
病症描(miáo)述
某刹車盤要求在直徑為φ 172+0.15+0 m m、深度為47.25m m的內孔上滾花,普通的滾(gǔn)花刀具(jù)及滾花工藝無法保證加工精度並且效(xiào)率低下。每天隻能加工100件左右,廢品率(lǜ)高達(dá)40%,產(chǎn)量(liàng)和質量都不理想。
病曆(lì)
掛號科目(mù):刹車盤內孔滾花加工
就(jiù)診難點:原有(yǒu)工藝及設備造成滾壓不到頭(tóu)、力度不夠、深度不一等缺陷,並且工時長,效率低
推薦醫(yī)生:淄博魯洲(zhōu)汽車配件有限公司 時俊梅(méi) 劉希峰 杜海濤
治療難點
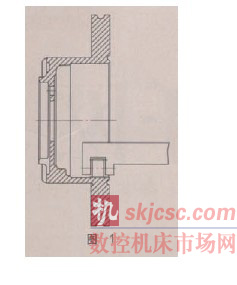
某刹車盤應國外客戶要求(qiú),必須在直徑為φ 172+0.15+0 m m、深度為47.25m m的內孔滾壓直紋: P =1m m,深度為0.03~0.10m m,內孔較(jiào)大較深(如圖(tú)1所示)。原有工藝是(shì)用小型滾花刀在(zài)臥式車床上滾壓內孔,由於條件限製,必須用手搖動刀具,從而造成滾壓不到頭、力度不夠、深度不一等缺陷(xiàn),並且工時延長,效率低下。
治療方案
針對原來加工不(bú)理想的狀況,我公司技(jì)術人(rén)員提出了大膽的構想,就是用油壓機直接在工件上壓出直紋(滾花),並設計了三種方案。
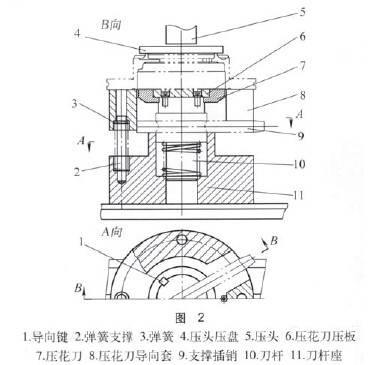
1.方案一:借助彈簧(huáng)彈性壓入
考慮到直徑大、螺距小、公差帶小,不適合同中心壓入(rù),故增加了(le)彈性裝置,使(shǐ)其(qí)軟接觸。壓頭5壓工件下移,同時壓花刀導向套8下移,刀杆(gǎn)10在支撐(chēng)插銷9的作用下不動,使壓(yā)花刀7緩慢壓入工件。壓花完畢後(hòu),壓頭(tóu)5直接壓刀具7,去(qù)掉支撐插銷9,刀杆10下移,工件在(zài)彈簧3的(de)作用下(xià)上移。取出工件後,刀具借助彈簧複位(見圖2)。
2.方案二:利用油壓機的往返壓力來實現
為方便操作,降低勞動(dòng)強(qiáng)度,提高勞動效率,增強工(gōng)裝的使用壽命。我們(men)把工件反向定位在定位座5上,油壓機下移,壓入工件,通過刀杆長度來限位,使工件達到圖(tú)樣要求尺寸。然後油壓機上移,工件在活動卡爪4的壓力下不動,壓花刀2退出工件,反轉活動卡爪4,取出工件(jiàn)(見圖3)。

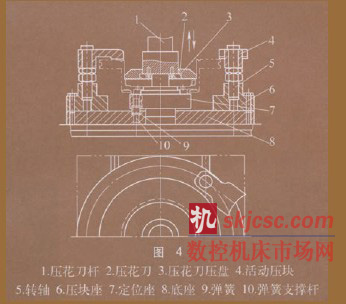
3.方案三(sān):在第二種方案(àn)基礎上加入彈性定位
把第二種方案的定位座變為彈性(xìng)定位,使刀具相對於工件是軟接(jiē)觸,從而定心更好一些,壓入更精確(由於工件定位公差較小,可忽略不(bú)計),這(zhè)樣就不會壓壞工件,造(zào)成廢品(見(jiàn)圖4)。
方案一經討論後,一致認為不夠簡約,過於理想化而宣告棄用。方案二由於工件本身的定位公差容易使刀杆與工件不同心而產生廢品。當時想加入脹心或減小(xiǎo)公差範圍來糾正,由於可操作性差而放棄。在充分總結分析先前失敗經驗的基礎上,我們提出(chū)的第(dì)三種方案則更具(jù)可行性。實踐證明,此工裝結構簡單,操作方便、快捷,定位精(jīng)度高。加工(gōng)效率由每班100件提高到(dào)300件,合格率由60%提高到97%以上,降低了生產成本,提高了(le)經濟(jì)效益。
治療結果
在油壓(yā)機上直接壓出直紋,不但解決了原來的加工缺陷,還降低了勞(láo)動強度,提高了勞動效率。
(1)原來用普通臥(wò)式車床滾(gǔn)花時,由於存在上述缺陷(xiàn),工人勞動付出大,收入少(計件製)。自從改為(wéi)油壓機壓花後,成品率上去了並且操(cāo)作簡便。
(2)由於(yú)普通(tōng)的滾花無一例外是用(yòng)小(xiǎo)滾(gǔn)花刀,在外圓上滾(gǔn)壓裝飾性花紋,內孔滾花則很少,像(xiàng)此零件的情況就更少了。此工(gōng)裝解決了盤類零件大(dà)直徑內孔(kǒng)滾花的難題。
(3)對公司來說,這次工裝的改進使得產品的(de)數量和質量都有很大提(tí)高,從而成本下(xià)降,提高了經濟效益和(hé)性價比。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








