
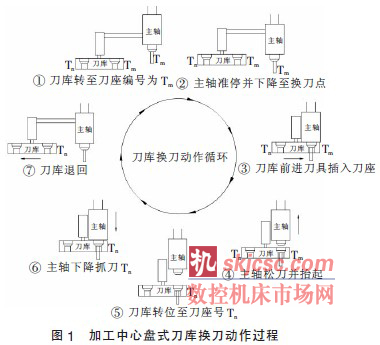
1 盤式刀庫換刀過程
目前加工中心在換刀時其選刀一般有兩大類(lèi),即順序選刀(dāo)方式和任(rèn)意選刀方式. 任意選刀方式(shì)中因采用編(biān)碼形式的(de)不同又分(fèn)為刀具編(biān)碼識(shí)別和刀座編碼(mǎ)識(shí)別(bié)兩種. 目前立式加工中心(xīn)的盤式刀庫普遍(biàn)采用刀座編碼,對刀庫各刀座進行編碼,把刀具放入(rù)相應(yīng)刀座後就有了相應刀具號,刀具在刀庫中的位置(zhì)是固定的(de),加工時按程序指定的編號調(diào)用刀具. 圖1 即為盤式刀庫換刀動作循環過程.
2 編製換刀子程序(xù)
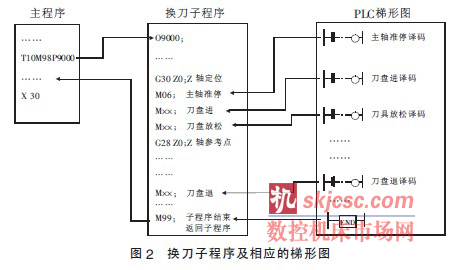
不(bú)同的加工中心換刀過(guò)程是不一樣(yàng)的. 以一台XH714 立式(shì)加工中心(xīn)為例:該中(zhōng)心使用FANUC-Oi-MB 控製係統,采用容(róng)量為20 把刀(dāo)的(de)盤式刀庫,通過主軸與刀庫的相互運動實現換刀. 換刀過程(chéng)采用一個子程序來描述,廠家規定程序號為O9000. 執行換刀指令的(de)主程序語句格式為:“N~ T~ M98 P9000”,其中(zhōng):N 後為程序順序號,T 後麵為刀座(zuò)號(hào),一般取(qǔ)2 位數字,M98 為調用換刀子程序的指令. 當(dāng)係統執行(háng)到這一指令時,自動(dòng)調用編號為(wéi)9000 的子程(chéng)序. O9000 子程序實現(xiàn)一係列(liè)換刀動作過程控製. O9000 中的M 指令功能由PLC 程序來實現,機床生產廠家設置相應的參數使PLC 程序與相應的M 指令對應並使之生效.換刀子(zǐ)程序中一些輔助指(zhǐ)令代碼(mǎ)(如圖2所示的“M××”)是機床生產廠家根據所采用係統參(cān)照國家標準(zhǔn)編程代碼自行設置,故(gù)在編製換刀子程序時需與機床生產廠(chǎng)方聯係,確認其所采用(yòng)的輔助(zhù)功能指(zhǐ)令代碼. 如果無法確認上述M 指令代(dài)碼,則需根據盤式刀庫的換刀過程,調看係統(tǒng)內部相應的梯形圖,由PLC程序相應控製點及梯形圖對(duì)應譯碼反向推理找出機床係統(tǒng)所采用的M 指令代碼,過程如圖2 所示,其中PLC 程序指向換刀子程序的箭頭表示反推過程.
3 換刀程序調試
(1) 多數(shù)加工中心規定固定的換刀點位置,各(gè)運動部件(jiàn)隻有移動到這個位(wèi)置,才能開始換刀動作. XH714將這個位置設定在機床第二參考點. 調試換刀程序前,需確(què)定第二(èr)參考點設置的正確性與準確性,在驗(yàn)證無誤的情況下,才可進行調試(shì),否則會出現刀盤與機床主軸做相對運動時發生碰撞的嚴重設備事故. 本例通過檢查機床係統參數,調看機床第二參考點坐標值為“Z=-122.6”,與估計值逼近,初步推斷第二參考(kǎo)點沒有丟失. 用MDI 方式下降主軸至第二參考點,手動使(shǐ)主軸靠近刀盤,屏幕位置坐標顯示確認該數值正確.
(2) 編寫換刀程序: “N~ T~ M98 P9000”,為確保機床的安全性,選擇單步執行.
(3) 機床按程序執行了換刀動(dòng)作(zuò),但卻發現所換刀具並不是主程序所指定的刀座編(biān)號位置的刀(dāo)具,選刀過程出亂,機床不能按照指定刀座號進行換(huàn)刀(dāo),調看並調整機床相應係統參(cān)數,使當前主軸所裝刀位號和當(dāng)前刀(dāo)庫刀位號等與係統參數一致,並執行“M33”使刀庫複位.
(4) 再次(cì)調試執行換刀程序,機床能按要求動作,恢複換(huàn)刀功能. 換刀子程序是數控加工(gōng)中心係統中重要的(de)子程序,一般由(yóu)數(shù)控機床廠方設定(dìng)保護,機床維護人員才可進行(háng)編輯,機床操作過(guò)程中不(bú)允許修改和刪除,以保證換刀安(ān)全. 因此,在(zài)調試完畢後,設置相應係統參數使該子程序處(chù)於寫(xiě)保護並隱藏的狀態.
4 總結
加工中心換(huàn)刀故障原因多種多樣,本文介紹換刀子程序丟失後的(de)解決辦法,旨在闡明一種解決(jué)加工中心換刀故(gù)障方麵問題(tí)的思路:維(wéi)修人員根據加工中心的結構、工作原理及刀庫的工作原理、動作順序,針對故(gù)障現象,作出準確的判斷,結合廠(chǎng)方提供的診斷參數(shù)或梯形圖,利用CNC 係統的狀態顯示(shì)功能監(jiān)測(cè)PLC 的運行狀態,依據梯形圖的(de)連鎖關係,確定故(gù)障點,一般加工中心的刀(dāo)庫故障都會被及時(shí)排除.
如果您有機床行業(yè)、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com






馬")

