
基於動態特性分析的機床主軸裝配故障診斷硏(yán)究(上)
2017-7-13 來源:北京(jīng)交通(tōng)大學 作者:李凱旋
摘要:機床的發展和技術水平(píng)直接反映(yìng)了一個(gè)國家機械行業的發展趨勢,映射著一(yī)個國家工業化水平的高低。主軸箱作為機床的一個重要組成部(bù)分,在保(bǎo)證機床處於大負荷切削狀態下持續穩定運(yùn)行等方麵起著重(chóng)要作用。主軸(zhóu)箱在滿足使用要求之前,為了避免裝(zhuāng)配過程後的故障問題,需要(yào)進行(háng)反複的安裝調試(shì)。國(guó)內(nèi)從業人員將主要精力放在機床(chuáng)結構優化、切削性能改進等方麵上,對裝配工藝的研究不夠重視,對相(xiàng)關領域的研究也不(bú)夠深入;有(yǒu)的工人在(zài)機床裝配過程中也未(wèi)嚴格執(zhí)斤(jīn)裝配(pèi)工藝(yì)規程。因此,針(zhēn)對機床主軸箱區域的裝配故障檢測研究是很有意義的。本文W南通科技集團的主流產品VCL850立式(shì)加工中(zhōng)也為(wéi)研巧對象,在充分調研南通(tōng)機(jī)床現有裝配工藝的基礎上,結合南通機床在裝(zhuāng)配方麵的經驗積累,在(zài)工況下,針對機床主軸箱的裝(zhuāng)酷(kù)故(gù)障(zhàng)進行了檢測及分析,具體內容如(rú)下;
首先,對機床主軸箱區(qū)域的主要常見裝配故障類型進行了(le)深入調研(yán)與研究(jiū),並利用LabVIEW設(shè)計了針對主軸箱區域的測試係統,包(bāo)括:主軸(zhóu)的軸也軌跡測試,主軸箱區域的振動信號測試。巧麵便於操作(zuò),具有濾波降噪、時(shí)頻域分(fèn)析、軸私軌跡測試、相位檢測、故障類(lèi)型(xíng)識別等功能。
然後,為確定機床主軸(zhóu)箱不同故障所表現的時(shí)頻域信號特征,在轉子(zǐ)實驗台上針對動不平衡、角度不對中、鬆動等裝配故障進行了模擬試(shì)驗,其次對VCL850立式加工中也的主軸箱(xiāng)進(jìn)行了(le)在(zài)線測試,基於模態動能法與有效獨立法的原理針對王況下的傳感器(qì)進行優(yōu)化布置。對工況下的機床原始信號進行(háng)降噪濾波處理,並基於兩種巧VD法、不變矩(jǔ)法)不同的識別方法,實現了(le)主軸箱(xiāng)區域裝配故(gù)障類型的判定。
最後,基於傳遞(dì)路徑分析(xī)的原理,對主軸箱區域故障源位置進行判定。首先利用ANSYSWorkbench對主軸箱區域進行(háng)了故障源位置識別的仿真分化從頻響函數的(de)角度(dù)建立了主軸箱區域的傳遞函數矩陣,對傳盛器進行布置,獲取測試(shì)點的響應信息(xī),解析確定故障源的位置。論證了其方法的可行性。然後開展實驗,利用LMS數據采集係統通過(guò)兩種不同的巧勵方式對某機械結構的(de)故障源位S進巧識別,有效碗定了故障源的具體位置。
關鍵詞:故陣診斷;軸也軌跡識別(bié);故隨(suí)源識別;傳遞(dì)函數
1.緒論(lùn)
1.1論文背景與硏究意(yì)義
本論文來源於清華大學精密儀器與(yǔ)機械學係與南通(tōng)科技數控機床技術聯合研(yán)發中屯、開展的合作項(xiàng)目。
立式加工中必的(de)特點在於其主軸軸(zhóu)線(xiàn)與工作台(tái)垂(chuí)直設置。立式加(jiā)工中也因其(qí)發展較早,技術(shù)比較成熟,同時具有高速、高精(jīng)度等特點,因而在中(zhōng)小零(líng)件及中小模具加工(gōng)中(zhōng)具有不可替代的(de)優勢化中國(guó)的數控機床經曆了凡十年的發展,己經取得(dé)了(le)長足的進步。中低端(duān)數控機床己經基本滿足了國內需求,但(dàn)是在離端領域,我國與歐日(rì)美等國家相比,差距顯著(zhe),裝配對產品可靠性的影響非常濕著,國肉機床領域的從業人員和研巧人員(yuán)將主要(yào)精力放在(zài)機床(chuáng)結構優化、切(qiē)削性(xìng)能(néng)改進等方麵上,對(duì)機床裝配工芝的研巧不夠重(chóng)視,對相關領域的研巧也(yě)不夠深入。由於機床在(zài)裝配和調試技術方麵的(de)短板,國(guó)產機床在定位精度、機床的動態特性上(shàng)與國外還有很大差距,產品的壽命周期也遠(yuǎn)低於國外口],這些都是國產高檔機床市場占有率不商的重要原因。當前數控(kòng)機床的生產模式屬於多品種小批裏,數控機床(chuáng)製造企業的裝配(pèi)車(chē)間大(dà)多采用半自動裝配或純手工裝配的方式(shì),基於這種裝配方式(shì)的特點,下幾個方麵導致了機床在裝配環節可能會存在故(gù)暗隱患。
(1)人為因素,裝配操作工人的素質參差(chà)不齊,會對機床裝配故障的造成很大影響,進而(ér)對機床的(de)綜合性能也會產生影響。
(2)裝配零部件本身的特性。裝配零部件的(de)幾何誤差、表麵粗簷度W及(jí)材料剛度屬性(xìng)等方麵對機床的裝配精度亦有影響。
(3)機床裝配過程和裝配完成(chéng)後的檢測手段(duàn)。由於(yú)機床在裝巧過程和裝配完成(chéng)後的測裏方式往往采用半自動或手動的測量方式,測量方式並沒有執(zhí)行統一嚴格的標準,且(qiě)限於測(cè)量工具自身的檢測水平(píng),同樣會對機床在後續工作巧態下的故睹發生產(chǎn)生影響。
(4)其他(tā)因素。此外(wài),機(jī)床製造廠家(jiā)在裝配機床過程中,有些外購部(bù)件在不能及時到(dào)貨的情況下,為了不影響裝配進度,?不(bú)得(dé)不更改裝配順序,操(cāo)作工人在裝配現場為了(le)自身的方(fāng)便,也會出現不嚴格(gé)執行裝配工(gōng)藝規程的現象;機床在安裝地點的精度指標與出廠預(yù)驗收的精度保持一致也是(shì)難W做到的。
國內機床製造廠家為了提商機床性能,通常關鍵部件采(cǎi)用國外產品,南通化(huà)床生產的VCL850立式加工中也,主軸、滾珠絲杠副、線性導軌均為外購。盡管這些零部(bù)件自(zì)身的製造精度滿足要求,似裝配完成後,機床性能尤其在工況下(xià)的定位精度、動態特(tè)性上遠不(bú)及園外的同類產(chǎn)品.美國哈斯公司生產的VF-3型立式(shì)加工中屯、巧VCL850立式加工中(zhōng)屯、作對比,兩者在機床結構(gòu)布置方式上大致相近。化起在技術參數指標上者差距明思,VCL850立(lì)式加(jiā)工中屯、的定(dìng)位精度0.01mm,重複定位(wèi)精度0.005mm,而VF-3係列(liè)立式加X中屯、的定位精度0.005mm,重複定位(wèi)精度0.0025mm。因此(cǐ)在加工精度上,VCL850立式(shì)加1中屯、還有很(hěn)大的提(tí)升空間。另外在高速狀態下,VCL850立式加工中屯、的穩定性要弱於VF-3型立式加工中也(yě)。南通(tōng)科技的機床裝配工藝規程長期1^:>1來主要依靠工人的現場工作(zuò)經驗巧累,研發設計人員並沒(méi)有采用實驗(yàn)的手段,需要通過量化數(shù)據去支持論證機床(chuáng)裝配(pèi)X藝流程的合理性。機床部件裝(zhuāng)配的(de)累積誤差會影響到機床的加工精度口由此可化,基於裝配工藝角度來對機床進行(háng)研(yán)巧分析,對於提高機床的(de)動態特(tè)性意義很火。圖1-1為某數按機床的故(gù)障原因統計(jì)圍。
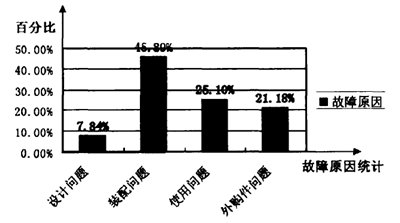
圖1-1某數挖機床的故障原因統計圖
綜上所述,從裝配角(jiǎo)度對(duì)機床主軸箱進行檢測,將化床裝(zhuāng)配故障問題(tí)類(lèi)型化,故睹(dǔ)源位置具體化,可為裝配工人在機床在裝配過程中遇到的故障問題提供(gòng)指導性意見,方便工人迅速查找故障源;從長遠上說,還可lU為後續建立的化床智能故障監測係統提供相關的技術儲備。
1.2國內外硏究綜(zōng)述
1.2.1化床主軸箱故隨(suí)診斷技術
主軸箱(xiāng)的裝配是機床的重要一環(huán),主軸箱各部件的製造精度W及它們之(zhī)間的裝(zhuāng)配故障將直接(jiē)影響機床的加工性能。一(yī)旦機床主軸箱區域的(de)相關部件裝配不達標,卻未予及時發現,將可能導致某些昂貴部件造成不可(kě)修複的損(sǔn)失。從先期的機床(chuáng)組裝階段,針對機床主軸箱各部件的裝配進行相關檢(jiǎn)測及分析(xī),能夠在機床出現放障(zhàng)之前(qián)及早的(de)發(fā)現問題來源,可避免不必要的經濟損失。針對(duì)主軸箱的故障診(zhěn)斷,一般經(jīng)曆H個階段:設備原始數據的巧集及獲取、對原始數據進行預處理提取有用成分、對處理數據進行特征識別(bié)與類型匹配。為了便於觀察主軸(zhóu)箱的故障類型(xíng),一般將(jiāng)傳感器放置在主軸附近,觀察主軸的運轉情(qíng)況。
現有文獻針對機械(xiè)設備在工作過程中出現失效時的故障機理、特征等方麵開展了大量的研巧,專口針對機床主軸箱的裝配故障開(kāi)展研巧(qiǎo)的相(xiàng)關文獻並不多,但是針對不(bú)同檢測對象的研巧策略是(shì)相似的,進(jìn)行故障診斷的方(fāng)法手(shǒu)段是相通的。故障(zhàng)診斷技術的研巧內容主耍包括:故障信號的檢測與采集、設(shè)備(bèi)巧態監測方法研究、故障機理的研究、機械故障信息處理(lǐ)技術、故障特征提取與分析化研巧領域的詳細劃(huá)分如圖1-2所示。
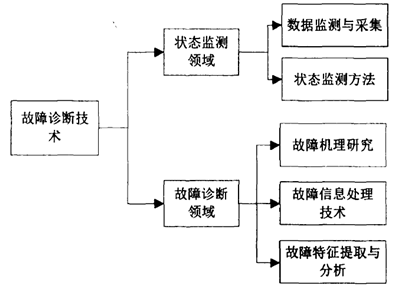
困1-2旋轉機械狀態(tài)監測及故時診斷技術(shù)
針對機床主軸箱故障(zhàng)診斷的研巧,楊樹蓮W利用可變回(huí)轉(zhuǎn)角度階比分析的方法對機床(chuáng)主軸故障特征進行提取,收到了良知的效果。馮冬芳(fāng)P1通過頻譜分析的方法利用主軸軸承(chéng)的振動信號,對主(zhǔ)軸進行故掩診斷,並確定了軸承(chéng)端蓋的預緊力區間。周蘇波W對機床主軸的軸也(yě)軌進進行在(zài)線測試,發(fā)現(xiàn)機床主軸箱存在動不(bú)平衡的裝(zhuāng)配故障。商榮M利用小波奇異性對主軸箱的振動信號進行處理,消去了外界喚聲對切削狀態下監測係統的幹擾,同時還可W對機械故障信號進行預測,達到了提高(gāo)電(diàn)主軸使用(yòng)壽命的目的。
1.2.2故障信息處理技術
故障信息處(chù)理技術通常由故障信(xìn)號的檢測、分析處(chù)理兩(liǎng)部分構成,檢測的常見信號類型包括:流量、噪聲(shēng)、電流、溫度、振動、壓(yā)力、電(diàn)壓等,分析處理就是對這些信(xìn)號進行(háng)放大、濾波、去噪、調理、解調變(biàn)換等,進而提取出對故障特征識別(bié)有(yǒu)用的信息。故障信號去噪是對故障特征提取與分析之前(qián)的一個必要環節,傳統的去噪方法主要包括線性(xìng)濾波(bō)和非線性濾波,其中的典型代(dài)表是中值濾波和Wiener濾波。傳統去噪方法(fǎ)的不足在於信號(hào)變換後的炯増高,無法刻畫信號的非平穩特性並見無法得到信(xìn)號的相關性(IW1。在信(xìn)號去噪方法研究的早(zǎo)期過程中,由於受到理論方法的限製,從(cóng)振動信號中去(qù)除外部噪(zào)聲幹擾主要采用傳統去噪(zào)方法,取得了-?些研(yán)究成果。1981年王祖榮提出了一種將(jiāng)係統進一步簡化為滿足文泰濾波條件定常係(xì)統的簡化非線(xiàn)性濾波方法。1987年陳關榮ns]研究了非線性動(dòng)態及觀測係統濾波問題的一種樣條函數遞推算法。隨著科技的發展,許多先進的去噪技術例如小(xiǎo)波變換、HHT變換、EMD分解等(děng)先後出現。在機械故障診斷領域獲得了實際應用,取(qǔ)得了很好的科研成果。1998年傅瑜對小波理論在若幹旋轉機(jī)械設備故障診斷(duàn)中的實際應用問題開展了研巧。2004年胡峰等學(xué)者利用小波降(jiàng)噪的(de)方法提取故障信號,並用AR模型進行譜估計,確定齒輪(lún)的故障類型及嚴(yán)重程度(dù)。2008年劉樹春等W研究了基於二代小波的振動信號去噪相關技術。2013年孟宗等W提出了一種解決(jué)HHT分析中模態裂解現象的方(fāng)法,即基於快速獨立分量分析消噪的HHT分析方法,仿真與實例結果表(biǎo)明,該方法能有效抑(yì)製(zhì)HHT過程中的模態裂解(jiě)現象,有效提取信號的特征頻率,進而(ér)實現旋轉機械故障診斷(duàn)。
1.2.3故摩特征提取與分析技術
故障特征提取局分析(xī)技術(shù)是當前故睹診斷的瓶頸,直接(jiē)影響到故障(zhàng)早期預報(bào)的可靠性與機械故(gù)障診斷(duàn)的(de)準確性。故障診斷信息處理技術研巧的主要內容包括時間序(xù)列分析、統計分析、傳遞函數分析、相關分析、頻(pín)譜分析、相(xiàng)幹分析、細化譜分析、包絡分析、模態分析和倒譜分析等,其理論基礎是數理統計和隨機過租(zū)氣傳統(tǒng)的故睹特征提取與分析技術主要基於傅立葉分析,傅裏葉變換與反變換建(jiàn)立(lì)了信(xìn)號在時間域與(yǔ)頻率域之間相互轉化的橋梁,提供了信號的時域分析和頻域分(fèn)析兩種(zhǒng)方法。因此,傳統的故障特征提取方法主要分為時域分析方法和頻域分析方法兩大(dà)類(lèi)PWI1,1983年埃什爾曼等腳利用波動分析儀對電動機同步和非同步過程進行了時域方麵的分析。陳瑞琪(qí)等口1人於1985年利用聲強分析儀及頻(pín)率分析儀(yí)係統對紡機錠子和氣(qì)流紡紗高速軸承組(zǔ)件的振(zhèn)動、噪聲進行(háng)頻譜分析,了解兩者的主頻率及相互關係。1992年艾延廷等(děng)tw對齒輪故障檢測中時域分(fèn)析技術的實現過(guò)程(chéng)、齒輪故障的特征波形及特征參數進行了討論,並引證了應(yīng)用時域分析技術檢測齒輪(lún)故(gù)障(zhàng)的實例。
在W振動信號為化態變量(liàng)進行故障診斷(duàn)時,由於設備運轉(zhuǎn)的不平穩、外在負荷的交替變化、不確定性的衝擊等因素導(dǎo)致振動信號並(bìng)非始終是平穩的(de),從而(ér)使基於平穩過程和線(xiàn)性(xìng)係統的傳(chuán)統信(xìn)號處理理論的應用受(shòu)到(dào)限製P51。傳統的傅立葉變換從頻(pín)域角度分析振動信(xìn)號的特征信息,僅適用於對平穩信號的分析(xī),在處理非平穩信號時會出現很大(dà)誤差,甚至與實際情(qíng)況大相徑庭。隨著現代(dài)信號處理技術的發展(zhǎn)和逐漸成熟,人們開始研究新(xīn)的信號處理方法提取故障特征信息IW。其,中具有代表性的方法如小波分析(簡稱WA)、獨立分量分析(簡稱(chēng)ICA)、主分量分析(簡稱PCA)、經驗模態分解(簡稱EMD)、隱Markov模型(簡(jiǎn)稱HHM)等。林京等學者in]建立了基(jī)於連(lián)續小波變換的奇異性檢測方法,並將這種方法應用(yòng)在壓縮巧氣閥的故障診斷中,充(chōng)分顯示了該方法(fǎ)的(de)有效性。張生對某巧輪箱進行故障(zhàng)診斷,模態分析中的固有頻率和振型作為識別故暗的重要參數特征,胡勁鬆口(kǒu)9]利用經驗模態分解的方法應用到旋轉機械信號處理與故隋診斷,為非線性和非穩(wěn)態的故障分析與(yǔ)診斷給出了一條新的途徑。下啟全等學者口W提出了基於因子隱Markov模型的旋轉(zhuǎn)機械故障診斷方法,而且利用這種方法對(duì)旋轉機械的故障實現(xiàn)了進行了有效的分類(lèi)。
1.2.4故膊源位置識別技術
機床存在機械故障時,必定會(huì)衍生出額外的激勵、噪聲(shēng)。工(gōng)程技術人員通過信號檢測技術對故障源進行位置判定,進而針對性的機械結構進行調整,解(jiě)決機(jī)械故障問題。從這個(gè)角度上說,故陣源識別(bié)技術的應用前景廣泛。故障源識別技術最初主(zhǔ)要應用在(zài)汽車領域,隨著科學技術的不斷發展,逐漸應用到船舶、機床、飛機、鐵道(dào)等領域。從60年代開始,隨著計(jì)算機的迅速(sù)發展,有限元網格(gé)劃分的精細程度和計算精度逐步(bù)提高,出(chū)現了與M動嗓聲緊密(mì)相關的計算分(fèn)析理(lǐ)論巧軟件。目前較為主流的有限元分析巧件代表有;ANSYS、ABAQUS、MSC-振(zhèn)動測試類的產品有(yǒu)饑公司的數據采集卡係列(liè),其中比(bǐ)利時的LMS公司的測(cè)試係統(tǒng)是NVH領域的行業領導(dǎo)者,應懷樵教(jiāo)授創建的北京東方振動和噪聲技術研巧(qiǎo)所在國內也有一定的聲譽(yù)。
國內外對故陣源識別的(de)方法有分步運巧消(xiāo)去法,頻譜分析法,即相幹函數法,層次分析法,傳遞路(lù)徑分析法(TPA),統計(jì)能*法等PO'W,主成分分析法.獨(dú)立(lì)分(fèn)量分祈法等等。在此僅(jǐn)介紹前H種方法。
1.分(fèn)步運轉法
分步運轉消去法即對(duì)一個複雜的機械係統進行故障(zhàng)源識別時,首先在同一部位,不同時間下(xià),對係統的總體振動噪聲響應進行測試,然後逐步關閉係統的各個故障源,與此同時測試關閉故障源後的振動噪聲響應,根據疊加原理,確定各個故障源對係統總體(tǐ)的貢(gòng)獻大小。這種方法簡(jiǎn)單(dān),便於直觀(guān)發現問題。但實際工作(zuò)中複雜的機械係統,各個故障源往往鍋合在一起,難W單獨開啟關閉某(mǒu)一故障源,因(yīn)此針對複雜的機械係(xì)統,分布運轉(zhuǎn)消除法無法解決(jué)實際問題。
2.頻譜分析法
額譜分析法(fǎ)即在頻域對故障源進行識別,一般不同的振動噪聲故障源具有不同的頻率特(tè)性。可通過頻譜分析,依據(jù)幅值大小(xiǎo)主(zhǔ)觀(guān)判定(dìng)故障源的貢獻(xiàn)大小。但由於機械結構自身的動態特性,幅(fú)值最大的區(qū)域並非總是故障源(yuán)區域,這種依據是不成立的。
3.相(xiàng)幹分析法
相幹分析法作為--種比(bǐ)較成熟的技術廣泛應(yīng)用到了振動噪聲領域,P.R民〇化1971年在有背景噪聲的(de)情況下,利用常相(xiàng)幹分析方法正確識別了噪聲(shēng)源。M.Caliskan利用相幹分析用於(yú)紡織機的瞬時噪聲源識別,與傳統方(fāng)法得到的結果相同,證明了相(xiàng)幹分析可同樣適用於故障源識別1"1。國內對相幹分析的研巧始於(yú)上個世紀80年代,吳浩珪等人於1995年利用相幹(gàn)分析法確定了某柴油客車的(de)主要噪聲源,並進行了後續的降噪(zào)處理W。張衰維等人W利用自功率譜分析與相幹分析技術,對某台內燃叉車的液(yè)力變速箱進行測試分析,找到了該變速箱產生噪(zào)聲的主要(yào)來源。
4.傳(chuán)遞路徑分析法
傳遞路徑分析(TPA)是指通過試驗來跟蹤由源經過一係列己知結構或空氣傳播路徑(jìng)傳遞到(dào)指定接收點能量流的分析方法。其目的在於評價由振動源到響應點每個路(lù)徑能量的矢裏貢獻,從而確定(dìng)為了解決特定的問題(tí),路徑上哪些部件需要修改,或(huò)者(zhě)通過結構優(yōu)化(huà)設計使部件得到理想的(de)特性。於上個世紀90年(nián)代開(kāi)始發展起來,如(rú)今在機械故陣診斷(duàn)、部件性能改進、振動噪聲源(yuán)識別等方麵得到了很好(hǎo)的應用,己經被國外汽車NVH領域廣(guǎng)泛認同並且己經商用化,國內也開(kāi)始興起(qǐ)。比利時的LMS公司的LMSTestlabTransferPathAnalysis軟件在汽車領域得到了(le)廣泛好評與(yǔ)普遍應用,LMS公司在空氣聲定量識別、多參考點傳遞(dì)路徑(jìng)分析、王況傳(chuán)遞(dì)經分析等方麵積(jī)累了大量(liàng)成(chéng)功案(àn)例。K.Genuit等人W利用雙通道傳遞路徑分析模型對車內進行聲學診斷;福特公司的PerryGu等人對巧態振動狀態下的車內振動巧(qiǎo)聲進行(háng)了定*分析,Gryanarora等人利(lì)用傳遞路徑分析法對路麵噪聲對車(chē)內貢獻的(de)影響進行了分析等等。目前國內開展傳遞(dì)路徑分析研巧(qiǎo)的單位主(zhǔ)要L:;高校(xiào)和科研(yán)院所(suǒ)為主,吉(jí)林大學、同(tóng)濟(jì)大(dà)學、上海交通大學W及長安汽研院在(zài)這方麵做出了不錯的成績,並且應用到了很(hěn)多領域。吉林大學的起形航t"]利用傳遞路徑分析法較完整地分(fèn)析了車內振動(dòng)噪聲的傳遞路(lù)徑,建立了車內振動噪聲傳(chuán)遞模型,並對(duì)主要的傳遞路徑進行分析,取得了很好的預期(qī)效果(guǒ)。同濟大學的郭榮等[4*1對燃料電池轎車車內噪聲(shēng)的傳遞路徑進行了分析研究,在怠速工況下對車內噪聲進行傳遞路(lù)徑測試試驗,識別(bié)得出了主要傳遞路(lù)徑。長安汽(qì)車(chē)工程研巧院李傳兵等人用傳遞路徑分析的相關軟件,針對(duì)某新車型的車內噪聲問題進行了傳遞路徑分析,找(zhǎo)到了對車內噪聲影(yǐng)響最大的傳遞路徑,針對性地對部分(fèn)部件進(jìn)行結構優化,有效地消除了運行(háng)狀態(tài)下的車內噪聲問題。總體(tǐ)上說國內的高校和研.究機構對傳遞路徑分析方法的研究應(yīng)用還處(chù)於摸索前進階段。
1.3論文主要硏究內容
機床部件裝配的累積誤差4影響到(dào)機床的加工精度本論文針(zhēn)對某立式加工中屯、的(de)主軸箱在裝配(pèi)出廠階段進行質量檢測及分析,將機械故障診斷的理論和方法應用於工廠實際生產中(zhōng),這種探索與嚐試,對現場(chǎng)工(gōng)人(rén)進行機床質量檢驗和機床裝配(pèi)工藝規程的不斷(duàn)改進具有(yǒu)指導意義。另外,本論文所開展的工(gōng)作也為後續針對(duì)機床的自動監測與診斷係統的開發積累了資料素材。本論文的主要研巧內容(róng)如下;
(1)在研巧VCL850立式加(jiā)工(gōng)中也主軸箱(xiāng)的部件組成、裝配特點的基礎上,結合VCL850立式加工中也的裝配王藝規程等(děng)相關資料,分析(xī)主軸箱在安裝過(guò)程中可能存在裝配故障的區域,並對其故障機理進行了探討分析。
(2)結合測試方案和要求,選用合適的傳感器、數據采集卡,利用LabV圧W軟件進行編程,構建針對主軸箱區域的測試係統。實現基於相關分析的濾波(bō)降(jiàng)噪功能、相位(wèi)測量功能,頻域分析功能,基於(yú)SVD法、不變矩法的軸也軌跡識別功能(néng)。
(3)利用轉子實驗台,對動不平衡、角亭不對(duì)中、鬆動(dòng)等H種不同類型的裝配故障進行模巧實驗,並結合(hé)相關文獻,初步確定(dìng)H種(zhǒng)不同(tóng)類型裝配故巧的信號特征表現形式。
(4)結合模態動(dòng)能法與有效獨立法,針對主軸箱在工作激勵下如何實現傳感器的(de)優化布置開展研巧(qiǎo),為機械故席診斷前期如何優化(huà)布置傳感(gǎn)器提供(gòng)了一種新的思路。
(5)對空轉狀態下的主軸箱區域(yù)振動信號進行采集,對振動信號進行降巧處理分析裝配主軸箱故障原因;對主軸運(yùn)行狀態下的軸屯、軌跡進行檢測,並基於SVD法、不(bú)變矩法對主軸的軸屯、軌跡進行識別方法分析,軸也軌跡(jì)作為判定不同主要的裝配故障類型的信號指標,實現對不同主(zhǔ)要的裝配故障類型的分類識別。
(6)基於傳迸路徑分析的原理,對不同裝配(pèi)故障產生的異常故障源位置進行判定:首先介紹故障源識別采用的主要方法,然後(hòu)利用ANSYSWorkbench仿真軟件(jiàn)實現對主軸(zhóu)箱故障源位置的識(shí)別(bié),最終(zhōng)開展實(shí)驗論證這種故障源位置識別方法的可行性。
2.VCL850主軸箱主要的裝配故障機理分析(xī)
本次實驗的實驗對象VCL850立式加工中如(如圖2-1所(suǒ)示)是南通機床自主開發的一款高檔通用的自(zì)動化機床,配裝了刀庫容量為24把刀(dāo)的機械手刀庫,可(kě)完成較、統、鑽(zuàn)、錯、攻絲等(děng)多種工序的切削加工。

圖2-1VCL850立式加工中私
本論文的研巧重點為VCL850立式加工中屯、的主軸箱區域。VCL850立式加工中(zhōng)也主軸(zhóu)箱區域的裝配圖如圖2-2所示(shì)。主要包括主軸(zhóu)箱、主軸電(diàn)機,同步齒形帶,主軸、等相關配合(hé)部件。
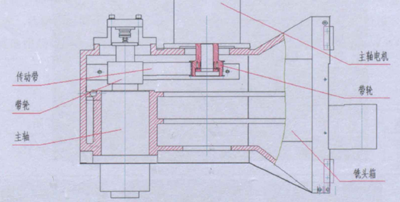
圖2-2主軸巧裝巧巧
在機(jī)床出廣階段,由於裝配不當會導致機(jī)床在後續工作中出現不同類型的機械故陣在工作狀態下,化(huà)床所表現(xiàn)出不同形式的信號特征可指導檢測(cè)人員判定故障原因。不同振動類型(xíng)及表現形式如圖2-3所示,簡單描述了不同振動類型所表現的信(xìn)號特征:
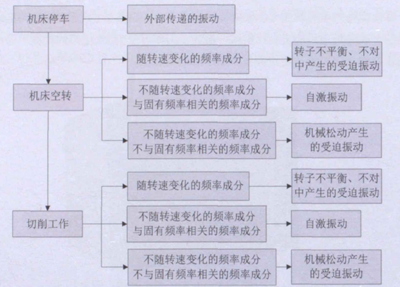
圖2-3不同振動類型及表現形式
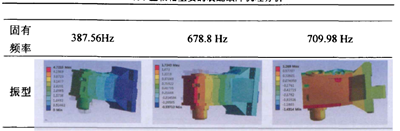
自激(jī)振動是由機(jī)床自身結構決定的,在機床出廠(chǎng)階段,受(shòu)迫振動則《是由裝配不當(dāng)造成的。因此(cǐ)需要對VCL850進(jìn)行模態(tài)分析,排(pái)除自激振動的幹(gàn)擾。VCL850的轉速區間在48?12000巧m,對應頻率為(wéi)1?200Hz,首先對VCL850的主軸箱進行模(mó)態分析仿真(zhēn),排除(chú)機床工作頻率是(shì)否在(zài)自激振動的區間(jiān)。取六階模態,通過ANSYSWorkben化得到仿真結果(guǒ),其前六階固有頻率和對應的模態振(zhèn)型如表2-1所示,
表2-1模態仿真分析結果
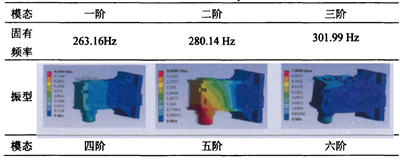
表2.1 VCL850主軸箱主要的裝配故障機理分析
可W看到主(zhǔ)軸箱區(qū)間的一階固有頻率在263.16Hz,證明VCL850在工作轉速(sù)範圍內產生(shēng)的故障不(bú)是(shì)由自激振動造成的。
下(xià)麵主要介紹VCL850立式加工中屯、主軸箱區(qū)域在工作(zuò)轉速下的常見的幾種(zhǒng)裝配故障類型:
2.1動不平衡故障
動不平衡是大型旋轉機械(xiè)最為常見的故障類型(xíng)之一。對機床主軸箱進行(háng)裝配(pèi)時,主軸係統的組件之間的安裝不當,導致產生配合間隙。安裝刀具時,刀具係統(刀具一刀柄(bǐng))與主軸錐孔的配合不良,都(dōu)會在運轉過程中產生動不平衡。主軸安裝之前,對主軸自身進行動平衡試驗是十分(fèn)重要的一環,主軸箱整體裝配(pèi)完成之後(hòu),能夠實現對動不平衡的在線測試,可1^更為徹底的檢測動不平衡問題。主軸與刀具係統的安裝(zhuāng)如圖2-3所(suǒ)示。
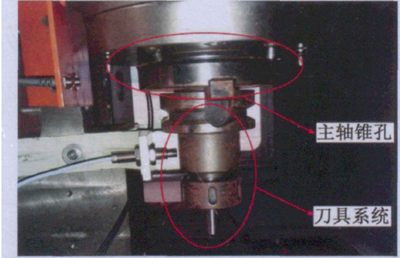
圖2-4主軸與刀具的配合
如圖2-5為轉子(zǐ)動不平(píng)衡示意圖,動不平衡主(zhǔ)要表現在一(yī)個旋轉體的質量中屯、0與轉動中(zhōng)也0'不重合,導致轉子在(zài)運轉過程中(角速度(dù)為W)形成了周期性的巧屯、力F或者離屯、力矩的幹擾,作用在機組及其相關部件,加劇旋轉機械的振動,同時產生噪(zào)聲,在一定程度上加速了軸承等部件的磨損(sǔn),縮短了機組的使用壽命。離也力(lì)F的大(dà)小與偏屯(tún)、距(jù)eW及旋轉角速度似有關,即:
就機床(chuáng)主軸箱區域(yù)來說,相關安裝部件自身的製造公差、部件安裝不當、長時間運行後導致主軸係統(tǒng)產生很(hěn)大溫升、長期使用導致部件磨損、等都是造成主(zhǔ)軸動不平衡的主要原因口21。
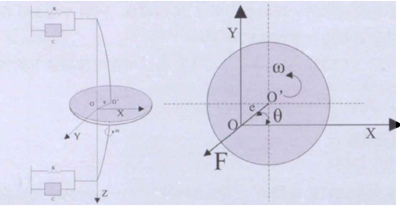
圖2-5轉子動不平衡示意圖
如圖所(suǒ)示,O為(wéi)轉子的轉動中屯、,公為轉子的質量中必,e為偏屯、距(jù),w為}|轉子角速度,0為偏屯、夾角。若考慮阻尼(ní)的影響(xiǎng),則轉子運動(dòng)微分方程為(wéi):
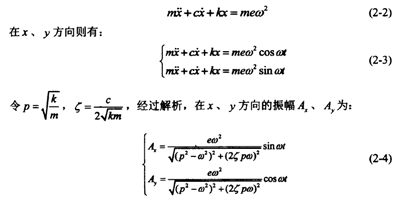
動不平衡下的轉子在運轉過程中在X、y方向的振幅(fú)並不一定相等。
2.2不對中(zhōng)故障
針對主軸箱而言,電(diàn)機通過同步內齒帶與主(zhǔ)軸連(lián)接,張緊力施加的不(bú)合理(lǐ),極有可能造成主軸、電機偏角不對中的情況發生(shēng)。
轉子不對(duì)中的實際含義是指軸係(xì)連接同,。度和(hé)平(píng)直(zhí)度的(de)偏差故障1?1。造成轉子不對中問(wèn)題的原(yuán)因(yīn)主要有轉子相關部件的製造誤差、安(ān)裝誤差(chà)或者長時間使用造成的熱變形等因素。轉子不對中可分為偏角不對中、平行不對中和偏角平行不對中H種,可看到(dào)電機通過同步內齒帶輪連接(jiē)主軸。主軸與電機的(de)配合簡圖如圖2-6所示。
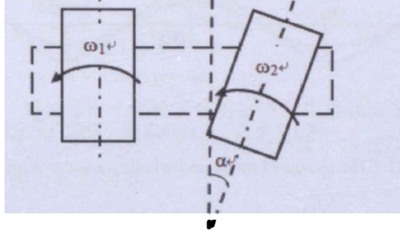
圖2-6主(zhǔ)軸與電機配合(hé)簡圖
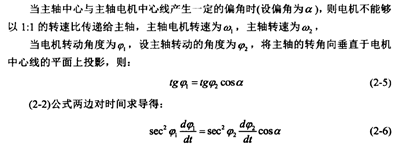
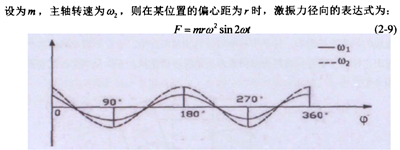
圖2-7電機、主軸角速度一周期內的變化
2.3碰摩故障
VCL850立式加工中(zhōng)屯、的主軸(zhóu)箱剖麵圖如圖2-6所示。主軸與電機(jī)通過(guò)同步內(nèi)齒帶輪(lún)連接,裝配工人依靠經驗(yàn)將調整螺釘實現對帶輪的張緊,由於調整不當,帶輪張緊(jǐn)力過大,會影響到間隙配合的位置(zhì),產生碰(pèng)摩的裝配故障。
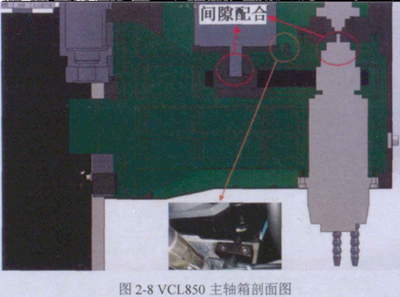
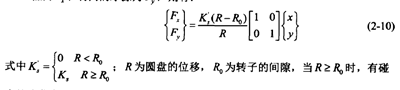
定子轉子碰摩是旋轉(zhuǎn)機械的常見故障,由於安裝不當影響了定子轉子的間隙誤(wù)差,導致(zhì)轉子和定子間的摩擦事故經(jīng)常發(fā)生,同時由於工況變(biàn)動或過大的軸(zhóu)向推力,都有可能導致碰摩IW。圖2-8為(wéi)碰摩力學模型圖(tú)。
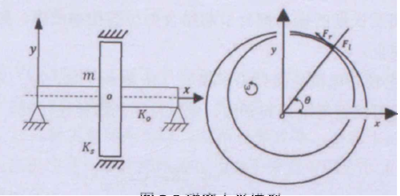
圖2-8碰摩力學模型
碰摩是轉子在轉動一周後與定子(zǐ)部件上(shàng)的某區域發生接觸碰撞導致彈性變形及摩擦熱(rè)效應的情況(kuàng)。K,為定子與轉子之間的等效剛度,將C和分解到徑向的碰撞力和切向的摩擦為/;,則有:
摩故障發生。
力碰摩產生的接觸(chù)力足W改變轉子軌跡(jì)的運動方向,這時動定(dìng)子的接觸點不一定是固(gù)定的,其振動響應值應為各(gè)接觸點(diǎn)法向(xiàng)力的平均值(zhí)之和1巧。
2.4鬆動故障
如圖2-9所示,兩處分別為電機主(zhǔ)軸箱結合部(bù)與主軸與主軸箱結合部。
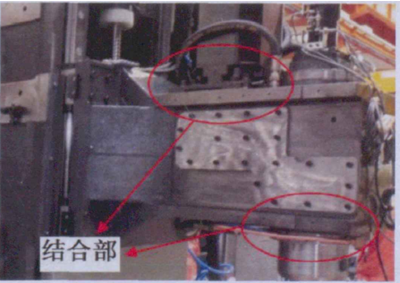
圖2-9主軸箱結合部
主軸箱區域分布著大量螺拴,部件安裝(zhuāng)通過螺栓連接起(qǐ)到定位、緊固的作用。由於安裝質量(liàng)不髙及長期(qī)的振動(dòng)都會(huì)引起結合部位的鬆動故障,影響到主軸及電機的正常運行及安全。
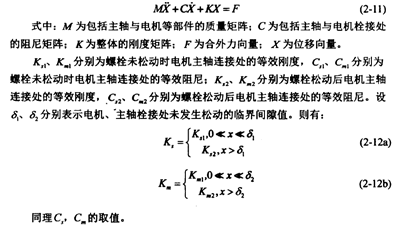
如圖2-10為主軸與(yǔ)電機栓接處力學模型,表示主軸,表示電機,C表示傳送帶,剛度阻尼模型等(děng)效為其緊固(gù)、定位作用的螺栓連接處。
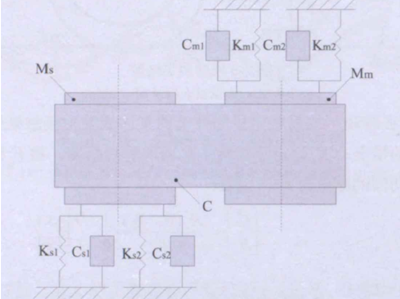
圖2-10主軸箱結合部力學模(mó)型
轉子運行(háng)時的微分方(fāng)程為:
由於係統剛度、阻尼的不穩定,工作狀態下的機械結構呈現嚴重的非線性問超,發生(shēng)鬆動部位的振動信號特征複雜多變(biàn)。
2.5本章小結
本章首先對VCL850立式加工中屯、的結構(gòu)特點進行了簡要介紹,並證明了故障原因不是由於自(zì)身的結構特點(diǎn)造成的。重點分析了VCL850主軸箱(xiāng)可能存在(zài)裝配故障的區域,對幾種主要裝配故障(動不平(píng)衡故障、不對中故障、鬆動故障、碰摩故障)的內在(zài)機理進行了(le)詳細闡述;為接(jiē)下來對VCL850主軸箱區域的故障信號檢測提供(gòng)理論支撐。
投稿箱(xiāng):
如果您有機床行業(yè)、企業相關新聞稿件(jiàn)發表,或進行資訊合(hé)作,歡迎(yíng)聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件(jiàn)發表,或進行資訊合(hé)作,歡迎(yíng)聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多本(běn)專題新聞
名企推薦(jiàn)







專題點擊前(qián)十
| 更多

