
1 機(jī)床傳動鏈(liàn)誤差(chà)的概念
齒輪加工機床內聯係傳動鏈中的傳動齒輪,一般均要求達(dá)到6 級或(huò)更高精度(dù)等級,用展成法加工齒輪等工件時,必須保證工件與刀具間有嚴格的運(yùn)動關係(xì):滾刀轉一轉,強製工件轉過一個齒(chǐ)。這種運動關係是(shì)由刀具與工件間的傳動(dòng)鏈來保證的(de),這種方法(fǎ)的加工精度和生產率都較高。(如圖1 所示)
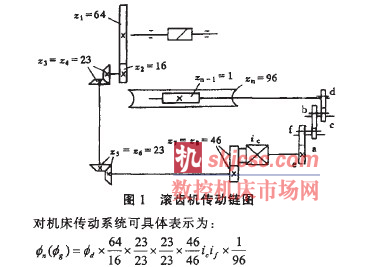
式中:φn(φd)-工件轉角;φd-滾刀轉角;ic-差動輪係的傳動比,在滾(gǔn)切直齒時ic=1,if-分度(dù)掛輪的傳動比傳動鏈中的各傳動元件,如(rú)齒輪、蝸輪,蝸杆等,因有製造誤差(主要是影響運動精度的誤差(chà))、裝配(pèi)誤差(主要是裝配偏心)和磨損而破壞(huài)正確的運動關係,是工件(jiàn)產生(shēng)誤差。
傳動鏈的傳動誤差(chà)是指內聯係傳動聯中首末兩端傳動元件(jiàn)之(zhī)間相(xiàng)對運動(dòng)的誤(wù)差。它是按展成(chéng)原理(lǐ)加工齒輪時影響加工精度的主要因素。
2 傳動(dòng)鏈(liàn)誤差的傳遞函數
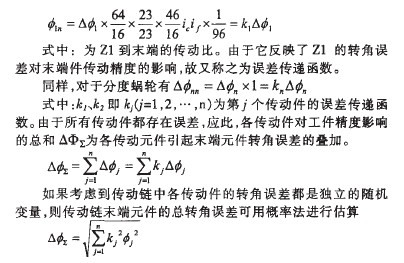
傳動鏈誤(wù)差一般可用傳動鏈末端元件(jiàn)的轉角誤差(chà)來衡量。由於(yú)各傳動件在傳動(dòng)鏈中所處的位(wèi)置是不同的。例如,傳動鏈是升速傳動(dòng),則傳動元件的轉角誤差將被擴大;反之則轉角誤差將被(bèi)縮小(xiǎo)。假設滾(gǔn)刀軸均勻(yún)旋轉,若具體Z1有轉角誤差△φ,而其它(tā)各傳(chuán)動(dòng)件無誤差,則傳到末(mò)端件(jiàn)(亦(yì)即第. 個傳動元件)上所產生(shēng)的轉(zhuǎn)角(jiǎo)誤差△φ為:
3 減少傳動鏈誤差的措施
(1)盡可(kě)能縮短傳動鏈(減少傳動(dòng)元件的數量)。
(2)減少(shǎo)各傳動元件裝配時的幾何偏心,提高裝配精度(dù).
(3)提高傳(chuán)動鏈末端件的(de)製造精度。在一般降速傳動鏈中,末端元件的誤差影響最大(dà),故末端元件(如滾齒機的分度蝸輪)的精(jīng)度就應最(zuì)高。
(4)在傳動鏈中按降速比遞增(zēng)的原則分配各傳動副的傳動比。傳動鏈末端件傳動副的降速比取得越大,則傳動鏈中其餘各傳動元件誤差的影響就越(yuè)小(xiǎo)。
(5)采用(yòng)校正裝置。校正裝置(zhì)的實質是在原傳動鏈中人為地加(jiā)入一誤差,其大小(xiǎo)與(yǔ)傳動鏈本(běn)身的誤(wù)差(chà)相等(děng)而方向相反,從(cóng)而使之相互抵消。
4結論
本文在分析床傳動鏈影(yǐng)響齒輪加工精度的基礎上,找出(chū)進一(yī)步提高(gāo)齒輪加工精度的措施,對解決齒輪實際加工精度的問題有(yǒu)重要意義。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








