
分度盤在刃具磨床中(zhōng), 使用比較廣泛, 它(tā)對(duì)磨削有等分精度要(yào)求的刃具有著直接的關係, 如我廠生產的M6 4 2 0B 型、側陷4 2 5 型、MG 6 4 2 5 型滾刀刃磨床(chuáng)、M6 1 1 0 D 型拉刀刃磨床等, 都采用分度盤機構直接分度的(de)方法進行磨削。因此, 分度盤的等分精度, 將直接影響被加工刃具的加工質量。以分(fèn)度盤作為基(jī)準元件的滾刀刃磨床為例, 必須(xū)從加工對象的(de)實際需要, 配備各種分度盤(pán)。
我廠從1 9 5 8 年起就開始(shǐ)生產M6 42 OB 型滾刀(dāo)刃磨床。當時分度盤精度要求不高, 槽距誤差為0. 0 15 毫(háo)米, 積累誤差為(wéi)0. 03 毫米(mǐ), 對(duì)這類要求不(bú)高的分度盤, 當時我們也克服了不(bú)少困難。1 9 6 5 年才開始研製較高精度(dù)分度盤; 1 9 7 8 年生產的MG 6 4 2 5 型滾刀刃磨床的分度精度(dù)要求(qiú)就更高了, 其分度盤槽距誤差為0. 003 毫米, 累積誤差為0. 01 毫(háo)米, 這種產品可加工(gōng)3A 級滾刀。
一、分度盤的類型及其主要技術要求
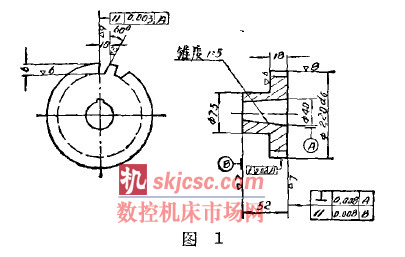
我廠生產的各種分度盤, 規格類型統一(yī),為(wéi)5 至4 8 , 材料選用合金鋼, 一般為Cr W Mn,槽淬硬達H 凡(fán)5 9 , 具有耐磨性妖能承受一定衝擊力、精度持久性較好等優點(diǎn)。我廠常用的分度盤如圖1 所示, 它的技術條(tiáo)件(jiàn)如下:
1.槽距公差(chà)0. 0 0 3 毫米, 累積誤差0. 01毫米(mǐ); 2.錐孔著色(sè)檢查, 接觸麵達8 5 多, 且靠近大端; 3.淬火H 凡(fán)石(shí)9 , 穩定處理。
從(cóng)圖1 及其技術(shù)條(tiáo)件可看出, 對我廠設(shè)形(xíng)狀一致, 其直徑為(wéi)價2 0 0 至功3 5 0 毫米, 槽數(shù)備來(lái)講, 要求是高的, 要求分度盤的實際等分精度超過滾刀槽等分精度(dù)很多倍。
二、分度盤的加工工藝
我廠(chǎng)分度盤的(de)加工過程是: 鍛。退火。粗車。粗磨內錐孔* 插鍵槽、銑槽。淬火, 半精磨外圓及端麵, 半(bàn)精磨內孔。時效, 精磨外圓(yuán)各部* 精磨內孔、粗磨齒槽* 半精磨等分槽。精磨等分(fèn)槽。
以上過程中, 主要是磨削等(děng)分槽。磨削前, 通過(guò)各工序環節, 其(qí)中重要工序是銑槽及粗磨內錐孔, 因車加工後的(de)各工序都以(yǐ)內錐孔(kǒng)作基準定位。這兩(liǎng)道(dào)工藝如未達到較高的(de)技術要求, 會直接給磨齒槽帶來困難。
三、銑齒槽方法
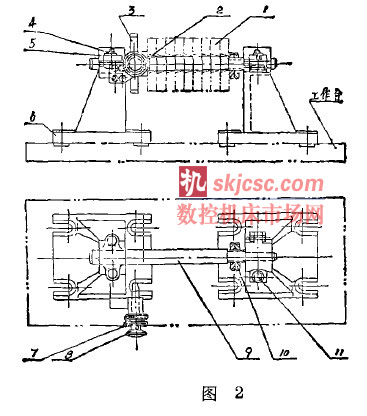
齒槽的粗加工, 我廠采(cǎi)用多工件裝(zhuāng)夾的銑(xǐ)夾具, 在X 6 2型臥式銑床上進(jìn)行, 利用分度母板分度定位, 如圖2 所示。
在分度盤另(lìng)件1 內錐孔上, 各個裝入內錐套2 , 串裝在軸(zhóu)9 上, 用螺母10 壓緊後, 裝入(rù)夾具體6 的半圓弧內, 並蓋上壓(yā)板5。
蓋板用螺釘4 及(jí)1壓緊。定位閘齒8 插入分度母(mǔ)板3 , 然(rán)後壓緊螺母7 進行銑削。采用此法銑(xǐ)削, 生產效率高(gāo), 分度盤等分誤(wù)差容易保證,其次在車加工後都以內錐孔為基(jī)準(zhǔn), 以此防止槽子(zǐ)等分(fèn)誤差的增大。這(zhè)種方法能適應(yīng)小批量多品種的生產需要。
四、磨削齒(chǐ)槽的方法
我廠自生產分度盤以(yǐ)來, 基本上用手動分度磨削。利用平麵磨床改裝(zhuāng)成專用機床或工具磨床配上(shàng)磨夾具進行磨削, 如圖3 所示。

夾(jiá)具(jù)體及尾架安裝在改裝(zhuāng)的平麵磨床或工具(jù)磨床上。心軸2 裝上分度盤(被加工另件)4 , 由前後頂尖(jiān)工、6 頂住。磨(mó)削時, 根(gēn)據分度盤槽數通過調整蝸輪付(fù)7、1 推動支架(jià)1 2 至(zhì)加工需要位置(zhì), 使分度槽(cáo)邊接觸定位柱5 , 然後用固緊螺釘10 定位固緊, 以消除蝸(wō)輪付的間(jiān)隙。螺釘1 3 作微調用。砂輪的校正(zhèng), 可回(huí)轉(zhuǎn)中(zhōng)心線的金鋼筆8,由定位板9 定位。定位板9的定位麵重合於通過頭(tóu)尾架中心線的垂直(zhí)麵(miàn)。這樣在回轉金鋼筆8, 並在(zài)搖動(dòng)台麵時, 金鋼筆8 即可(kě)對砂輪3 進行修正。因此, 修整後的砂輪端麵(miàn)能處於正(zhèng)確的加工位置。
磨(mó)削時, 在分度盤的(de)槽中找出槽距最小的為起點, 逐步逐圈(quān)進行磨(mó)削(xuē), 至磨至火花及聲音一致為合格。用此(cǐ)法磨削(xuē)一塊24 槽、直徑歸20 毫米的分度盤, 可達槽距誤差0. 0 02 毫米, 累積誤差(chà)0 . 0 0 4 毫米以內。精確的齒槽間的弧長石=2 ∏R/ Z , 醜(chǒu)為分度盤上接(jiē)觸定(dìng)位點到中心的距(jù)離, Z 為槽數。分度盤在開始加工時, L 值要經過反(fǎn)複找正。假如未找正L 值, 第一槽多磨去(qù)a , 即L1 =L + a , 逐槽加a 值, 磨出的工件(jiàn)就不符合(hé)要求。
我廠調整L 值的辦法, 是搖(yáo)動(dòng)蝸杆, 使砂輪與工件L 值慢慢接近, 最後調整螺釘來達到要求(qiú)。
五、采用靠模板進行半精加工
由於以上辦(bàn)法, 加工和調整的時間都較長, 又不易調正, 進度慢, 效率低, 精度也難保證,
因(yīn)此(cǐ)我們采用靠模(mó)板(bǎn)進行半精加工(gōng)的方法(fǎ)來提高(gāo)效(xiào)率, 保證質量, 其優點如下:
1.半精加工時可選用切削力強的粗粒砂輪進行磨削, 精度由靠模板控製, 而光潔(jié)度可不要(yào)求太高;
2.為精磨齒槽時找正L 值(zhí)打下良好的基礎。
因我(wǒ)廠在精磨時, 已取下靠模板, 用一件精度合格的工件調整L 值, 調整至砂輪端(duān)麵與被磨工件徑(jìng)向直邊(biān)剛接觸時, 即可進行逐齒精(jīng)磨。也就是說, 半精加工是保(bǎo)證等分精(jīng)度,而精磨是為(wéi)了提高光潔度。
這種辦法每班可加(jiā)工12 至18 槽的分(fèn)度盤20 塊左右。對我廠品種多、批量小的情況,用以上方法加工是可以適應要求的。
六、影(yǐng)響磨齒槽等分精度的各種因素
1. 振動由(yóu)於我廠磨削分度(dù)盤齒槽的機床沒有防振措施, 外(wài)界的振動對磨齒槽的質量有很大影響, 經(jīng)驗證明(míng)機床橫向產生少許振動(dòng), 大致影響誤差在0. 0 01 ~ 0 . 0 03 毫米(mǐ)以內。
2. 溫度變化機床在啟動約4 0 分鍾後, 主軸發熱伸(shēn)長約在0. 0 3 毫米以內。在這方麵我們沒有采取措施(shī), 是在沒有恒溫的條件下進行生(shēng)產的。
其他如導軌潤滑、機(jī)床精度、砂輪修整、支(zhī)撐點剛性、砂輪選擇等, 都對加工質量有一定的(de)影響。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








