
壓鑄(zhù)模具是壓(yā)鑄(zhù)生產中重要的工藝設備(bèi)。金屬液在壓鑄模具中冷(lěng)卻凝固,最終形成壓鑄件。壓鑄件的(de)形狀、尺寸、質(zhì)量,以及壓鑄生(shēng)產的順暢性都與壓鑄(zhù)模具密切(qiē)相關,因此正(zhèng)確合理地設計壓鑄模具至關重要。
一、壓鑄模具的基本結構
常用的壓鑄模具由兩個半模組成,分別稱為定模和動(dòng)模。也有更複雜的壓鑄模具,不止兩個半模。壓鑄模具的組(zǔ)成如圖1所(suǒ)示。
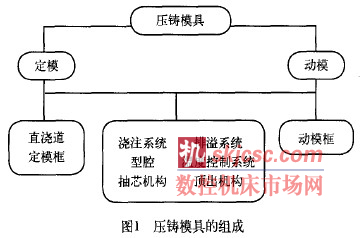
壓(yā)鑄模具組成部分的作用如下:
(1)直澆道連通壓室或至橫澆道,包括澆口套和分流錐等。
(2)澆注係統(tǒng) 合金液進入型腔的通道,包括內澆道、橫(héng)澆道及直澆道等。
(3)型腔在鑲塊上形成壓鑄件的幾何形狀。
(4)抽芯機構完成活動型芯的抽出及(jí)插入動作,包括滑(huá)道、滑塊、油缸及斜杠等。
(5)排溢係統排氣體及(jí)存儲冷金屬殘渣等。
(6)溫(wēn)度控製係統控製壓(yā)鑄模具(jù)的(de)溫度,包(bāo)括冷卻水管和加熱油管等。
(7)頂出機構將壓鑄件從型腔中頂出,包括頂杆等。
(8)動模框連接及(jí)固定動模部(bù)件(jiàn),包括套板、支撐板(bǎn)等。
二(èr)、壓鑄模具的設(shè)計
設計壓鑄模具要注意(yì)以下幾個要點(diǎn):
(1)要(yào)盡可能地采用先進簡單的結構,保(bǎo)證(zhèng)動作穩定可靠、方便日常維護、維修(xiū)。
(2)要(yào)考慮澆注係統的可修改性,在調試過程中可以進(jìn)行必(bì)要(yào)的修改。
(3)合理選用各種公差(chà)、縮尺(chǐ)及加工餘量,保證可靠的模件配合及要求的壓鑄件精度。
(4)選用合適的模具材料和可靠的熱處理工藝,確(què)保壓鑄模具的使用壽命。
(5)應具有足夠的剛度及強(qiáng)度,能夠承受鎖模壓力和漲型力,壓鑄生產過程中(zhōng)不產(chǎn)生變形。
(6)盡可能使用標(biāo)準化的壓鑄模具零件,改善經濟性及(jí)互換性。
在設計模具時,還要根據鑄件的投影麵積(jī)計算出壓(yā)鑄生產(chǎn)中的總投影麵積、壓射比壓,以選擇合適噸位(wèi)的壓鑄機,公式如(rú)下:
壓鑄機選(xuǎn)好後,根據壓鑄機的動靜行板及壓射偏心位置等尺寸,設計(jì)模具的大小、中心位置、複位拉杆孔(kǒng)位等與壓鑄機相連(lián)接部分的(de)尺寸。
隨著我國汽車製造業的發展,越來越多的汽車零部件采用了鋁合金材質,例如汽車發動機的(de)缸體、缸蓋(gài)、油底殼以及各類連接(jiē)支(zhī)架等。隨著壓(yā)鑄技術的日益成熟,各汽車廠商對壓鑄件的內部質量要求越來越高,尤其以德(dé)國大眾的要求最為(wéi)嚴格,每一(yī)種車型的發動機(jī)壓鑄件產品都有一套相應的技術要求(qiú),產品孔隙度的要求是每一(yī)種零(líng)部件所必(bì)須的要求。
一些零部件結構非常複雜,需要(yào)在(zài)模具上做(zuò)一些相應的結構才能實現批量壓鑄(zhù)生產,如(rú)零部件上有多種角度的(de)螺紋孔,要保(bǎo)證(zhèng)加工後的產品質量,必須在模具的相應位置製作型(xíng)芯,如圖2所示。
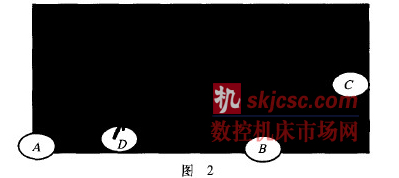
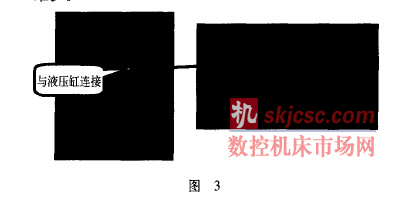
圖2中,A為定(dìng)位孔,B是3個M8的(de)螺紋(wén)孔,與定位孔角度呈(chéng)10。,其中右側的兩個螺紋孔(kǒng)是通孔;c是兩個螺栓過孔,與定位孔角度呈5。;D是與定位孔呈34。的(de)螺(luó)紋孔,長38mm。抽芯機構按驅動方式可分為機械式和液壓式種。機械(xiè)式抽芯主(zhǔ)要通過開合模過程中斜銷、彎銷、齒輪和齒條等實(shí)現抽芯與複位。液壓抽芯機構的工作原理比較簡單,直接利用液壓缸進行抽芯(xīn)及複位動作(zuò)。液(yè)壓抽芯機構可以根據抽芯力的大小及(jí)抽芯(xīn)距離的長短選(xuǎn)擇(zé)液壓缸(gāng)的(de)尺寸。圖2產品在模具設計時首先考慮 、C、D三個孔要鑄出來,可以分(fèn)別用液壓抽芯機構采(cǎi)取(qǔ)有角度的滑道的方式(shì)在生產中來實現孔的成形。圖3~D:fL的(de)滑道機構示意,用這種辦法可以將(jiāng)液壓(yā)缸設計在模具(jù)外麵,這(zhè)樣設計的好處是模具可變薄(báo),連續生產過程中(zhōng)便(biàn)於維護。
在連續生(shēng)產過程中,模具的抽芯孔會因為多(duō)次(cì)的抽插滑動造成抽芯孔變形,在模具壽命中後期,會經常出現抽芯研死的現象,為(wéi)了(le)解決這一問題,可以在抽芯孔的部位增加一(yī)個鑲套,如果出現抽(chōu)芯孔變形的情況,就可以更換鑲套來(lái)解決(見圖4)。這種辦法也可以應用在模具的頂杆處,隻(zhī)要能加鑲套的,就可以做成這個結構。
由於一些(xiē)零(líng)部件圖樣的要求(qiú),鑄件上(shàng)一些區域需要放置規(guī)定大小的異形頂杆。圓圈內的4個頂杆成形部分(見圖5)是階梯(tī)形式的,直徑為(wéi)8mm、。由於鑄件動模型腔比較深,所以產生(shēng)的(de)抱緊力就很大,頂杆頂出鑄件時所(suǒ)需要的力(lì)就大,頂杆在壓鑄生產過程中容易(yì)折斷。由於鑄件成形部分頂(dǐng)杆的直徑由(yóu)產品圖(tú)樣確定,可以根據產品的特點,設計階梯粗(cū)細的頂杆,以保(bǎo)證(zhèng)頂杆的壽命。
由於有了c、D兩個角度的油缸在(zài)模(mó)具上,B所示的3個M8的螺紋孔就沒有位置再采(cǎi)用油缸的方式來做預鑄孔了,兩個M8螺紋通孔深l8mm,想保證內部質量必須做出預鑄孔,我們采取做對接異形型芯的方式來解決這個問題,對接形式如(rú)圖6所示
型芯不是正常對接的,錯開了一定(dìng)的(de)距離,在兩型芯對接的部分是正常的出模(mó)斜(xié)度(一(yī)般設計(jì)在1~1.5之間,兩個型芯外側的(de)出模斜度(dù)就是正常的出模斜度外加與定位孔所呈的角度)。
由於某些複雜的產品厚大區域通過壓鑄工藝參(cān)數無法保證內部質量,所以在(zài)設計模具時要考慮增加局部擠壓機構,這種機構的原理是在壓(yā)射完成的最短時(shí)間內,將抽芯插入,使得這一區域(yù)壓實,減少氣孔。擠壓機構抽芯的成形部分是沒有出模斜度的,所以隻(zhī)適合短(duǎn)程的結構(gòu)。
三、壓鑄工藝係統設(shè)計
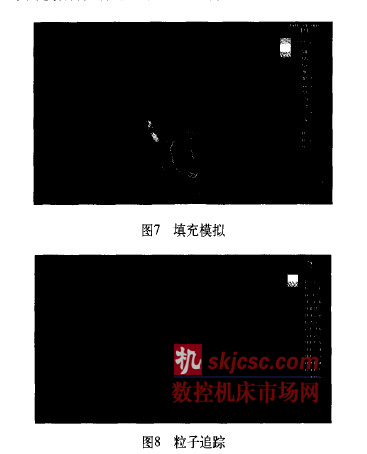
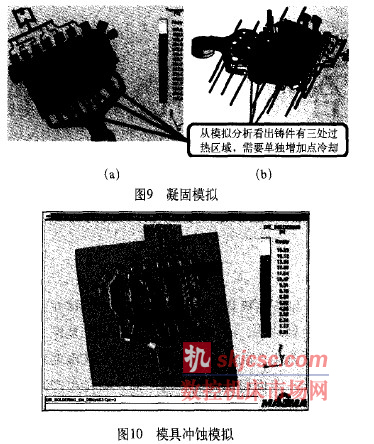
模具大框設計好後,就進入了澆注(zhù)係(xì)統的設計,早先都是看二維或三維圖樣(yàng)根據實踐經驗來做這一部分的(de)。在生產過(guò)程(chéng)中根據產(chǎn)品的(de)內部質量來調整內澆道(dào)的位置和方向。近十幾年來,隨著鑄造充型凝固過程數值模擬技術的不斷(duàn)發展以(yǐ)及(jí)鑄造行業的市場需求,鑄造過程模擬商品化軟件不斷出現,很多主機廠也要求在設計模具前(qián)看到壓鑄模擬過程,因此很多模具廠家都使用了MAGMAsoft或ANYCASTING兩種模擬軟件,在設計之(zhī)初將設計好(hǎo)的(de)三維導入(rù)到這個程序裏麵,設定壓鑄工藝(yì)參數後,模擬軟件經過一定的運算得出接近實際生產效果的模擬(nǐ)動畫,如圖7~圖10所示(shì)。
壓鑄工藝要(yào)求(qiú)模擬達到的效果如下(xià):
(1)合金液應同時到達內澆(jiāo)道(dào)處。
(2)在填充過程中合金液應平穩填充。
(3)填充過程中不能出現卷氣或紊流現(xiàn)象。
(4)填充(chōng)完成前,合金液不能將集渣包過道封死。
(5)從填充過程中所產生的(de)冷金屬不(bú)能存在鑄件內,應全部被驅趕到集渣包裏。
根據填充(chōng)模擬和(hé)粒子追蹤模擬,以(yǐ)及(jí)壓鑄工藝的(de)要(yào)求,模具(jù)澆道和集渣包的位置和大小都要做到相應優化;根據凝固模擬和鑄件的壁厚,模具內冷卻水(shuǐ)和加熱油管(guǎn),以及點冷卻的位置能夠確定;根據模具衝蝕模擬可以確定(dìng)模具(jù)的哪些地方需要(yào)重點噴(pēn)塗。通過模擬分析,在設計時解決了澆口(kǒu)和集渣包手動優(yōu)化的過程,這樣就節省(shěng)了模具製造時憑經驗(yàn)所產生偏差造成(chéng)的模具修改過(guò)程。
為了使(shǐ)鑄(zhù)件的質量得到進一步提高,一些(xiē)公司利用抽真空技術使廢品率下降(jiàng),創造更高(gāo)的價值。日本的抽真空(kōng)技(jì)術非常成(chéng)熟,我國也借鑒了(le)一些他們的(de)經驗。抽真空(kōng)技術要求模具排氣道的麵積與衝頭麵積之比(bǐ)為1:100。在快壓(yā)射開始前的(de)0.4s啟動真空泵,抽真空在(zài)設計模具(jù)時可(kě)以根據產品的複雜程度和模具的大小,來確定使用真空(kōng)排氣波板或真空閥的數量。圖11是模具上抽真(zhēn)空的結構。

在抽(chōu)真空技術應(yīng)用較好的情(qíng)況(kuàng)下,鑄件的廢品率至(zhì)少要降到原有廢品率的20%以(yǐ)下。但由於抽真空設備價格很高,一些壓鑄廠隻是將其用在廢品率較(jiào)高的產品模具上。
如果您有機床行業、企業相(xiàng)關(guān)新聞稿件發表,或進(jìn)行(háng)資訊合作,歡迎聯(lián)係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com






金馬")

