
運動分析(xī)轂周期性間歇(xiē)運動,起到了(le)刀庫的分度作用刀庫換(huàn)刀的形式有機械手(shǒu)換刀和無機械手換(huàn)刀兩種。在無(wú)機械手換刀方式中(zhōng),刀庫可以是圓盤式、直線排列式,也(yě)可以是格子箱式等。無機械手換(huàn)刀方式(shì)中特別需要注意的(de)是刀庫轉位定位的準確度。圓盤式刀庫容量較(jiào)小,刀庫結構簡單緊湊,刀(dāo)庫轉位、換刀方便,易控製。鬥笠式刀庫,顧名思義,形狀像鬥笠,結構上屬於(yú)圓盤式刀庫一類,換刀方式屬於無機(jī)械手(shǒu)換刀係統,它由刀庫橫移(yí)裝置、刀庫(kù)分度選刀裝置以及主(zhǔ)軸上的刀具自動裝卸機構組成[1]。有容量較小、刀庫結構簡單緊湊、刀庫轉位、換刀方便、易控製等特點,在小中型加工中心(xīn)中應用(yòng)較多。刀庫轉動定位(wèi)分度機構的性能好壞,直接影響刀庫的(de)轉(zhuǎn)動(dòng)、定位精度(dù)。因此必須選擇合理的轉動定位分度機構,並進行正確地設計刀庫尺寸的大小和計算其容(róng)刀量。刀庫分度裝置(zhì)的作用是將刀庫中的刀具(jù)進行(háng)分(fèn)度,以達到選刀的目(mù)的。所以刀庫的分度裝置是加工中心刀庫(kù)的重要部(bù)件之一,它通過精準的分度、定位,使下個工序所需的刀具定位在指定位置,保證自動換刀裝置(zhì)能準確地取到刀。
目前(qián)圓盤式刀庫分度裝置大多采用的是單頭雙導程蝸輪蝸杆傳(chuán)動,此傳動機構在使用中可隨時(shí)調整蝸輪蝸杆的傳動間(jiān)隙,實現準確的轉位分度,保證刀庫(kù)工作的可靠性,但(dàn)此(cǐ)傳(chuán)動機構較複雜,而(ér)且單頭雙導程蝸輪和蝸杆的加工較困難。
鬥笠式刀(dāo)庫一般使用在立(lì)式加工中心上,受立式加工中心機床尺寸大小的限製,刀庫鼓(gǔ)輪盤尺寸(cùn)一般不宜太大,即刀庫(kù)的容量不能太大。所以(yǐ)分度裝置多數使用的是經典(diǎn)的槽輪機構(即(jí)馬氏機構),該機構具有結構簡單、外形尺寸小、抗衝擊、在較高轉速下工作平穩性較好、機械傳動效率高、間歇地進行分度轉位並且易製(zhì)造等優(yōu)點,在目(mù)前生產的鬥笠式刀庫(kù)的加工中心機床上得(dé)到廣泛的應用[3]。但分度槽數多少直接影響到(dào)刀庫在換刀時的柔性衝擊和準確定位。本文主要論證了(le)分度槽數與機構運動平穩性的關係。
1 鬥笠式刀庫刀盤與分度裝置
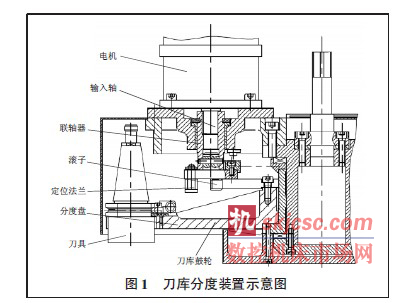
鬥笠式刀庫的分度裝置是利用了外齧合槽輪機構能把主動軸的勻速連續運(yùn)動轉換為從動軸的周期性間歇運動原理設計的一種分度轉位機構(gòu)。該機構具體由刀庫鼓(gǔ)輪、分(fèn)度盤、定位法蘭、圓(yuán)柱滾子等零部件組成,分(fèn)度裝置的電(diàn)機輸(shū)出軸軸線與定位法蘭(lán)、分度盤、刀庫鼓輪盤的回轉軸線平行。鬥笠式刀庫選刀時,首先由刀庫(kù)回轉電機得到旋轉指令,輸入(rù)軸通過聯軸器帶動(dòng)定位法蘭旋轉,從而使在定位法蘭上的圓柱滾子(zǐ)回繞法蘭中心轉動;當圓柱滾子轉動一定角度(dù),進入分度盤的分度槽中,撥(bō)動分度盤開始作轉位運動;當分度盤轉過一定的角度後,圓柱滾子從分度槽中脫出,刀庫鼓輪盤(分度盤(pán)通過螺釘與刀庫(kù)鼓輪連在一起轉動見圖1)即靜止不(bú)動,並由定位法蘭的鎖止半軸定位。
定位法(fǎ)蘭每回(huí)轉一圈驅動分度盤轉過一個槽。連(lián)續勻速運(yùn)動的電機,帶動定位法蘭與圓柱滾子(zǐ)連續勻速轉(zhuǎn)動。但圓柱滾子是間斷性(xìng)地轉入(rù)分度槽的,從而使刀庫輪(如圖1)。
分度盤與刀庫鼓輪同軸,分(fèn)度盤的分度槽數與刀庫鼓輪上的刀數一致。定位法蘭不斷(duàn)回轉,分度盤就(jiù)不停地進行(háng)分度,刀庫鼓輪就不斷重複上述的運動(dòng)循環,從(cóng)而將(jiāng)下一個工序所需刀具的刀位轉到換刀位置上,以便讓主軸進行換刀,實現(xiàn)刀庫的自動換刀。
2 刀庫分度裝置運動分析
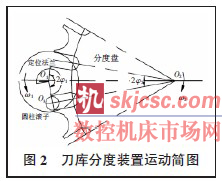
刀庫在換刀前首先需要選刀,選(xuǎn)刀的過(guò)程就是使刀庫鼓輪滿足一個周向(xiàng)間歇(xiē)運動,也就是分(fèn)度盤在分(fèn)度的過程中,轉位開始與轉位結束(shù)位置上的瞬(shùn)時角速度ω2=0。如圖2,為了使圓柱滾子能順利進入和脫出分度盤(pán)上的徑向槽,在槽口(kǒu)的瞬時位置時,必須使轉臂中心線O1O3 與分度槽的中心線O3O2 垂直(zhí),即∠O1O3O2=90°。假設:
O1O2=a,O1O3=R1,O2O3=R,圓柱滾子(zǐ)從進入至脫離徑向槽這個過程,定位法蘭的轉角為2φ1(即∠O2O1O3=φ1),分度盤的轉(zhuǎn)角(jiǎo)為2φ2(即∠O1O2O3=φ2,2φ2=2π/z),則在直角(jiǎo)三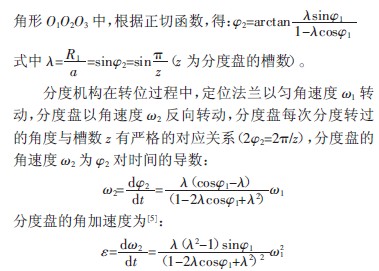
定位(wèi)法蘭的角速度ω1 為常數,分度盤轉(zhuǎn)位起、停時,分度盤(pán)的角速度ω2 和分度盤的(de)角加速度ε 為槽數和定位法蘭撥盤轉角φ1 的(de)函數,當撥盤勻速轉動時,隨著分度盤槽數Z 的增加,運動趨於平緩(huǎn)(如圖3 所(suǒ)示)。
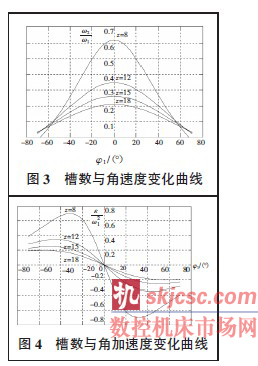
當圓柱滾子開(kāi)始進入和即將退出分度槽時(shí),角加速度有突變(如圖4 所示),且突變的大小是隨著分度槽數Z的增加而減少(shǎo)。這說明刀庫在開(kāi)始(shǐ)選刀和選刀結束時,會產生震動和衝擊,但分(fèn)度(dù)槽數越多(duō),刀庫轉位過程越平穩,產生的震動和衝擊越小。從角速度、角加速度變化的曲線圖得(dé)出:槽(cáo)數(shù)Z 達(dá)到12(亦(yì)即刀庫的刀數為12)以上時,分度裝(zhuāng)置分度過程就比較平穩了,換句話說,此時鬥笠式刀庫在(zài)選刀過程中,產生的震動和衝擊已經很小,分度盤角速度(dù)變化不大,刀(dāo)庫運動趨(qū)於平穩.
3 結(jié)語
刀庫的設計(jì)是加工中心設計(jì)的關(guān)鍵。采用以上方法設(shè)計的槽輪機構驅(qū)動的(de)鬥笠式刀庫可實現刀(dāo)庫準確的分度回(huí)轉運動,設(shè)計中既利用了槽輪機構的優點,又克服了其結(jié)構(gòu)本身固有的缺點,同時采用交流伺服(fú)電機驅動(dòng),從(cóng)而可保證較(jiào)高的定位(wèi)精度,同時(shí)加工中心的刀庫中容刀量的多少,也決定了該加工中心的(de)加工工(gōng)藝範(fàn)圍。為保證加工中心能夠適應並滿(mǎn)足不同零件的多樣性和複雜性的加工(gōng)工序的要求,刀庫必須具有一定(dìng)的容刀量,刀庫容刀(dāo)量越大,加工中心(xīn)的適應性(xìng)越好,但是,刀庫容量(liàng)越大,刀庫尺寸(cùn)就越大,所占空間就越大,而容量小又(yòu)不平穩(wěn)也達不到使(shǐ)用要(yào)求。
綜上所述,在滿足加工要求、經濟實用的條件下,應盡量使加工中心的結構緊湊,減小加工中心的外形輪廓尺寸,盡量使其結構簡單,易製造,從而降低生產加工中(zhōng)心的成本。一般應用在立式加工中心上的(de)鬥笠式刀庫,建議(yì)采用刀庫容刀量在15~20 把刀的範圍(wéi)內。
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com








