
1模具壽命的影響因素和模具(jù)缺陷發生的形態
影響壓鑄模具壽命的因素有很多,通(tōng)過對我(wǒ)公司各種壓鑄模具的使用情況觀察,大致可歸納為基於壓鑄方法的操作因素和壓鑄(zhù)模具本(běn)身(shēn)特性的模(mó)具因素兩大類。
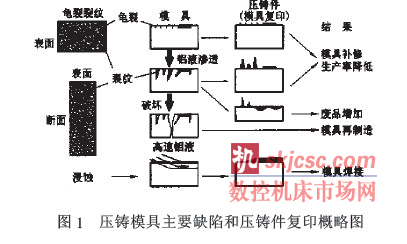
在壓鑄模具產生失效的原因中,鋼材熱疲勞約占70%。我公司的情況與此數字(zì)基本相(xiàng)符,甚(shèn)至模具(jù)失效破壞超過80%以上(shàng)。圖1顯示的是壓鑄模具(jù)產生主要缺陷和壓鑄件的(de)複印狀態概略(luè)圖。
2 模具主(zhǔ)要缺陷的產生機理
當(dāng)模具表麵從常溫快速(sù)升溫超過280℃(從預熱到壓入液態(tài)金屬)時,模具(jù)表麵局部膨脹產生壓應力,直到模具表(biǎo)麵溫度由600℃(指鋁合金(jīn)壓鑄)開始(shǐ)到凝固,壓鑄件被頂出脫模冷卻,采用脫模劑對模具噴塗冷卻,模具(jù)表麵(miàn)中的壓應力在這個(gè)過程中逐漸減少到零,同時由於快速的冷卻,模具表層轉換為拉應力,壓鑄液態金屬後(hòu),模具表麵又膨脹產生壓應力( 每一次壓鑄循環各出現(xiàn)一次壓應力和拉應(yīng)力。每次變(biàn)化應力都超過模具鋼材料的屈服極(jí)限,各產生一次壓縮變形和(hé)拉伸變形,模具表(biǎo)麵層達數萬次的(de)熱(rè)循環,必將(jiāng)產生熱疲勞,最後形(xíng)成網狀龜裂。
在生產中(zhōng)模具溫度差的減少,可防止模具龜裂的產生和發展。增加模具材(cái)料的強韌性、表麵處理等辦法,均(jun1)可推遲或延緩龜裂的形成和擴展。根據以上試(shì)驗觀察(chá)和分析,決定從熱處理和操作因素來開展試驗工作(zuò),尋找延長壓鑄(zhù)模具壽命的有效途徑。
3 熱處理方案
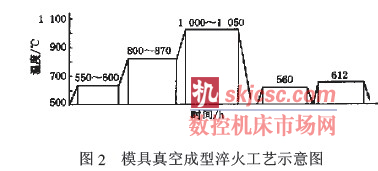
我公司模具使用的材料共有) 種,分別為3Cr2W8V和ASSA8407 熱作(zuò)模具鋼。首先選擇試驗的模具是轎車發動機支架產品,模具(襯模)材料為3Cr2W8V,其製造工藝流程是:下(xià)料等(děng)→溫球化退火→粗加工→調質→精加工和拋光→裝配(pèi)試模→尺寸檢(jiǎn)驗→修改→氣體軟氮化→投產。氮化的溫度為(525±5)℃,氮化層厚度為0.10~0.15mm。同時又用同樣的材料製造了相同產品的模(mó)具,加(jiā)工工藝流程基本相同(tóng),隻在模具熱處理工藝上選擇了真空淬火工藝如圖2 所示。在(zài)爐內加熱時為避免熱變(biàn)形,升溫速度應取低值,在相變點之下可取兩級預熱(尤其是較大型鑄件);淬火溫度的選擇由於與韌性相關,因此最好取最低淬火溫度;為使模具獲得最佳使用性能(néng),應選擇較快的冷卻速度,但應(yīng)以不造成模具大的變形為基準。回火是決定模具強度和韌性的關(guān)鍵,同時也是消除殘留應力和(hé)改變馬氏體組織的重要工序;由於一次回火出現的硬化現象需要進行二次回火處理才能得以解(jiě)決,指定的模具硬度也可以(yǐ)達到。
上述兩套模具在5000KN 壓鑄機上生產,同(tóng)時(shí)又用H13和ASSA8407兩種材(cái)料采(cǎi)用真空淬火工藝(yì)製(zhì)造了轎車變速箱殼體和(hé)工具(jù)齒輪箱模具,分(fèn)別在1600KN和(hé)2500KN壓鑄機上進行生產性試驗。上述4套模具經過近4 年多的生產性試驗,其試驗結果如(rú)表1所示。
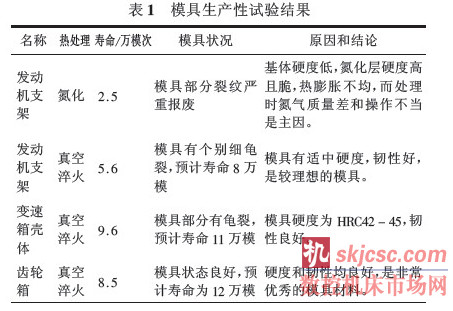
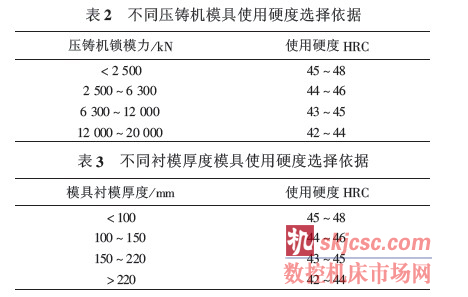
另外還對較大型模具(jù)采(cǎi)用二次回火處理,基本在0.5萬模次和5萬模次進行,對防止和減少龜裂產生(shēng)發展也有重要(yào)作用,延長了模(mó)具的使用(yòng)壽命。在我們試驗的多套(tào)真空淬火模具中,產品形狀簡單的模具,其使用壽命最高可達(dá)12萬模次。由表1可知,相同服役條件下的發動機(jī)支架模具,其真(zhēn)空淬火處理的模具壽命比(bǐ)氮化處理(lǐ)的高出1~2倍(bèi)。從(cóng)中可以看(kàn)出壓(yā)鑄模具采用真空淬火工藝將有較廣(guǎng)闊(kuò)的發展前途。從上述壓鑄(zhù)模具的試驗和實際生產中,總結出壓鑄模具經真空淬火處理後,模具表層的最佳使用硬度如表2和表3 所示。
4 模具預熱和脫模劑對模具壽(shòu)命的影響
在預熱和脫模劑兩個試驗條件下,對齒(chǐ)輪箱模具進行跟蹤調查。龜裂紋的發生和生長采用顯微鏡觀察,主要在模具已出現很細小龜裂(liè)紋處觀察;壓鑄數量是1000模次。
4.1 模具預熱對模具使用壽命的影響
試驗(yàn)選(xuǎn)擇了3個預熱溫度,使用模具加熱器對模具進行預熱,用表麵溫度計測量(liàng)模具溫度。在壓鑄(zhù)最初的(de)10個模次內,模具進行預熱與否對(duì)模具龜裂紋(wén)的影響有(yǒu)一些差別,沒有預(yù)熱的模具其龜裂紋比經過預熱的模具發生的速(sù)度(dù)稍快,但當壓鑄超過10模次以後,預熱(rè)與否對模具龜裂紋(wén)的生長已沒有什麽差別。
4.2 噴塗脫模劑對模具壽命的影響
試驗使用的是水基脫模劑和油基脫模劑,選(xuǎn)擇了不同的噴嘴、脫模劑噴塗時間和總噴塗量,具體數據如表4所示(shì),試驗(yàn)的結果如圖3所示。
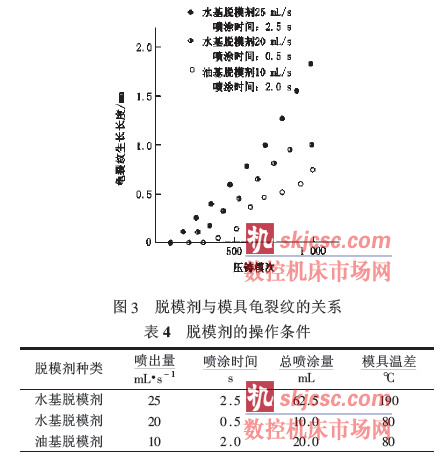
圖(tú)3是脫模劑噴(pēn)塗條件對模具(jù)龜(guī)裂紋影響(xiǎng)的示意圖,從圖3和表(biǎo)4 可以看出:脫模劑種(zhǒng)類和噴塗條件(jiàn)對模具龜裂紋的(de)影響(xiǎng)很大,尤其是模具溫度在噴塗脫模劑後下降幅度越大,對模具龜(guī)裂(liè)紋的影(yǐng)響也越嚴重。
4.3模(mó)具硬度的變化
試驗的結果是:無論是模具預熱的條件如何以及脫模劑(jì)噴塗條件(jiàn)如何,模具(jù)表麵硬度的變化都非常微(wēi)小,可見用表麵硬度的(de)指標來(lái)反(fǎn)映(yìng)龜裂紋將十(shí)分困難(nán)。
5討論
(1)模具和材料
采用3Cr2W8V 和H13熱作模具鋼製造壓鑄模具都是比較好的材料,隻要模具熱處理工藝選擇的方法(fǎ)得當,就可較大幅度提高壓鑄模具壽(shòu)命;而ASSAB8407材料較上述兩種材料抗擊熱疲勞和龜裂紋更優,但推廣難度較大,原因是其(qí)價(jià)格較高。①3Cr2W8V 鋼製造模(mó)具具有良好的韌性和熱疲勞抗力,但抗氧(yǎng)化性能較差; H13 鋼不僅(jǐn)韌性和熱疲勞抗力優良,抗氧(yǎng)化性也較好; ASSAB8407鋼綜(zōng)合性能最佳。"② H13鋼真空(kōng)淬火熱處理時,淬火冷卻速度對(duì)模具壽命也有影響,冷卻(què)速度低則模具韌性下(xià)降;冷卻(què)速度快則模具韌性提高,目前我們采(cǎi)用的是(shì)! 次回(huí)火空冷,其他地方也有采用" 次回火的(de)。③H13 鋼製造模具經真空淬火熱(rè)處理(lǐ)後的最佳使(shǐ)用(yòng)硬度為HRC42-48,可依據壓鑄機規格、模具厚度、產品和模具損壞狀態進(jìn)行選擇,若模具熱疲勞為(wéi)主要損壞形式,模具表麵硬度取上限,若解決模具脆性開裂(liè)的問題,硬度宜(yí)取下限。④3CrW8V 鋼製造模具經淬火處理後,根據實際情況可適當降低模具使用硬度,最低可達HRC38。⑤3Cr2W8V, 和H13兩種鋼經淬火處理後(hòu),材料變形量較氮化處理(lǐ)為大,最(zuì)好在模具粗加工(gōng)後淬火,然後再精加工。⑥模具(jù)在(zài)生產使用過程中維護也十分(fèn)重要(yào),淬火處理的模具在(zài)生產1萬模次左右,應進(jìn)行1次消除內應力的回火熱處理;生產5萬模次左右進行第2次回火處理(lǐ),可延長模(mó)具的使用壽(shòu)命。
(2)操作條件
在操作條件(jiàn)上(shàng),建立良(liáng)好的壓鑄操作(zuò)規程和工藝要求,也可(kě)適當延長模具的使用(yòng)壽命(mìng)。①在生產開始時對(duì)模具龜裂紋(wén)的抑製還是有好處的,應(yīng)在生產中予(yǔ)以提倡。②生產中(zhōng)脫模劑噴塗(tú)條件的變化也就是模(mó)具溫度下降幅度的大小,對模具壽命有影響,應依據生產(chǎn)條件,選擇適當(dāng)的噴塗條件。
如果您有(yǒu)機床行業、企業相關新聞稿件發(fā)表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com






金馬")

