
1 插齒(chǐ)加(jiā)工原理及直齒圓柱內齒輪加工
特點研究
1 . 1 插齒加工原理
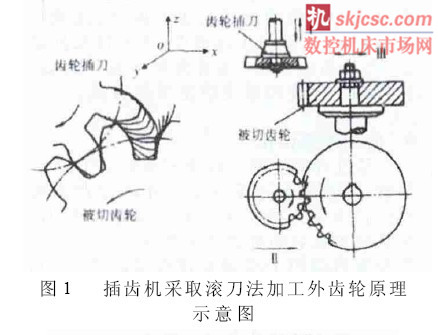
內齒輪加工原(yuán)理與外齒輪(lún)加工原理(lǐ)基本一致, 本文通過插齒機加(jiā)工外齒(chǐ)輪(lún)原理對插齒加工原理進行分析。如(圖1),為插齒(chǐ)機采取滾刀法加工外齒輪原理示意圖:
在插齒機加工齒輪過程中, 齒輪插刀與被切齒輪工件之間的運(yùn)動類(lèi)似於一對齧(niè)合傳動齒輪,在進行插齒作業時,齒輪插刀則會沿著上圖中Z 軸方向即工件軸(zhóu)向進行直(zhí)線往複運(yùn)動, 通過直線往複運(yùn)動進行工件切割(gē), 切(qiē)出齒(chǐ)寬;在轉動過程(chéng)中, 插齒刀與被切(qiē)工件齒輪進行無間隙齧合運動,完成一圈齧合運動後,插齒刀按照上圖中X軸方向作一次徑(jìng)向進給(gěi), 循環(huán)操作並完後所有齒輪加工。
1 . 2 直齒圓柱內齒輪加工特點研究(jiū)
內(nèi)齒輪相對一般齒輪, 其加工空間十分有限, 空間限製為內齒輪加工帶來了較大難度, 不(bú)利於加工磨削, 采取精插削工藝(yì),可以有效提高內齒輪加工精度。應用插削進行工件加(jiā)工, 其加工精度一般控製在IT6-IT8範(fàn)圍內,表(biǎo)麵粗糙度(dù)可以控製在Ra0.63-2.5範圍內;直齒圓柱(zhù)內齒輪(lún)加工要求(qiú)齒輪齒形其誤差較小,齒麵(miàn)精度較高;在進(jìn)行直齒圓柱內齒(chǐ)輪加工過程中, 存在著空(kōng)程問題,生產效率較低(dī);插齒機與插齒。
刀剛度偏低, 容易對直齒圓柱內齒輪加(jiā)工質(zhì)量及精度造成較大影響。
為保證直齒圓柱內齒輪加工速整體質量,應進一步提高插齒刀製造精(jīng)度,保證插齒刀安裝精度, 降低加工過程中圓周進給量,為提高插齒機與插齒刀強度及其(qí)剛(gāng)度,應充分保證夾緊工(gōng)件安裝牢固(gù)性(xìng)及正確(què)性。實現內齒輪加工質量的關鍵,還應合理(lǐ)控製加工過程中刀具徑向進給量與軸向(xiàng)進給(gěi)速度。本文重點對直(zhí)齒圓柱內齒輪加工插齒刀穩(wěn)定進(jìn)給條件進行研究。
2 直齒圓柱內(nèi)齒輪加工刀具受力狀況分析
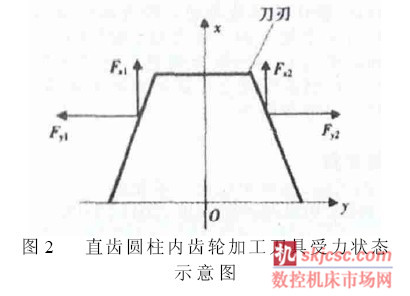
直(zhí)齒圓柱內齒輪在進行切削加工的過程中(zhōng),當插齒刀切削所產生的合(hé)力在x、y、z三個軸向中所存在的分力Fx、Fy、Fz,其分力對z 軸向(xiàng)中的主進給運動影響最小時其切(qiē)削過程較為穩(wěn)定,在這種狀態下所切削出的齒輪質量最為優良。(圖2)為直齒圓柱內齒輪加工刀(dāo)具受力狀態示(shì)意圖:
插齒刀切削合力中分力Fz屬於z 軸方向主切削力, F z 切削力占全(quán)部切削力的80%-90%,屬於插齒機床零件設計、插齒刀具計算、插齒機床功率確定等基(jī)本性依據。Fz切削力直接作用(yòng)於切削(xuē)齒輪工件,在切削運動中切出齒輪齒形(xíng), 在切削過程中為(wéi)保持切削平衡(héng), 由(yóu)插(chā)齒機床工作平台提供支撐反力。然而(ér)在內齒輪切削(xuē)過程中,進行金屬切削所(suǒ)需要的(de)切削力是不斷變化的,插齒刀隨著z軸方向逐漸下移,在這個過程中,切削金屬抗力降低,金屬切削所需要的切削(xuē)力則逐漸發生了變化, 這種變(biàn)化過程導致內齒輪加工過程的不穩定。此外(wài),隨著切削沿x軸方向切(qiē)削深度的加大,其切削麵積也出現一定變化,同樣為齒輪加工穩(wěn)定性造成影響。為穩定插齒刀切(qiē)削進給,應合理控製徑向進給量與z軸方(fāng)向進給(gěi)速度。
插齒刀切削合力(lì)中分力Fx屬於(yú)x 軸方向中的切削力,Fx切削分力占全部切(qiē)削(xuē)力的3%-5%,屬於工件撓度計算、插齒刀具加工、插齒機床強度設計的重要依據。Fx切削分力配合Fz主切(qiē)削分力進行齒輪加工(gōng),在保證徑向切削深度中發揮著重要作用。Fx切削分力主要是由插齒機刀(dāo)架(jià)抗力及刀杆抗力實現加工合力平衡(héng)。插齒刀(dāo)切削合力中分力Fy屬於y軸方向中的(de)切削力,屬於進給功率計(jì)算、齒輪機床進給機構設計的重要依據(jù),Fy切削分力平衡主要是由是機床夾具來實現。
通(tōng)過綜合研究獲得, 研究切削力作用下進給穩定條件(jiàn),實(shí)質上(shàng)是(shì)進行插齒刀沿z軸方向切削進給量的穩定條件以及沿x軸方向切深進給穩定條(tiáo)件的研究。
3 直齒圓(yuán)柱內齒輪加工穩定進給條件研究
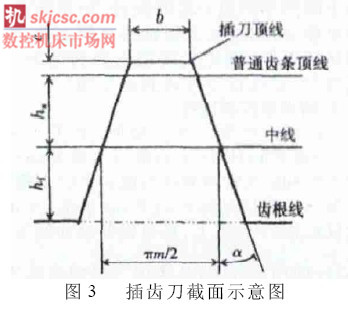
為保證被切工件全齒(chǐ)高切削質量, 要求插齒刀全齒高在尺寸上較之加工工件較大,插齒(chǐ)刀截麵示意圖如下:
根據( 圖(tú)3) 可以獲知(zhī), 插齒刀全齒高h=ha+hf+c,則插齒刀齒頂寬度b為:
![]()
其中h代表全齒高,ha代表插齒刀齒(chǐ)頂高度,hf代表插齒刀齒根高度,c代表被加工齒輪頂隙(xì),c*代表頂隙(xì)係數,m代(dài)表插齒刀模數,a代表壓力角,b代表齒頂寬度,ha*代表齒頂高係數。
為實現切削(xuē)進給穩(wěn)定, 要求每一齒被切削麵積保持一致,切削力Fz相等,保持切削進給平穩性,最終完成所(suǒ)有齒形(xíng)加工。在內齒輪加工過程中,插(chā)刀刀杆沿z軸方向進(jìn)行垂直切削進給時,承受著徑(jìng)向反(fǎn)力Fx作用,容易出現插刀刀杆變形(xíng)問題,對齒輪加工精度及(jí)質(zhì)量造成影響,為此,應提(tí)高刀杆強度與刀杆剛度(dù),避免出現變形問題,實現齒輪加(jiā)工質量。通過滿足切削進給穩定條(tiáo)件,實現直齒圓(yuán)柱齒輪加工質量。
4 結語
內齒輪傳動因其傳動比較大, 承載能力(lì)強,可以實現負荷變速傳(chuán)動,在機械設備(bèi)加工與製造中應用十(shí)分廣泛(fàn)。為(wéi)保證內齒輪(lún)加工質量,多采取插削加工法。本文在研究插齒加工原理及直齒圓柱內齒輪加工特點(diǎn)基礎上, 對直齒圓柱內齒輪加工刀具受力狀況與刀具切削進給(gěi)穩定條件進行研究。在進行直齒圓柱內齒輪切削加工過程中,滿足其切削進給穩定條件(jiàn),提高對內齒輪加工精度及表麵(miàn)質(zhì)量的控製, 有效提高齒輪傳動平穩(wěn)性、準確性與傳動承載能力(lì),實現齒輪加工與應用的綜合效益。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡(huān)迎聯(lián)係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com








