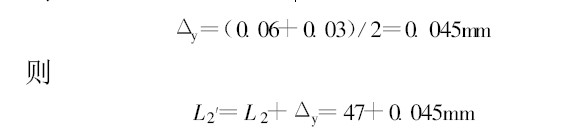
當(dāng)試切(qiē)的球麵如圖4 所示, 其中D 為實(shí)測尺寸, D1為正確尺寸。D > D1時, 說明刀(dāo)盤(pán)旋轉軸線與工件旋轉軸線的交點在球(qiú)麵中心的左側, 此時應將(jiāng)交點往右移, 即調(diào)整工件(jiàn)和刀盤的相對位置, 再試切直至橢圓度(dù)消失為止。當試切的球麵如圖5 所示,D < D1 時, 說明刀盤(pán)旋轉軸線與工件旋轉軸線(xiàn)的交點在球麵中心的(de)右側, 此時應將交點往(wǎng)左移, 即調整工件和刀盤的相對位置, 再試切直至橢圓度消(xiāo)失為止。對於圖1 球冠和圖2 半球麵可用圓(yuán)弧樣板檢驗球麵質量。此外在加工上述各類型(xíng)球麵時, 要特別注意工件與刀盤的相對位置(zhì), 從而保證一批工件在加(jiā)工中始終處於正確位置。
在圖5中, 定位銷套6 內孔尺寸為 ,定位銷7 的(de)導向外圓尺寸為
,定位銷7 的(de)導向外圓尺寸為 ,定(dìng)位銷定位外圓尺寸為
,定(dìng)位銷定位外圓尺寸為 ,工(gōng)件定位孔尺寸為
,工(gōng)件定位孔尺寸為 ;根據氣缸(gāng)蓋加工工藝, 要求 尺寸為47 ±0.05mm, 因此我們設計(jì)定位銷底孔到導向孔的距離(lí) 為47 ±0.015mm。由(yóu)於專用機床夾具上定位銷(xiāo)與定位銷套之間存在間(jiān)隙δ1 , 定位銷與工(gōng)件上的定(dìng)位孔之間存在間(jiān)隙δ2 , 將導(dǎo)致工件下垂δ1/2+δ2/2 。當工件在第一台(tái)專用(yòng)機床上加工(gōng)再經過生產線上近20 台專用機床插入定位後, 工件上的定位銷孔孔徑會因磨損而變大, 由此產生的間(jiān)隙為δ3(約為0.02 ~ 0.03mm), 使工件下垂量增(zēng)大。
;根據氣缸(gāng)蓋加工工藝, 要求 尺寸為47 ±0.05mm, 因此我們設計(jì)定位銷底孔到導向孔的距離(lí) 為47 ±0.015mm。由(yóu)於專用機床夾具上定位銷(xiāo)與定位銷套之間存在間(jiān)隙δ1 , 定位銷與工(gōng)件上的定(dìng)位孔之間存在間(jiān)隙δ2 , 將導(dǎo)致工件下垂δ1/2+δ2/2 。當工件在第一台(tái)專用(yòng)機床上加工(gōng)再經過生產線上近20 台專用機床插入定位後, 工件上的定位銷孔孔徑會因磨損而變大, 由此產生的間(jiān)隙為δ3(約為0.02 ~ 0.03mm), 使工件下垂量增(zēng)大。
由以上計(jì)算可知(zhī), 以一圓柱銷、一菱型銷懸掛在垂直麵(miàn)上定位的方式進行加工(gōng), 一方麵部分工(gōng)件會超差(chà), 另(lìng)一方麵即使加工(gōng)出的工件尺(chǐ)寸符合工藝要求, 也大多(duō)處在公差下限(理想狀態是公差處於中限), 這將(jiāng)降低機床的穩健性。
根據以上分析, 筆者通過反(fǎn)複(fù)總結專用機床製造與大修過程中的經驗, 提出在設計精加工專用機床夾具時, 將定位銷底(dǐ)孔到其它導向孔的距離增大Δy , 以彌補工件的下垂量
上述公式適用於被加工(gōng)孔位(wèi)於定(dìng)位銷底孔下部的情(qíng)況。若待加工孔位於定位銷(xiāo)上邊(biān), 設計夾具時要將定(dìng)位銷底孔到其它導向孔的距離減少Δy 。
將上述改(gǎi)進後的定位(wèi)設計方案應用於實際生(shēng)產, 取得很好(hǎo)的效果:所(suǒ)加工的氣缸蓋上各孔到定位銷孔的距離公差大多處在中限, 使工件廢品率降為零, 大大提(tí)高(gāo)了機床(chuáng)的穩健性。
投稿箱:
如(rú)果您有機床(chuáng)行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床(chuáng)行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦






")
專題(tí)點擊前十
| 更多

