
摘要 風電增速(sù)箱行星齒輪錐孔作為雙(shuāng)列圓錐(zhuī)滾子軸承的外圈使用(yòng), 尺寸精度要求高, 加工和測量難度大。通過設計製造專用量(liàng)具、優化工藝方案, 成功解決了錐孔的磨削和測(cè)量難題。
關鍵詞 風電(diàn)增(zēng)速箱 錐孔 測量 專用量具
0 引言
風電增速箱是風電機組的核心部(bù)件之一, 安(ān)裝在(zài)塔頂的狹小空間內, 一旦出現故障, 維修非常困難[ 1] ,所以要求其具有(yǒu)較小的(de)體積和重量(liàng), 同時具備較高的零件加工精度和較長的整機使用壽(shòu)命。我公司設計製造的某型(xíng)號風電齒輪(lún)箱, 為了盡量減小整箱(xiāng)體積(jī)和重量, 采用行星齒輪傳動結構, 將其行星齒輪(lún)內孔設計成中間段為直孔、兩端為錐孔的形狀, 兩端錐孔作為雙列圓錐滾子軸承外圈(quān)滾道(dào)。為了保(bǎo)證和軸承外圈具有同等的使用性能, 要求內孔表麵必須(xū)具有很高的形位和尺寸精度[ 2] 。而控製的關鍵項是(shì)直孔與錐孔交界線(xiàn)的位置(zhì)尺寸, 這就大大增加了加工和(hé)測量的難(nán)度。
1 工件狀態及加工、測量難點
我公司加工的行星齒輪加工要求如(rú)圖1 所示, 零件材料為17CrNiMo6 優質滲碳鋼, 在滲碳(tàn)淬火處理後對內孔進行(háng)磨削加工。兩端內錐孔尺寸必須達(dá)到圖(tú)示要求, 目(mù)的是為了控製兩個單列圓(yuán)錐滾子軸承間的軸向距離, 進而達到成組( 六件一(yī)組) 行星輪安裝在行星(xīng)托架上後(hòu)與托架端(duān)麵的距離保證在(zài)一定(dìng)公(gōng)差範圍(wéi)內,使所有的行星輪(lún)運轉時幾乎在同一水平麵上。
針對該零件進行分析(xī), 我們認為加工和測量(liàng)時的難點主(zhǔ)要有(yǒu)以下幾點:
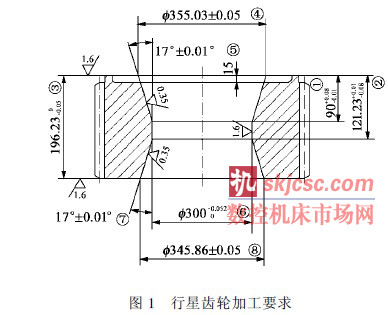
( 1) 工件需要控製的關鍵尺寸¹ 、º均為斜錐麵與(yǔ)圓柱麵的交界(jiè)線(xiàn), 在加工機床上使用常規量具無法隨機準確測量。
(2) 工件尺寸(四)½、¾ 、⑧中任何一個尺寸變化都將(jiāng)引起尺寸¹ 或º的變化。
( 3) 工件尺寸¼ 、㈦又會因尺寸¹ 、④、(四)、½ 、¾ 、⑧的變化而變化。
( 4) 批量加(jiā)工時, 尺寸(四)~ ㈦ 即使都在公差內, 也會(huì)因各尺寸(cùn)間的關聯變化導致尺寸¹ 、④超差。
( 5) 一(yī)旦零件從機床上拆卸後發現不合格(gé), 返工時需要兼顧的尺(chǐ)寸關係十分複雜, 困難非常大。
綜合上述問題, 我們(men)認為, 必須製訂合理的加工工藝方案, 並且設計專用量具, 使零件能夠在加工設備上(shàng)隨機準(zhǔn)確測量, 並根(gēn)據測量的數據調(diào)整機床工藝參(cān)數,最終達到設計要求。
2 解決難題的思路和方案
為了滿足加工的(de)要求, 並保證錐角角(jiǎo)度的準確性,我們選用以下(xià)方式進行磨削和測量。
( 1) 加工機床: 選用數控立式磨床來進行磨削(xuē), 保證錐角角度的穩定性(xìng), 盡可能減少尺寸變化。每(měi)次調整(zhěng)時, 首件可用三坐標測量儀測量, 並根據工藝要求(qiú)調整到位。
( 2) 磨削工藝路線: 先磨兩端平麵控製總長; 然後一次裝夾磨中孔和一端錐孔; 最後校正已經(jīng)磨削的中孔和平(píng)麵, 磨另一端錐孔。
( 3) 從(cóng)圖紙要求來看, 任何一個尺寸的變化都會引起其他尺寸的聯動變化, 容易引起(qǐ)尺寸超差, 因此, 在機(jī)床能夠滿足工藝要求的前提下, 加工過程中必須人為縮(suō)小關鍵尺寸的公差。
( 4) 因為用常規量具無法直接測量尺寸¹ 和º, 所以必須設計專(zhuān)用量(liàng)具。
3 專用量具的設計(jì)製造和使用(yòng)方法
專用量具的設計和製造要(yào)求如圖2 所示, 要求(qiú)量
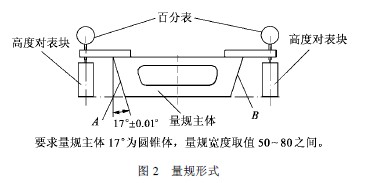
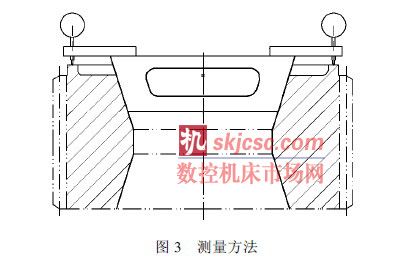
具(jù)A、B 麵(miàn)為同一圓錐體表麵, 並要求有很高的精度:表麵粗糙度Ra 為0. 1Lm, 直線度為0. 004mm。兩百分表測量頭中心對量規(guī)主體回轉中心的距(jù)離要求一(yī)致,同時必須嚴格(gé)控製量規主(zhǔ)體的(de)大端直徑尺寸、高度尺寸及高(gāo)度對(duì)表塊(kuài)的長度尺寸。測量時先將量規放置在平板上, 兩(liǎng)邊(biān)的百分表同時用高度對表塊對零, 按(àn)圖3方式進行上錐孔的(de)測(cè)量( 注意: 兩(liǎng)邊表的讀數如基本上一致, 則測量準(zhǔn)確, 如果數值相差較大, 則說明量具錐麵未完全與零件錐麵貼合, 需(xū)反複測幾(jǐ)次, 直至百分表讀數基本一(yī)致) , 讀(dú)出百分表的數據(jù), 再通過表的讀數值和½ 、¾ 尺寸的換算(suàn)得出要求的(de)¹ 、¼ 尺寸。對下錐孔的測量基本如上所述, 隻需更換(huàn)對表用的高度(dù)對表塊, 通過表的讀數值和㈣、¾ 、⑧尺寸的換算得出要求的④、㈦尺寸。
量規的加(jiā)工必須控製好質(zhì)量, 對錐角的角度、直線度, 量(liàng)規主體大(dà)端直(zhí)徑尺寸的檢測需使用高精度三坐(zuò)標測量儀, 同時要保證兩隻百分表安裝孔中心與(yǔ)量規主體中心的裝配精度。
4 實例計算
經過上(shàng)述分析, 我們在製造加工工(gōng)藝中, 將零件公差按圖4 縮小, 最終達到保(bǎo)證¹ 、º長度尺寸(cùn)和(hé)錐孔尺(chǐ)寸的目的。
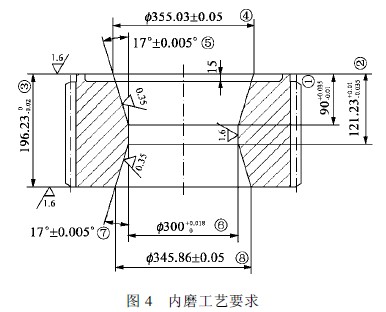
分析:
(1)尺寸¹ 、④在量(liàng)規、等高塊做好, 並規定了機(jī)床、磨好工件總長後, 通過換算直接讀出。
( 2) 尺寸¹ 、¾ 、½ 的控製最終控製了尺寸¼ , 即(jí)¼ = 2× ¹ @ tan ½ + ¾
( 3) 尺寸④、㈣、¾ 、⑧的控製(zhì)最終控製了尺寸㈦。㈦= 2 ×(㈣- ④) × tan ⑧+ ¾
( 4) 我們在控製了等高(gāo)塊(kuài)高度後, 經計算(suàn)由高度對表塊將百分表對(duì)零後, 在實際加工中, 控製百分表讀數值在0~ 0. 045mm 內即可將(jiāng)尺寸全控製在產品(pǐn)圖要(yào)求內, 這樣(yàng)在立式磨床(chuáng)上加工中可以隨機測量, 操作者可根據測量的(de)結果及時調(diào)整進刀量, 同時該量具也可做成品檢(jiǎn)驗使用。
使(shǐ)用以上的專用量具進行加工測量後, 我們又將零(líng)件在三坐標測量儀上進行複查測量, 得到的數值幾乎一致。
5 結束語
使用上文所述方法進行小批量生產(chǎn)後, 我們抽取了部分零件在三坐(zuò)標測量(liàng)儀上檢驗對比, 對比結果表明該方法完全(quán)能夠使零件達到設計要(yào)求(qiú), 尺寸精度穩定。且由於能直接(jiē)讀出數據, 因此操作者認為使用十分方(fāng)便。目前, 這一測量技術已經(jīng)運用到風機零件的大批量生產中, 促(cù)進了風電增速(sù)箱的(de)順利出產, 創造了很大經濟效益, 節約了三坐標測量儀的測量(liàng)成本(běn)。同時也為其他類似零件的加工和測量提供了確切(qiē)的參考。
如果您有(yǒu)機床(chuáng)行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡(huān)迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






州金馬")

